Вам может понравиться
Комментарии ВК:
Имя *
Комментарий
- https://derevyannie-doma.com/tehnologii/trubogib-svoimi-rukami-chertezhi-kak-sdelat-ruchnoy-trubogib-dlya-profil-noy-truby.html
- http://obustroen.ru/instrumenty-i-oborudovanie/ruchnoy-istrument/slesarno-montaghnyy/trubogib-svoimi-rukami-chertezhi.html
- https://prorab.guru/insrtrument/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
- http://obinstrumente.ru/ruchnoj-instrument/trubogib-dlya-profilnoj-truby-svoimi-rukami.html
- https://stroychik.ru/tools/trubogib-dlya-profilnoj-truby-svoimi-rukami
- http://sdelajrukami.ru/trubogib-svoimi-rukami/
- https://v-teplo.ru/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
Как сделать трубогиб своими руками инструкция
Если имеется пример или схема трубогиба, то изготовить станок своими руками не составит большого труда. Нужно придерживаться соответствующей последовательности выполнения действий. Чтобы сделать трубогиб для профильной трубы выполняются следующие манипуляции:
- На валу нужно расположить шестерни, а также подшипники и кольца. Изготовление валов доверяется опытному токарю. Если же планируете создать все детали самостоятельно, то понадобится три вала, два из которых распределяются на нижнем основании (служит швеллер), а третий подвешивается на пружинках.
- В кольцах просверливаются соответствующие отверстия, которые нужны для того, чтобы нарезать резьбу. Эта резьба нужна для того, чтобы к валам присоединить шестерни.
- Полка для закрепления третьего ролика делается также из швеллера.
- Все элементы распределяются на станине, и объединяются при помощи сварки или болтовых соединений.
- Первым делом монтируется каркас, на котором распределяются соответствующие конструктивные элементы.
- Полка перпендикулярно приваривается к основанию.
- К одному из валов крепится рукоятка.
- В завершении для регулировки радиуса изгиба профильных труб нужно установить на верхней полке гидравлический домкрат.
Если делать инструмент по шаблону, то трудностей никаких не возникнет
Чтобы разъяснить некоторые моменты, следует обратить внимание на следующие факторы:
- Прижимной вал, располагающийся на полке, должен быть дополнительно к ней закреплён. Он также фиксируется шпонками.
- Прижимной ролик изготавливается путём выполнения следующих манипуляций: на полку фиксируется вал, а также пружины, которые крепятся к предварительно установленным гайкам. После изготовления полки, её можно приваривать к станине основного устройства.
- Чтобы натянуть цепь, нужно использовать магнитный уголок. Он будет служить держателем.
- Звёздочки фиксируются шпонками, изготовленные из гровера.
- Ручка для привода конструируется из стальной трубки.
- Домкрат размещается на подвесной полке.
Конструкция простейшего самодельного агрегата для гибки профилированных труб, представлена на видео ниже.
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
рычажные трубогибы;прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным. Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра. Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
гидравлический;пневматический;электрический.
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.
Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.
По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).
Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.
И гидравлическими.
Привод опорных валов может быть как ручным, так и электрическим.
Обзор производителей профилегибов
Рассмотрим несколько интересных моделей трубогибов для профильной трубы.
| Название | Характеристики | Описание | |
| Тип привода | Ручной (механический) | Данное устройство предназначено для деформации тру как квадратного, так и прямоугольного сечения. При работе нет необходимости иметь рядом внешний источник питания. |
| Габариты, мм | 650х300х510 | ||
| Вес, кг | 27,8 | ||
| Максимальное сечение трубы, мм | 40х40 | ||
| Страна производитель | Россия | ||
| Цена, руб. | 10000 | ||
| Тип привода | Ручной (механический) | Данный профилегиб хорошо подходит для небольшого производства. Имеет небольшие размеры, что очень удобно и возможность менять ролики для сгибов самого разнообразного профиля. |
| Габариты, мм | 1100х620х340 | ||
| Вес, кг | 53,0 | ||
| Максимальное сечение трубы, мм | 60х30 | ||
| Страна производитель | Россия | ||
| Цена, руб. | 17500 | ||
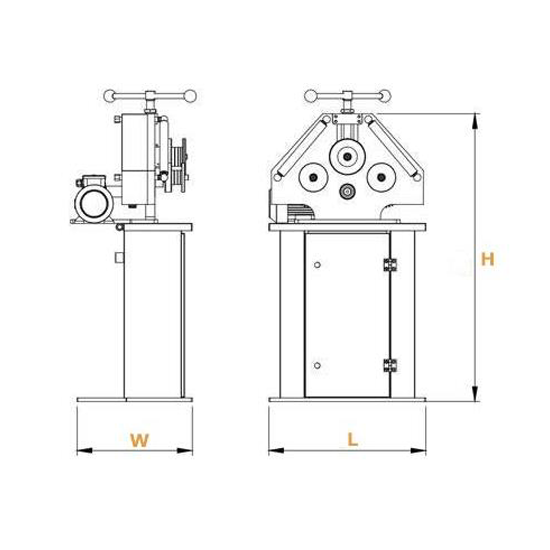
| Электрический трубогиб Blacksmith ETB51-40HV | Тип привода | Электрический | Данный трубогиб может работать как в горизонтальном, так и в вертикальном положении, что позволяет сгибать (при необходимости) достаточно длинные заготовки. |
| Габариты, мм | 1200х750х1210 | ||
| Вес, кг | 282,0 | ||
| Максимальное сечение трубы, мм | 80х40 | ||
| Страна производитель | Китай | ||
| Цена, руб. | 180414 | ||
| Тип привода | Электрический | Данный станок так же имеет возможность работать в горизонтальном и вертикальном положении. Гнет профили на любой угол и в один проход. |
| Габариты, мм | 830х1140х1650 | ||
| Вес, кг | 860,0 | ||
| Максимальное сечение трубы, мм | 40х40 | ||
| Страна производитель | Турция | ||
| Цена, руб. | 832500 | ||
| Тип привода | Электрический | Данное устройство очень удобна, тем что имеет ножное управление и тем самым позволяет оператору держать заготовку обеими руками. Для защиты двигателя от перегрева в корпусе имеется отверстие для отвода горячего воздуха. |
| Габариты, мм | 900x850x1700 | ||
| Вес, кг | 450,0 | ||
| Максимальное сечение трубы, мм | 60х60 | ||
| Страна производитель | Китай | ||
| Цена, руб. | 227400 | ||
| Тип привода | Электрический | Данный профилегиб отлично подходит для небольших частных мастерских. Имеет возможность работы в горизонтальном и вертикальном положении. |
| Габариты, мм | 650х500х1400 | ||
| Вес, кг | 220,0 | ||
| Максимальное сечение трубы, мм | 30х30 | ||
| Страна производитель | Турция | ||
| Цена, руб. | 259800 |





Трубогиб из автомобильных ступиц
Найти достаточное количество роликов разного диаметра или сделать их самостоятельно достаточно сложно. Поэтому мастера часто используют ступицы от автомобиля.
Недостаток заключается в массивности инструмента, но он получается более универсальным, надёжным и устойчивым. Может использоваться для гибки профиля с толстыми стенками.
Конструкция состоит из:
- 3 ступиц. 2 должны перемещаться, последняя фиксируется жёстко вдоль оси приспособления.
- 2 оси приваренные оси небольшой длины.
- Поворотный механизм для регулирования расстояния между ступицами.
- Направляющая по оси. Можно применить швеллер.
- Ограничительные элементы.
- Внутренний швеллер, использующийся как направляющий. Должен иметь ограничители.
- Поворотная рукоять.
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.


Dva11 Пользователь FORUMHOUSE
Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.
Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.
Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.
