Плюсы и минусы
Основными достоинствами печей мартеновского типа являются:
- Хорошее качество продукции.
- Возможность осуществлять контроль качества выплавляемого металла в процессе работы установки.
- Простота управления и обслуживания.
- Низкие требования к качеству исходного сырья.
- Способность переплавлять металлолом.
- Возможность применения присадок и добавок, улучшающих качество стали.
Но отрицательных моментов у мартеновских печей больше, они следующие:
- Низкая экономичность,
- Высокое количество отходов металла,
- Сложность и дороговизна ремонтных работ,
- Невозможность получить сталь высокого качества,
- Долгое время плавки металла,
- Большой расход футеровочных материалов при строительстве и ремонте,
- Недопустимо высокое количество вредных веществ, выбрасываемых в атмосферу,
- Вредные и опасные условия труда у рабочих,
- Малая производительность труда.
История
Регенератор
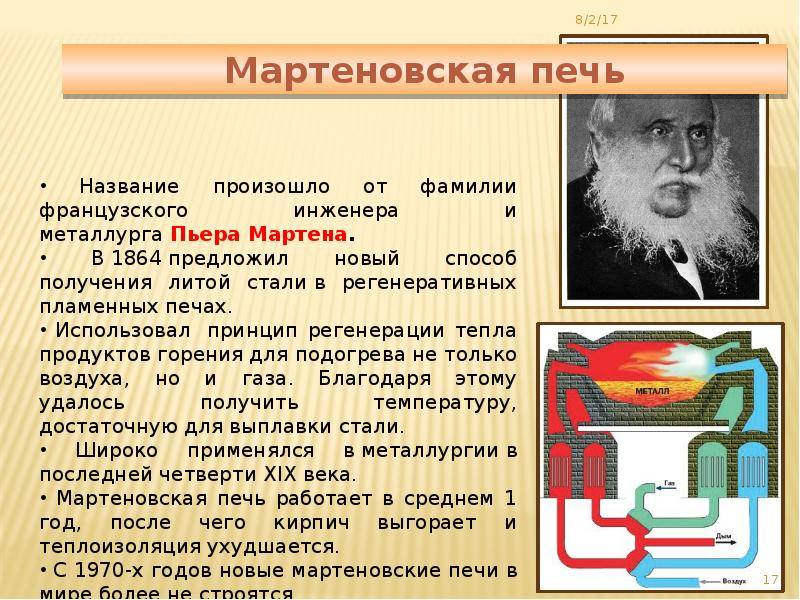
Пьер Мартен предложил новый способ получения литой стали в регенеративных пламенных печах. Использовав разработанный в 1856 году немецким инженером К. В. Сименсом принцип регенерации тепла продуктов горения, Мартен применил его для подогрева не только воздуха, но и газа. Благодаря этому удалось получить температуру, достаточную для выплавки стали. Первая плавка была осуществлена Мартеном на одном из французских заводов 8 апреля 1864 года. Мартеновский способ стал широко применяться в металлургии в последней четверти XIX века, а в начале XX века в мартеновских печах выплавляли половину общего мирового производства стали.
Распространению мартеновского способа выплавки стали в Европе способствовал высокий спрос на рельсы и возможность добавления в шихту мартеновских печей до 30 % стального и железного лома (в том числе изношенных рельсов). Проблема повышенного содержания фосфора в европейских рельсах первоначальной укладки решалась добавлением в печь ферромарганца. Таким образом, мартеновская и бессемеровская сталь в 1860-х годах практически заменили тигельную в производстве колёсных бандажей, рессор, осей и рельсов.
В России первая мартеновская печь была построена С. И. Мальцевым в 1866—1867 годах на Ивано-Сергиевском железоделательном заводе Мальцевского фабрично-заводского округа. 16 марта 1870 года были осуществлены первые плавки 2,5-тонной печи на Сормовском заводе. Основатель завода — греческий купец, принявший российское подданство, Дмитрий Егорович Бенардаки привёз в 1870 году молодого инженера Александра Износкова, который построил печь. В 1998 году мартеновские печи на Сормовском заводе перестали действовать. В июне 2005 года было заключено охранное обязательство на здание цеха, где была установлена первая российская мартеновская печь, между заводом и министерством культуры Нижегородской области. В мае 2012 года был произведён демонтаж здания прокатного цеха в нарушение требований федерального закона «Об объектах культурного наследия (памятниках истории и культуры) народов РФ».
В 1879 году Джон Юз запустил первую мартеновскую печь на Юзовском заводе.