В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
rusi45 Пользователь FORUMHOUSE
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Внутренний радиус ролика или насадки под круглую трубу следует делать с запасом: радиус трубы плюс 1-2 мм. Например, если диаметр трубы – 24 мм, то внутренний радиус ролика будет – 13-14 мм. Только в этом случае трубу не будет заклинивать во время прокатки.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
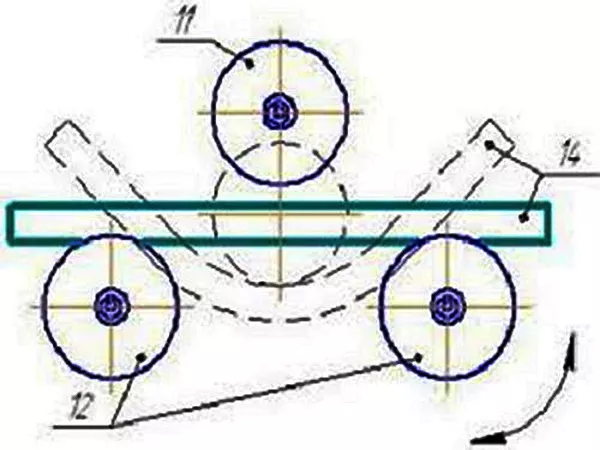
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.. Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Улитковый трубогиб
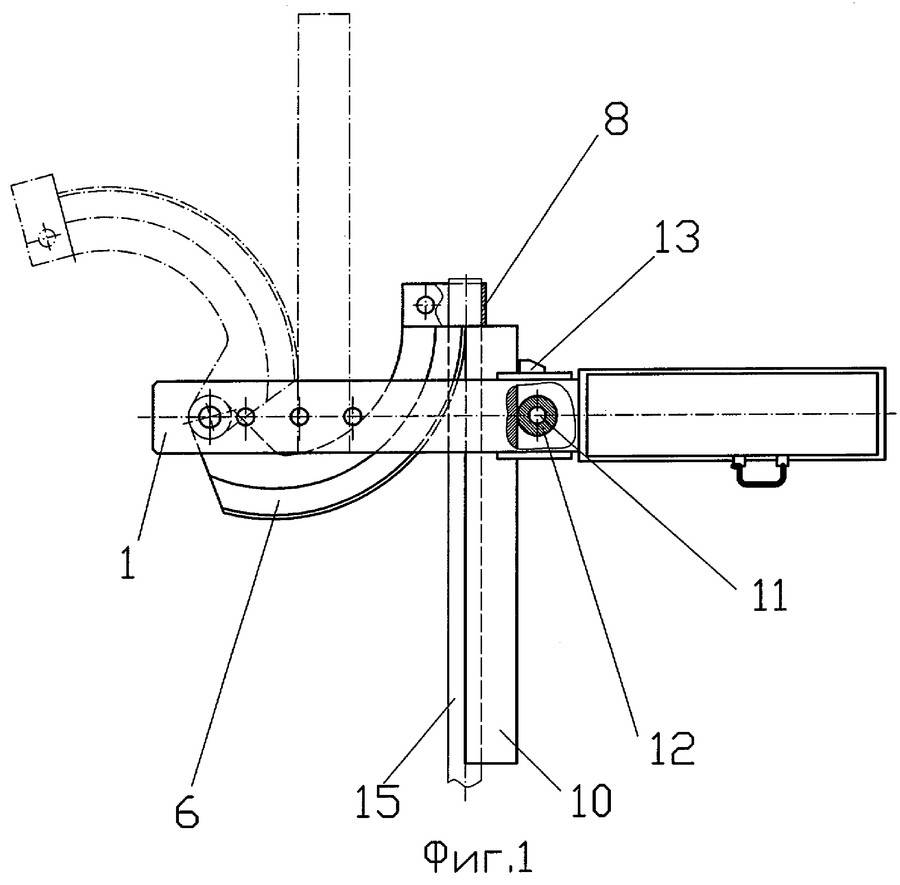
В таком трубогибе перемещение нажимного ролика обеспечивается вилкой, скользящей в направляющих, которые снабжены ограничителями. В вилке просверлены отверстия для установки двух роликов – малого, который будет выполнять деформирование, и большого, для фиксации трубчатой заготовки. Для перемещения вилки с противоположной её стороны предусмотрена рабочая рукоятка.
Порядок работ:
- Изготовить прижимную вилку.
- Выточить нажимные ролики (можно со сменными вставками, которые будут определять внешний диаметр трубы).
- Вставить и закрепить ролики на вилке (можно и шплинтами, но лучше предусмотреть резьбовое соединение).
- Из листового металла толщиной не менее 8 мм изготовить основание, предусмотрев в нём отверстия под крепёж.
- Закрепить на основании ограничители хода вилки.
Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.
Разновидности электротрубогибов
Механизм работы у электротрубогибов может отличаться. Рассмотрим некоторые разновидности таких изделий.
Наматывающие станки. В данном случае на приборе установлен специальный вал, который прокатывают по закрепленной в станке трубе, создавая тем самым сгиб нужной конфигурации.
Обкатывающие трубогибы. Такие приборы имеют парные валики. Механизм воздействия у такого оборудования называется бездорновым. Особенность таких трубогибов заключается в ограниченном угле изгиба изделий, который совпадает с диаметром зафиксированного вала. Обычно в комплекте с оборудованием данного типа прилагается набор различных валиков, призванных увеличить возможности прибора.
Изделия с вальцовочным механизмом. В подобных трубогибах установлены три ритмично работающих вальца. Оборудование такого типа часто применяют при изготовлении декоративных украшений из профильных труб.
С выдавливающим принципом действия. Это наиболее распространенный тип изделий, по форме напоминающий арбалет. При этом труба фиксируется с двух сторон, а изгиб производится способом выдавливания. Конфигурация сгиба зависит от типа насадки. Однако работа на таком оборудовании занимает достаточно много времени.
Что это такое и для чего он нужен?
Трубогиб(трубогибочный станок) – это особое устройство, предназначенное для придания прямому участку трубы изогнутой формы.