Музей Обуховского завода. 1938 год. Слиток отлит из основной мартеновской стали
Начиная со второй половины XX века доля мартеновской стали в общем объёме производства снижается во всех основных странах-производителях. При этом происходит замещение сталью, выплавляемой в кислородных конвертерах и электропечах. Так, например, в период с 1960 по 2005 годы в СССР (России) доля мартеновской стали в общем объёме производства снизилась с 85 до 25 %; в США — с 87 до нуля %; на Украине — с 53 до 45 %; в Китае — с 25 до нуля %; в Германии — с 47 до нуля %; в Японии — с 68 до нуля %. Начиная с 1970-х годов новые мартеновские печи в мире более не строятся. Мартеновский процесс практически вытеснен гораздо более эффективным (около 63 % мирового производства), а также электроплавкой (более 30 %). По результатам 2008 года на мартеновский способ производства приходится не более 2,2 % мировой выплавки стали. Наибольший удельный вес выплавки стали мартеновским способом в мире по результатам 2008 года наблюдался на Украине.
В 2018 году была закрыта последняя крупная мартеновская печь в России. После этого данный способ производства стали сохранился только на Украине.
C 1999 года в мартеновском производстве началось использование бескислородного дутья малой интенсивности. Технология «скрытой» донной продувки основывалась на подаче нейтрального газа через дутьевые элементы, установленные в кладке подины, и применении для её набивки специальных огнеупорных порошков. За 6 лет на эту технологию были переведены 32 мартеновские печи различной ёмкости — от 110 до 400 т, из них 26 — работающих скрап-процессом. В зависимости от ёмкости печи в подине устанавливались 3—5 дутьевых элемента с расходом 30—100 л/мин на элемент. Эта технология позволила существенно снизить горячие и холодные простои, в том числе на ремонт пода; на 10—20 % сократить длительность плавки; на 12—18 % увеличить производительность печей в фактический час и производство стали в цехе; снизить расходы условного топлива, заправочных материалов и печных огнеупоров; в 1,3—2 раза увеличилась стойкость свода и длительность кампании в межремонтный период[источник не указан 698 дней].
история ???? Культура и общество ???? Другое
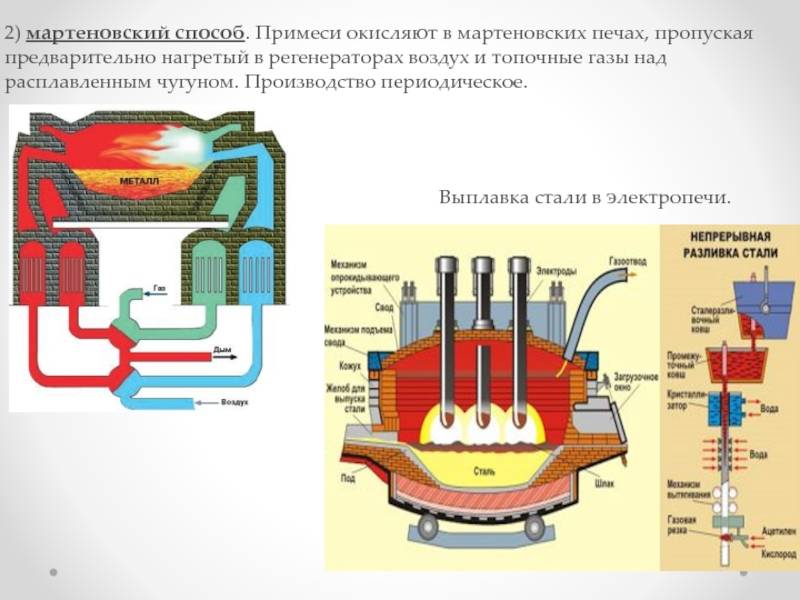
Ключом технологии передела чугуна в сталь является снижение концентрации углерода и примесей. Для достижения этой цели применяется способ их селективного окисления и вывод в шлаки и газы в ходе выплавки. Выплавка стали происходит в следующие этапы: расплавление смеси для плавки, состоящей из лома, угля, флюсов (шихты), и разогрев ванны жидкого металла. Основная цель – удаление фосфора. Этап проходит при относительно невысокой температуре. Следующий этап – кипение металлической ванны. Проходит при более высоких температурах около 2000 градусов. Цель – выведение излишков углерода. И, наконец, раскисление стали, восстановление оксида железа.Продолжительность всего процесса плавки составляет 3 – 6 часов, для топлива применяются природный газ или мазут.
Существовавшие в конце XIX века конвертерные процессы производства литой стали не позволяли получать сталь в больших объемах и обеспечивать заданные характеристики. Накопившиеся к тому времени в промышленности огромные запасы дешёвого железного лома толкали металлургов на поиск более производительной и дешевой технологии передела железного лома, а также чугуна в сталь.




Эту задачу с успехом решил потомственный инженер-металлург Пьер Мартен, получивший в 1864 г. на заводе во французском Сирейле литую сталь в пламенной печи. Идея состояла в получении жидкой стали путём плавления лома и чугуна на поду отражательной печи. Успеху содействовало применение изобретения братьев Вильямса и Фридриха Сименсов о рекуперации тепла выходящих газов. Способ рекуперации тепла заключался в том, что тепло продуктов горения, проходящих через регенераторы, аккумулировалось в насадках и вместе с вентиляторным воздухом возвращалось в рабочую зону печи. Рекуперация тепла продуктов горения позволила повысить температуру в печи до значений, необходимых для выплавки жидкой стали.