Простейший способ согнуть трубу, если она имеет небольшой диаметр, тонкие стенки и сделана их относительно мягкого, пластичного материала – это согнуть её руками.
Но кроме простоты и быстроты, больше никаких плюсов у этого способа нет.
Стальная трубка с толщиной стенок более 2 мм мускульной силе среднестатистического мужчины уже не поддаётся. Радиус кривой изгиба неравномерен, к тому же существует опасность сплющивания трубы в месте её деформации.


Трубогиб решает две основные задачи – делает искривление трубы прогнозируемым, а также компенсирует недостаточную мускульную силу техническими приспособлениями. Область применения трубогиба очень обширна. Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Отопление, водоснабжение, канализация, кондиционирование – вот далеко не полный перечень областей применения трубогиба. Он также используется в различных конструкциях и механизмах. Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
 Пример работы
Пример работы
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится. Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять
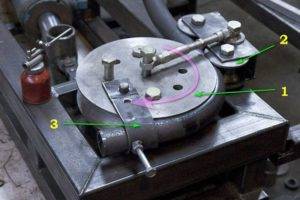
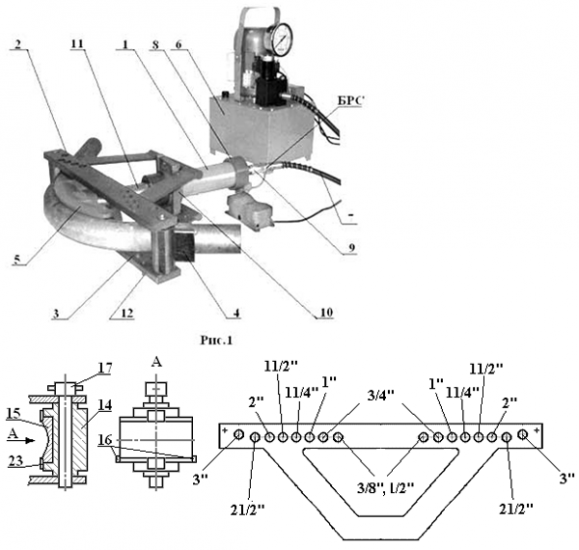
Основные элементы конструкции
 Принцип работы
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
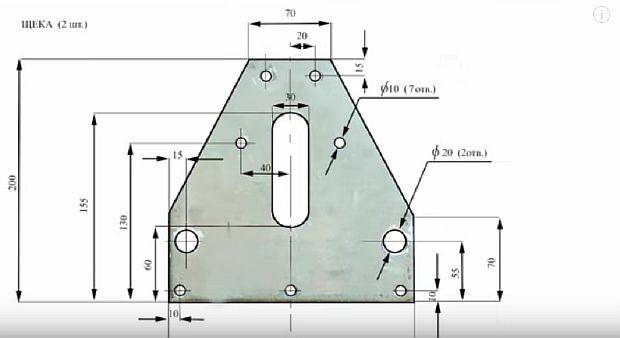
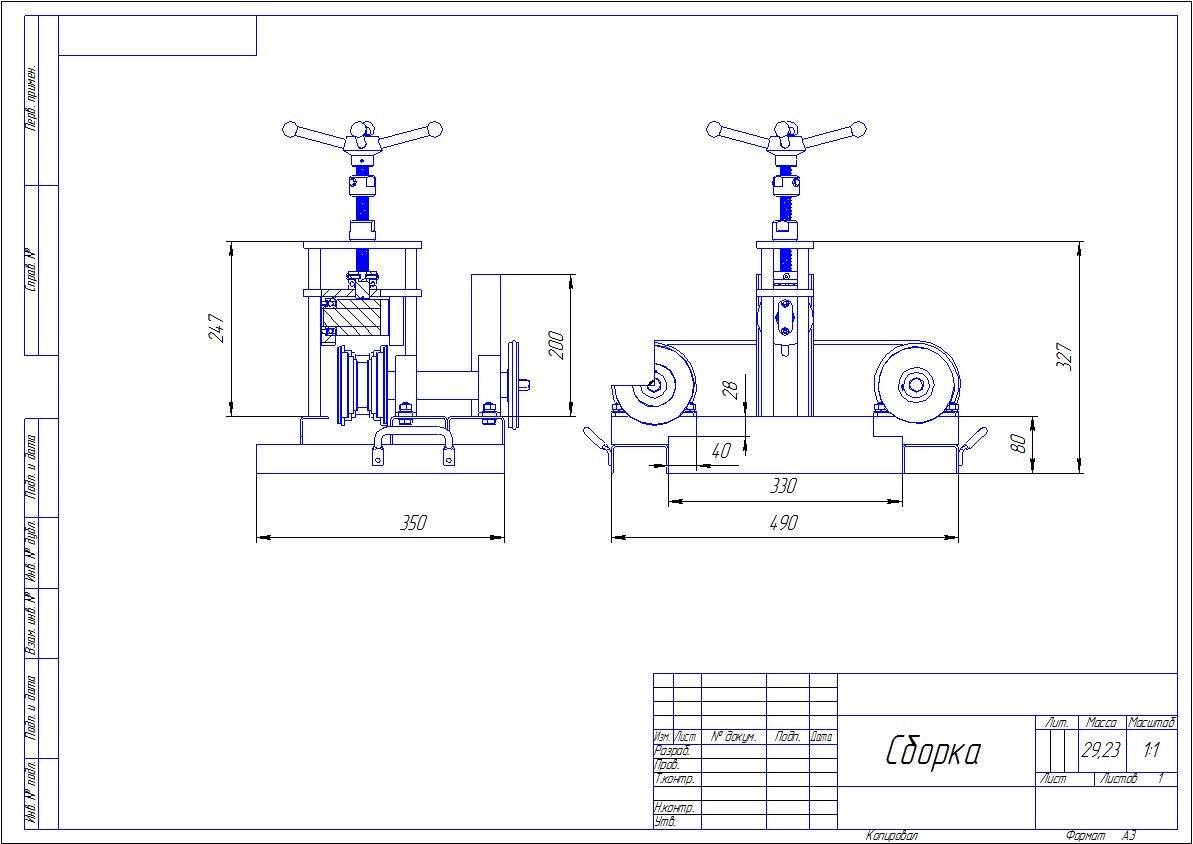
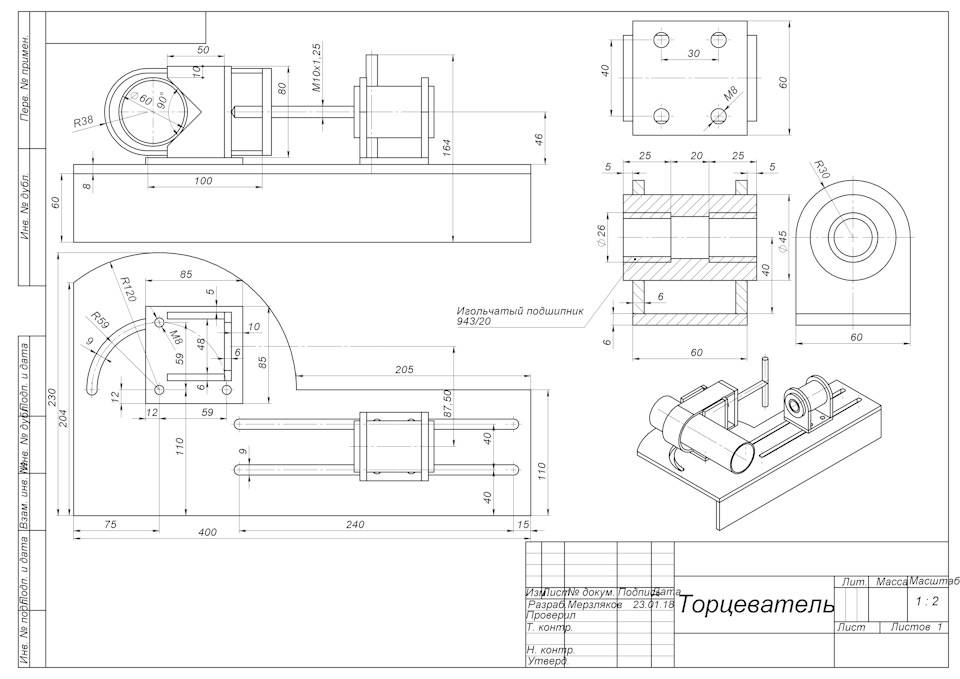
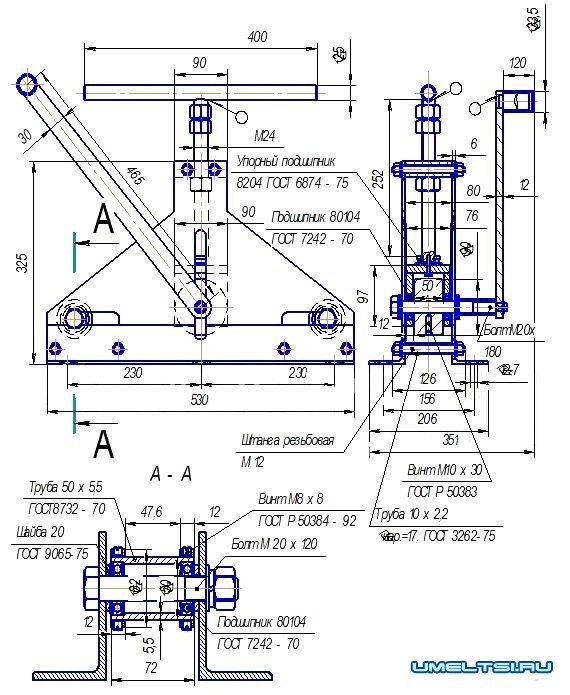
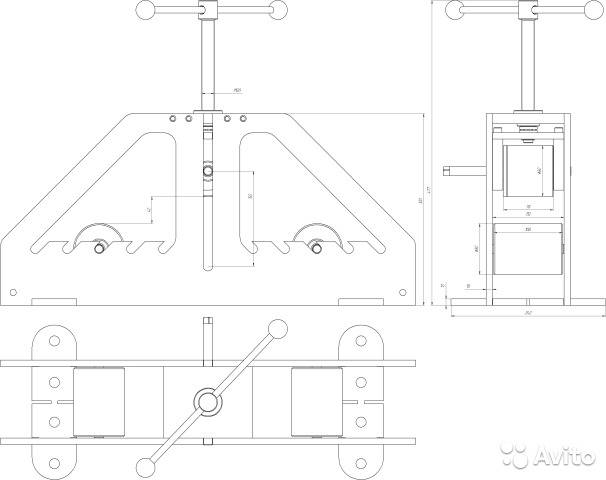
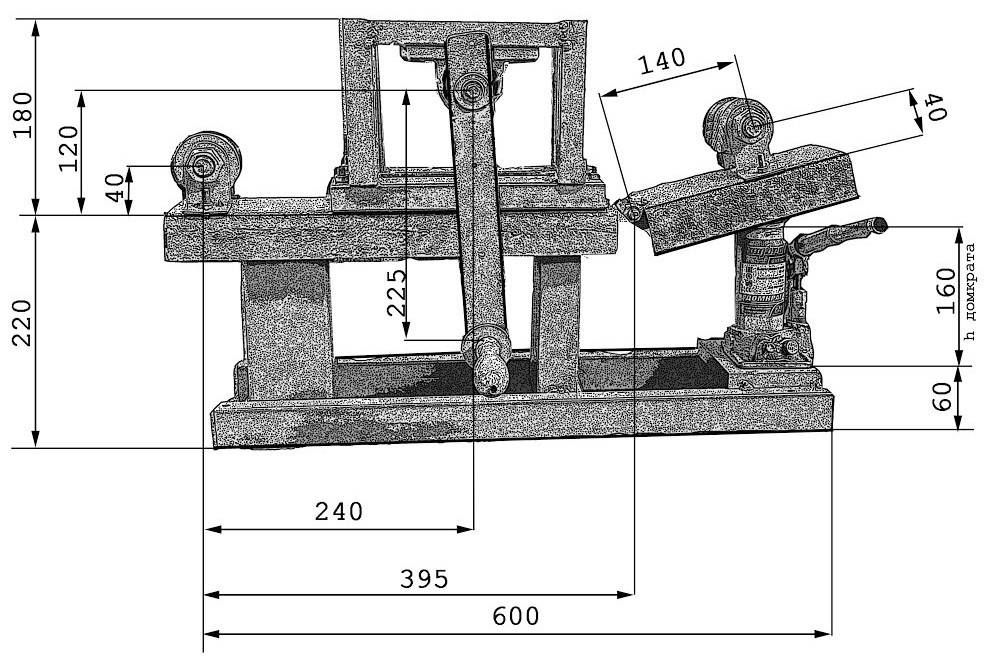
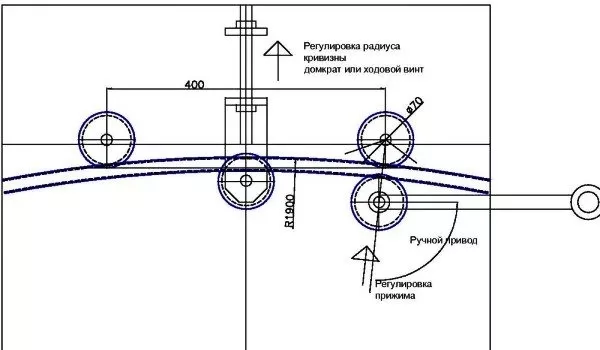 Схема простого трубогиба с размерами в мм
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
 Прижим профиля производится домкратом
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
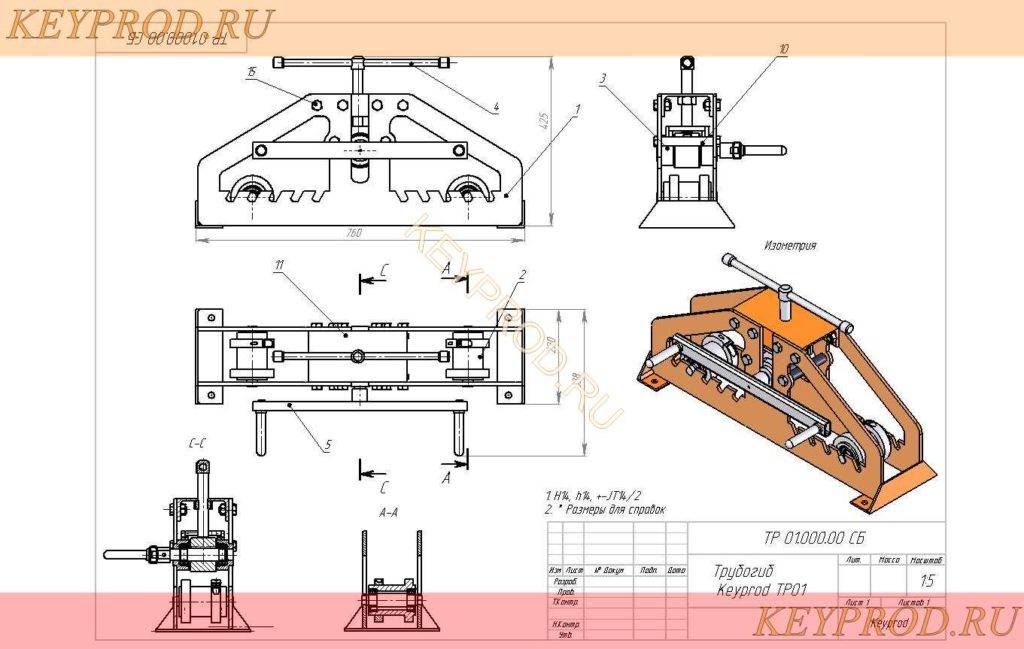
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
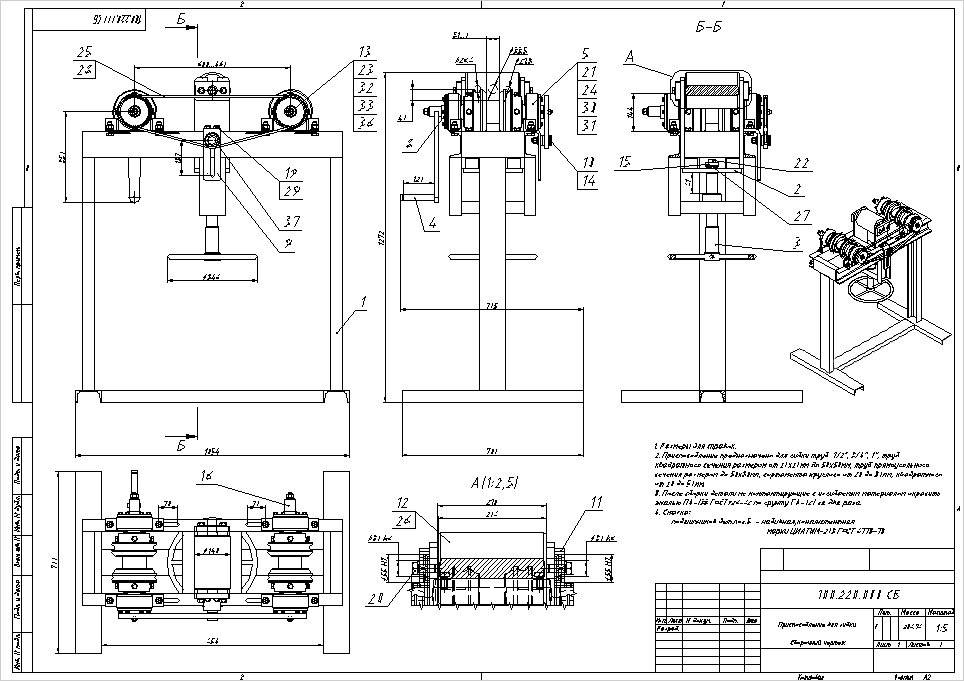
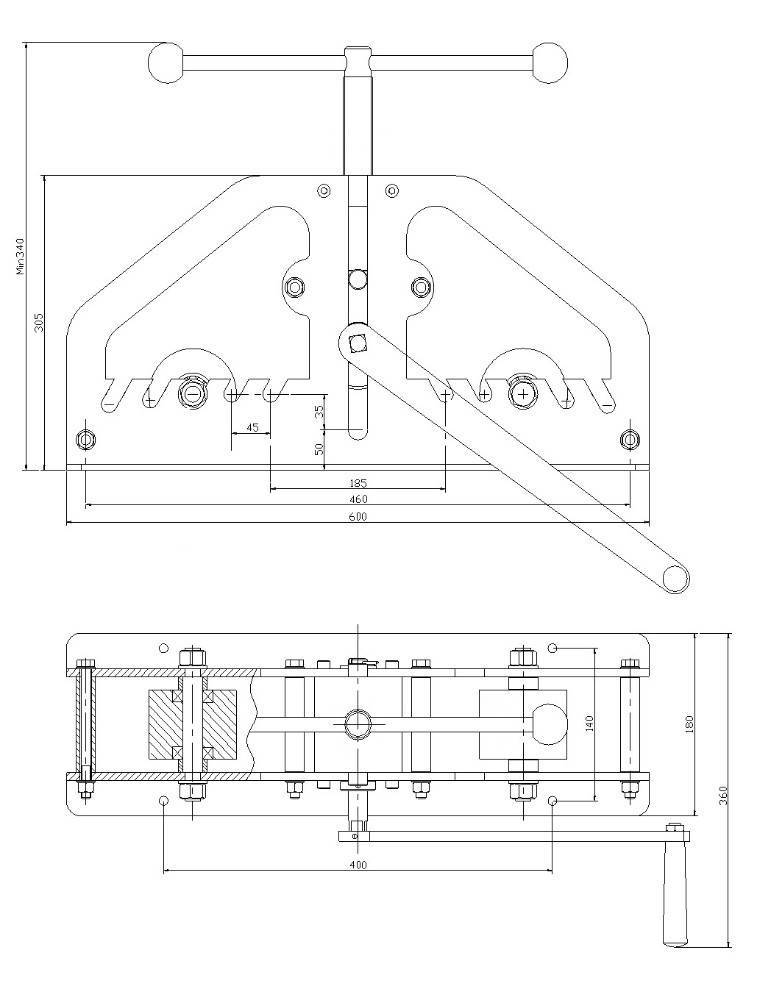
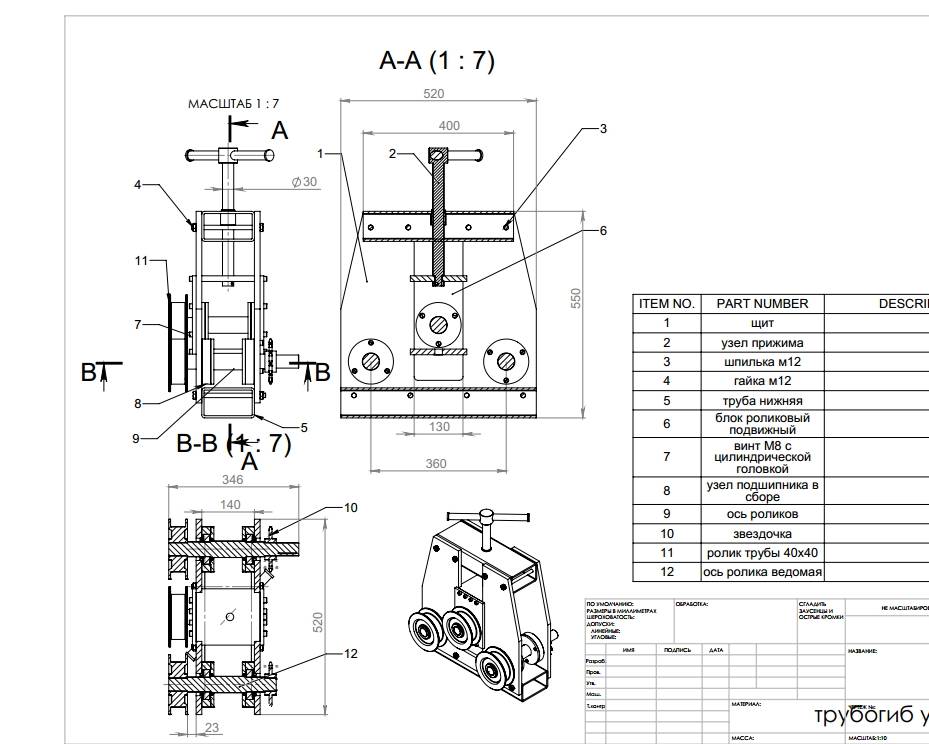
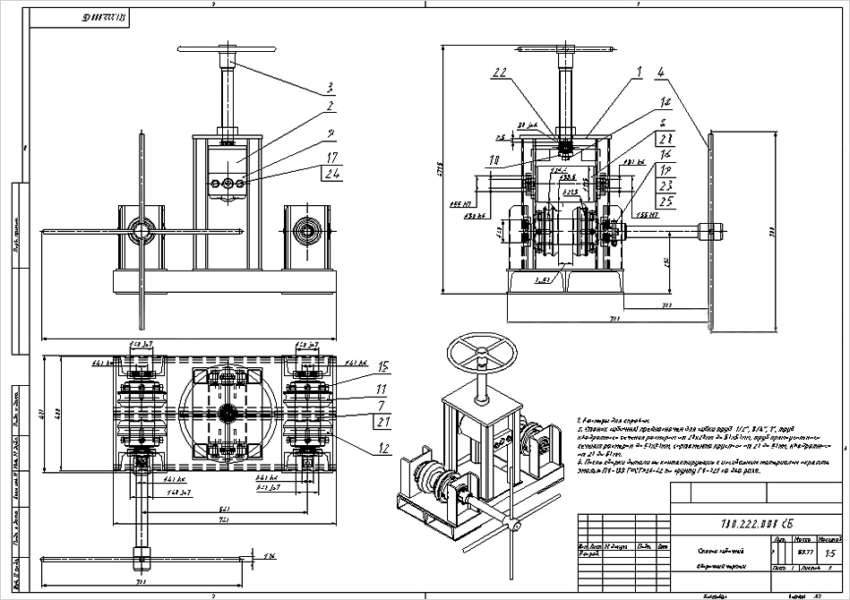
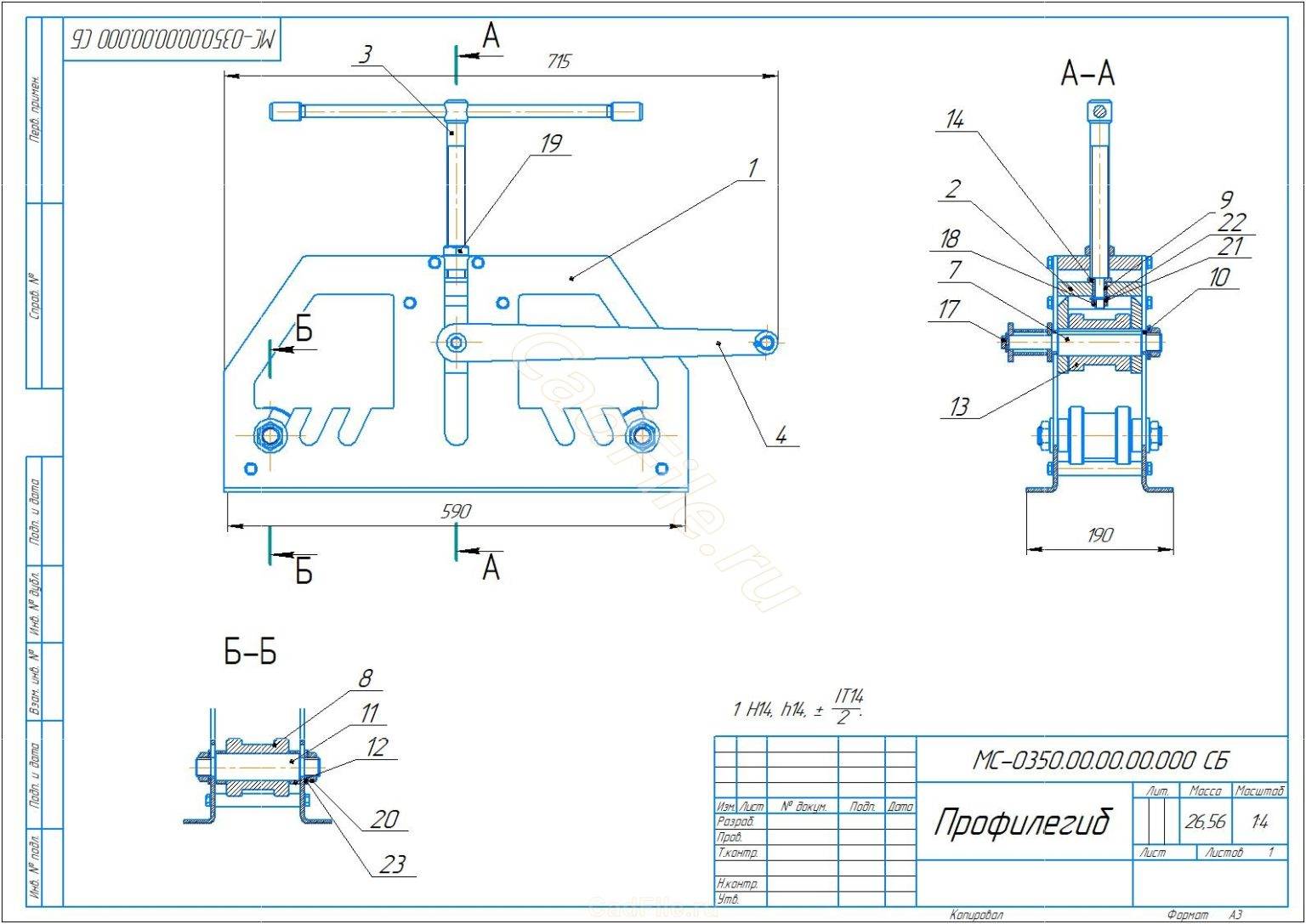
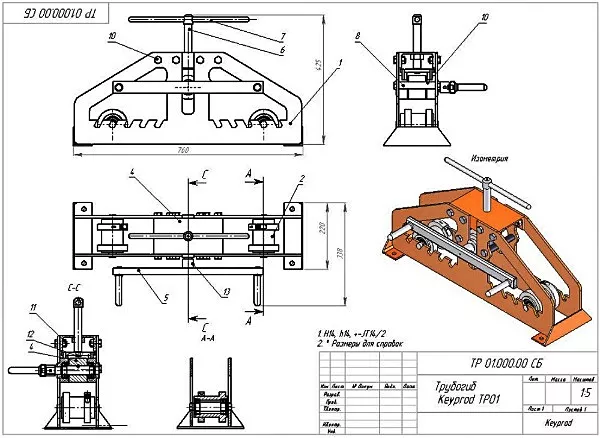 Чертежи устройства для изгибания
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
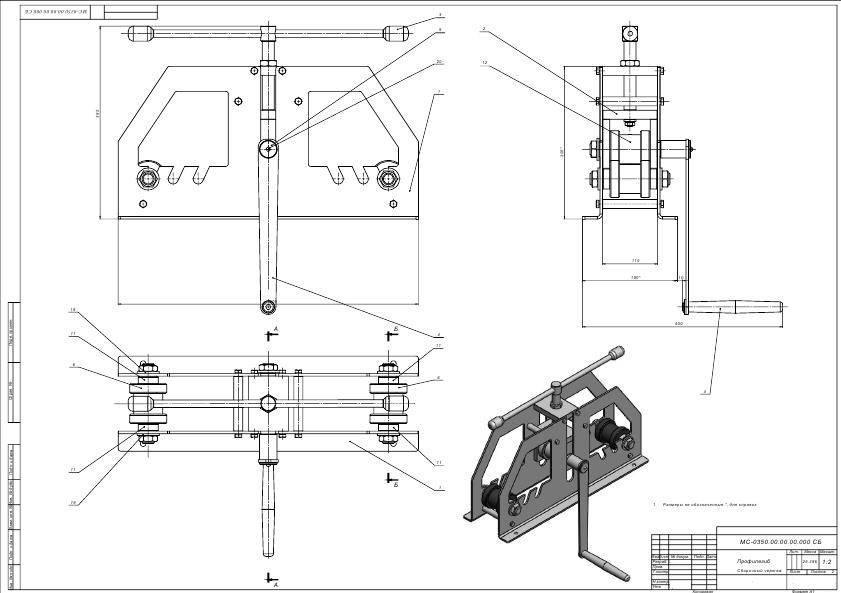
 Готовый трубогиб
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Роликовый трубогиб на автомобильных ступицах
Ограничение самодельных роликовых трубогибов – сложность производства сменных профилированных роликов. Обойти эту сложность можно, если в качестве секторов использовать автомобильные ступицы
Габариты приспособления увеличатся, но взамен возрастут его надёжность и устойчивость, что важно при сгибании длинных и толстостенных труб. Для изготовления потребуются:
- Три автомобильных ступицы: две – подвижных, расположенных консольно, и одна – неподвижная, которая размещается продольно к оси устройства.
- Две коротких оси, которые собираются на жёстком сварном кронштейне.
- Поворотный механизм кулачкового или эксцентрикового типов, при помощи которого можно изменять расстояние между ступицами.
- Осевая продольная направляющая, в качестве которой можно взять по размерам холоднокатаный швеллер.
- Плоские ограничители хода.
- Внутренний направляющий швеллер с отверстиями под болтовое крепление ограничителей.
- Поворотная ручка.
Такая конструкция оправдает себя при изготовлении пространственных трубчатых элементов сложной формы. Наличие двух ступиц, диски которых разнесены по противоположным частям основания, позволяет прикладывать усилие локально, только к той части трубы, которая в данный момент изгибается. Это искупает такие недостатки конструкции, как сложность монтажа и наладки, а также увеличенные габаритные размеры.
Для профильной трубы
 Профильная труба часто применяется для сборки каркасов теплиц, беседок, ворот и калиток, навесов и много другого.
Профильная труба часто применяется для сборки каркасов теплиц, беседок, ворот и калиток, навесов и много другого.
Поэтому и у владельца гаража или дачного участка рано или поздно встаёт вопрос, как согнуть профтрубу в домашних условиях.
На помощь придёт трубогиб.
Однако готовые решения стоят больших денег. Поэтому лучший вариант – сделать его своими руками.
Для изготовления такого приспособления потребуются следующие инструменты:
- Углошлифовальная машина, в просторечии – болгарка;
- Дрель с набором свёрл по металлу;
- Сварочный аппарат, лучше всего – бытовой электродный инвертор;
- Набор ключей или головок.
Прежде, чем приступать к работе, нужно оформить чертёж будущей гибочной машины, чтобы все детали соотносились друг с другом.
Основными элементами домашнего трубогиба являются:
- Рама, сваренная из стального швеллера или двутавра толщиной не менее 4мм;
- Валы роликов;
- Сами ролики;
- Звёздочки для подключения цепной передачи;
- Цепь для привода со старого велосипеда или газораспределительного механизма;
- Винт, опускающий прижимной ролик;
- Рукоятки вращения прижимного винта и валов – пустотелая стальная трубка или цельный прут;
- Различная фурнитура: гайки, болты, шайбы, гровера, шплинты.
Сразу стоит оговориться, что если у вас в арсенале отсутствуют ролики и валы, изготовить их самостоятельно без токарного станка не представляется возможным. В крайнем случае, можно обрезать существующие металлические стержни до нужных размеров и отшлифовать. В качестве роликов можно использовать бочонки с внутренним отверстием.
С центральным роликом
 Последовательность действий при сборке самодельного трубогиба с центральным прижимным роликом будет следующей:
Последовательность действий при сборке самодельного трубогиба с центральным прижимным роликом будет следующей:
- С помощью болгарки раскроите швеллер или двутавр на части нужного размера. Прихватите их точечно, а затем, когда рама будет готова, проварите по всей длине. После из эстетических соображений можно зашлифовать швы заточным кругом.
- Предусмотрите либо ножки из обрезков того же швеллера, либо крепёжные отверстия под болты, которые позволят прихватывать станок к верстаку.
- Просверлите отверстия под валы. Также с помощью дрели и болгарки сделайте прорези в вертикальной части рамы. В них будет ходить вверх и вниз вал прижимного ролика. Вставьте валы с надетыми роликами в проделанные отверстия и зафиксируйте их шплинтами.
- Резьбовое соединение штока прижимного ролика и глухой рамы делается либо с помощью токарного станка, либо с помощью метчика. Помните, что резьбу большого диаметра нарезать очень сложно. Обязательно используйте отработку или иную дешёвую смазку при нарезке резьбы.
- Внешнюю часть валов аккуратно сточите с двух сторон, чтобы на них можно было надеть звёздочки. Цепь надевайте с лёгким провисом, если сделать охват слишком тугим, на преодоление сопротивления будет тратиться дополнительная сила.
- Присоедините к одному из валов рычаг – для фиксации используйте тот же замок, что и для звёздочек. Если есть желание укрепить рычаг на валу – просверлите отверстие и нарежьте внутреннюю резьбу. После вкручивания туда болта рычаг зафиксируется, а выкрутив болт, рычаг всегда можно будет снять для транспортировки. Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.
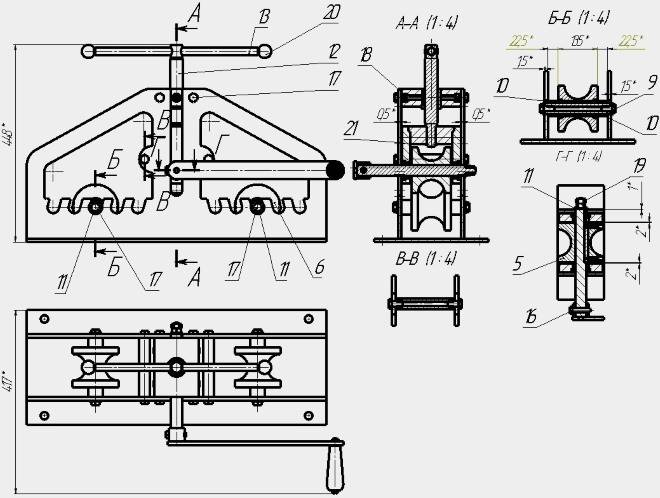
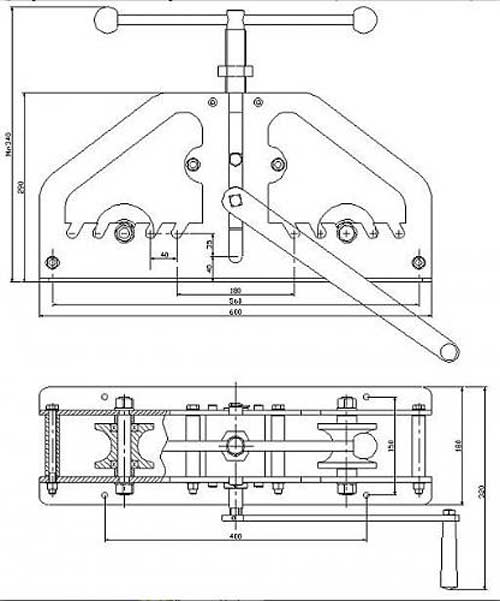
Чертежи и размеры самодельной конструкции: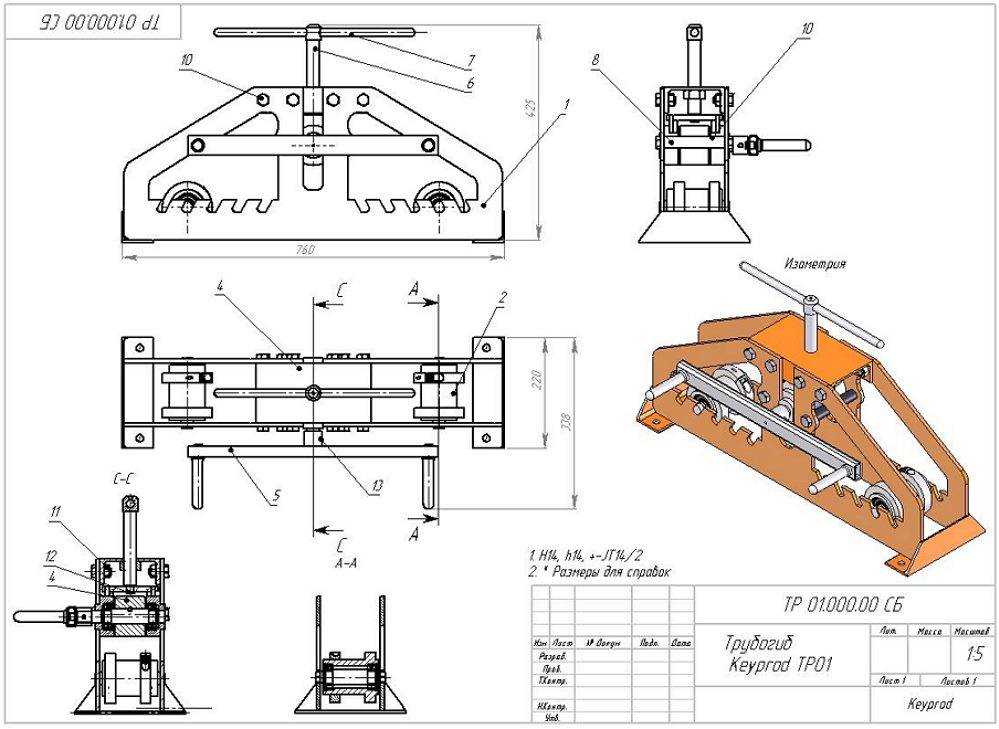
С переломной рамой
Не менее популярным при изготовлении своими руками является схема трубогиба с переломной рамой. Конструктивно он отличается тем, что все ролики в нём неподвижны, то есть только вращаются, но двигаются вверх-вниз.
Давление на трубу происходит путём приподнимания части рамы, где смонтирован один из крайних роликов. Процесс сборки похож на предыдущий, но имеет свои нюансы:
- Раму для переломного трубогиба сделайте не цельной, а состоящей из двух частей. Две части можно соединить шпилькой с двумя гайками.
- Подъём концевого ролика очень удобно осуществлять с помощью винтового подъёмного устройства или домкрата.
- Для вращения звёздочек некоторые умельцы приспосабливают электродвигатель переменного тока или даже бензиновый, снятый с мотоблока или топливного генератора.
Но чаще всего такие агрегаты всё же используют мускульную силу пользователя. В этом случае они не требуют практически никаких ресурсов. В этом их ценность: такое устройство очень просто сложить в багажник автомобиля и привезти на стройку, где ещё нет электричества.
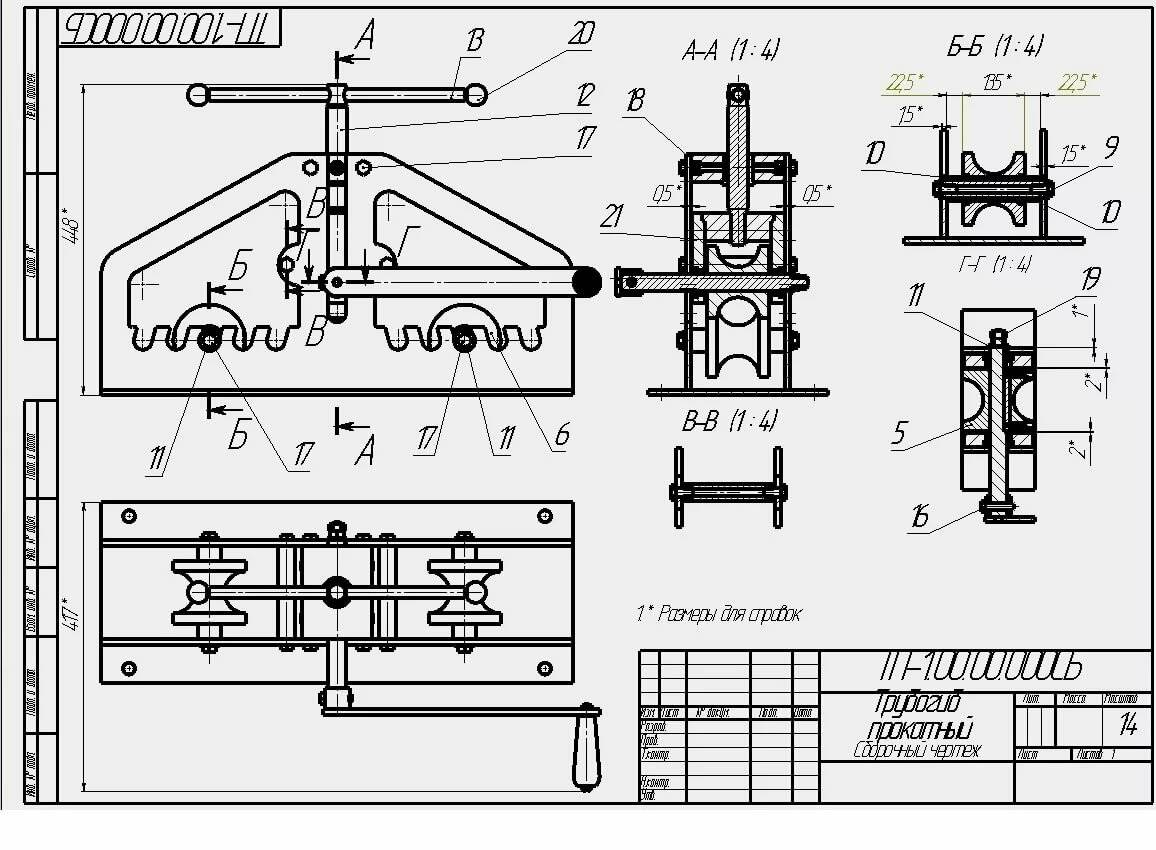
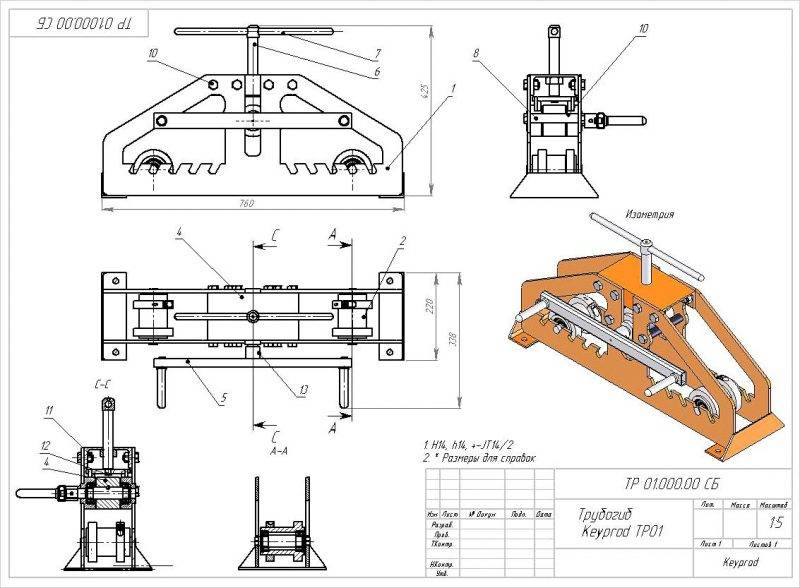

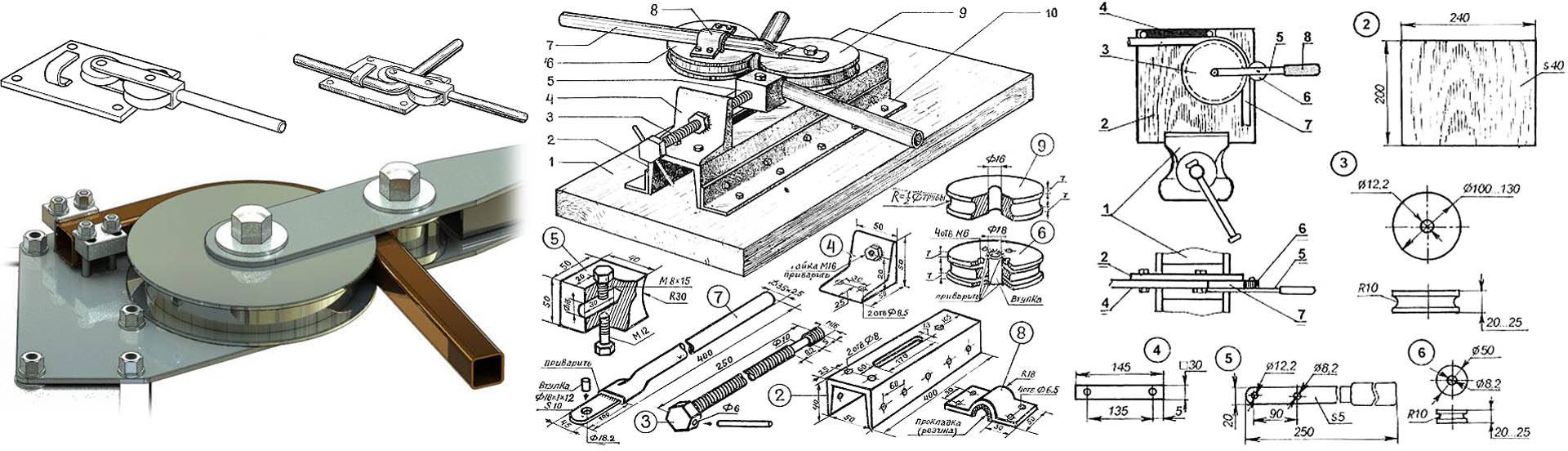
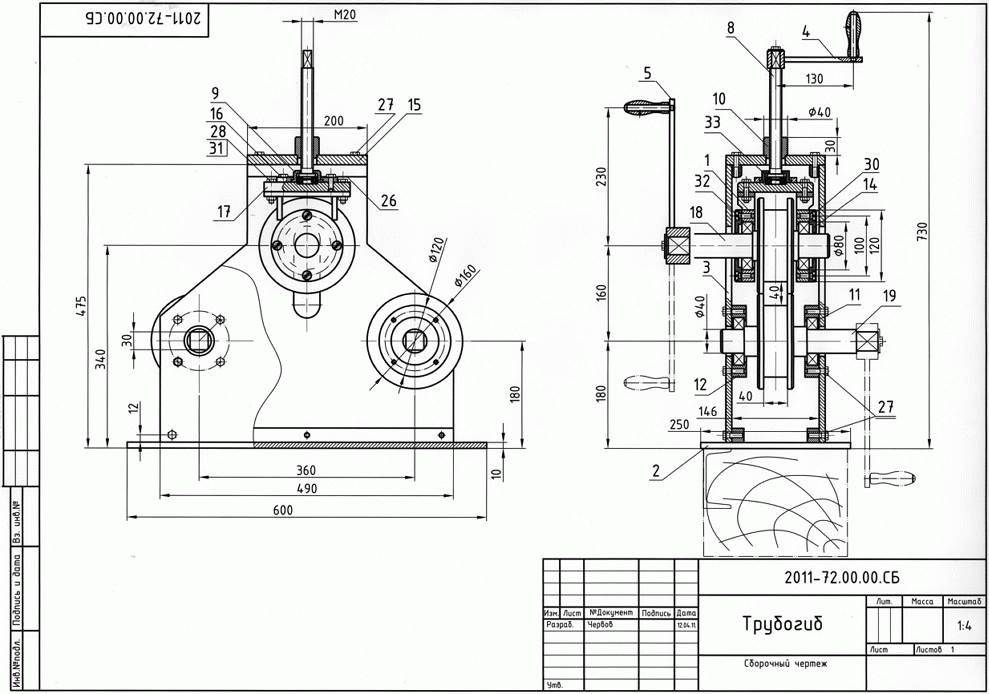
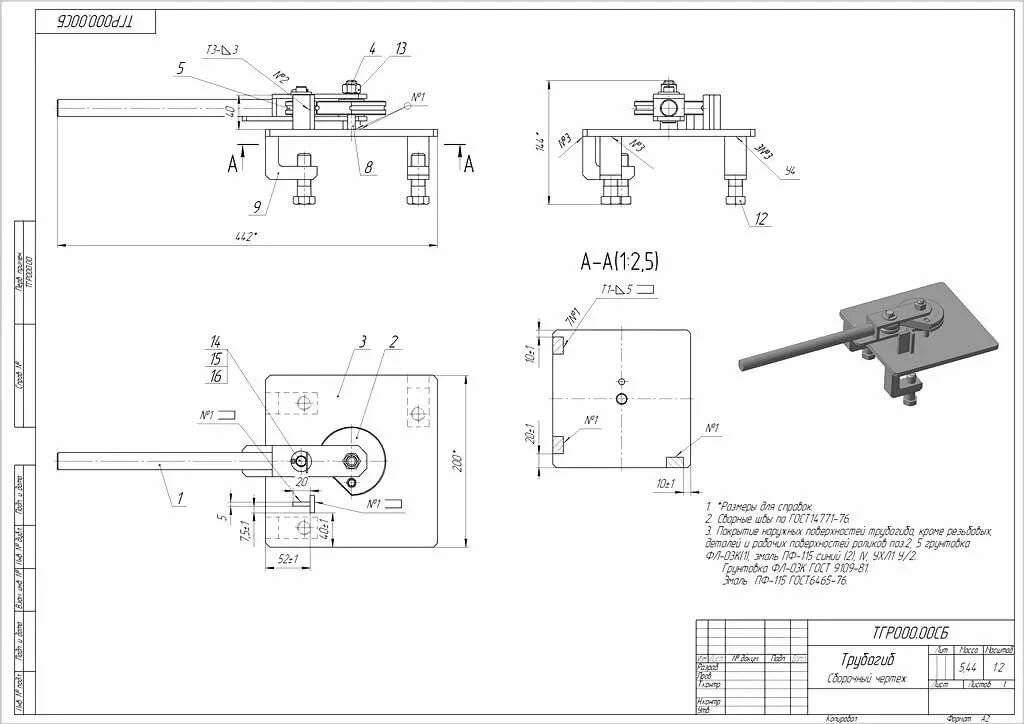
Ниже приведены чертеж и размеры самодельного трубогиба:
Еще пример:
Сгибание труб без трубогиба
Для осуществления прогибания по площади круглой трубы, понадобятся железные ролики с ложбинами под монтаж колечек из каучука. Обладая комплектом упомянутых выше роликов выйдет обслужить трубы разного ассортимента.


Метод нагревания состоит в том, что требуемая для отделки делянка нагревается паяльной лампой до t: 350 – 400 градусов. В итоге повышается пластичность, что даёт возможность уменьшить верхний, возможный порог усилий. Сила искривления уменьшается и это позволяет собственноручно согнуть утолщённую или проф трубу.

Качество плоскости для трубы из стали снизится. Потому после обрабатывания нужно задействовать шлифовку или пескоструйную процедуру.

Трубу, сделанную из меди или алюминия большого сечения, гнут таким методом. До этого прогревается участок изгиба. В трубу засыпается песок, а потом вода. По завершению прогрева труба загибается по шаблону планируемой кривизны.

На внутренней делянке обрабатываемой трубы делаются надрезы, нужной ширины, после того труба загибается, здесь краям надрезов полагается сомкнуться. За счёт электрической сварки швы на трубе завариваются. По данной методике возможно изгибать трубы разнообразных размеров и в нужную сторону.

Любой агрегат для гибки труб оказывается нетрудным устройством, его действие основывается на базовых законах механики. Когда необходимость в сгибании стальных, нержавеющих и остальных типов труб появляется нечасто, тогда получится обойтись и ручным механизмом. Самостоятельно изготовить трубогиб не представляется сложным делом. Применив нужные материалы, инструмент, необходимые чертежи и желание, у вас получится его сделать. На работу уйдёт немного времени, но вы получите удобный механизм, который вам пригодится.