Мартеновский процесс был в кратчайшие сроки внедрен в промышленность всеми индустриально развитыми странами того времени. Мартеновский способ занял лидирующие позиции благодаря технологической гибкости, масштабируемости, управляемости и возможности получения всех известных тогда марок стали. С разработкой технологии переработки высокофосфористых чугунов его значение еще более возросло.
Конечно, первые мартеновские печи имели несовершенную конструкцию. Своды были непрочными. Подины печей имели очень малый срок службы. Длина рабочего пространства была недостаточной, ванные – слишком глубокими. Со временем своды стали делать более прямыми, что повысило износостойкость печей.
Что такое конвекционная печь
Конвекционная печь – универсальное устройство, сочетающее в себе свойства пароварки и шкафа для жарки. Эта печь нашла обширную область своего непосредственного использования в современной кулинарии. Помимо бытового модельного ряда имеют место и промышленные аналоги, ширина, высота и длинна которых предоставляют возможность размещения объектов повышенных габаритов.
 Рис. 7 – Разновидность конвекционной печи.
Рис. 7 – Разновидность конвекционной печи.
«Львиная» доля печей данного вида проектируется с целью непосредственного использования на кухне для приготовления выпечки и горячих блюд. В большинство моделей укомплектованы функции электрического гриля, принцип действия которых основан на использовании мощного нагревательного тэна. Данные нагревательные элементы располагаются в нижней и верхней части камеры.
Конвекционная печь обладает возможностью регулировки пароувлажнения, что дает возможность ее использования в качестве пароварки. Столь обширный спектр использования конвекционной печи в совокупности с внушительным внутренним объемом стал причиной тому, что оборудование данного типа встречается практически в любом современном ресторане.
Принцип работы мартеновской печи
Принцип работы мартеновской печи основан на любопытном свойстве сплавов, называемых эвтектическими или просто эвтектиками.
Иногда эвтектики называют твердыми растворами, но это неверно. В растворе вещества смешиваются на молекулярном или субмолекулярном (кластерном) уровне, а микроструктура эвтектик хорошо видна под обычным оптическим микроскопом.
Эвтектики широко используются в промышленности и в быту: латунь, бронза, свинцово-оловянные припои это эвтектические сплавы 2-х и более металлов.
Чугун и простая конструкционная сталь представляют собой эвтектики железа и углерода, а легированная сталь – сложную эвтектику их же с легирующими присадками.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
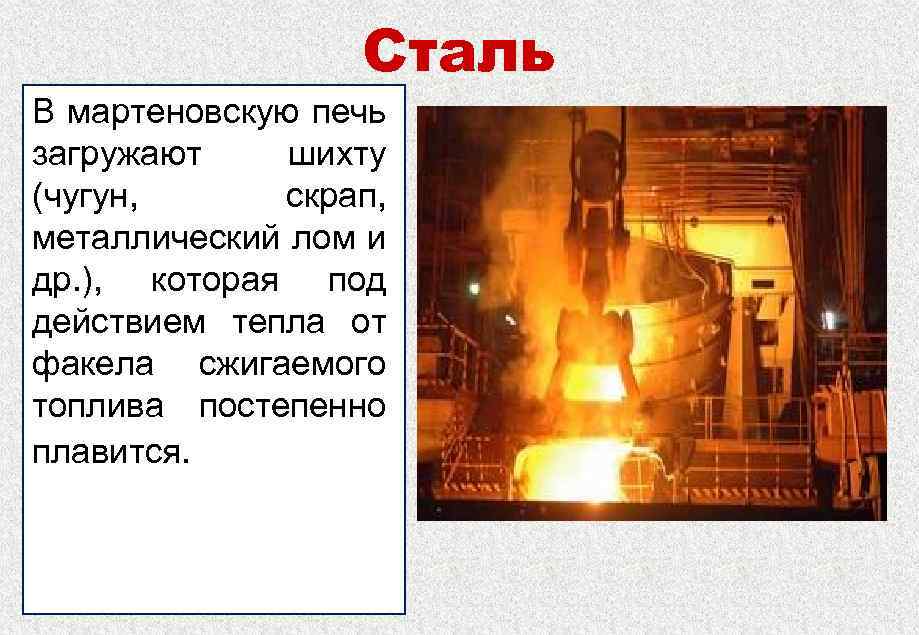
- скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25-45 % чушкового передельного чугуна, процесс применяют на заводах, где нет доменных печей, но много металлолома;
- скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55-75 %), скрапа и железной руды, процесс применяют на металлургических заводах, имеющих доменные печи.
Мартеновские печи бывают двух типов — стационарные и качающиеся.

Большинство печей стационарные.
Качающиеся обычно применяются для переработки фосфористых чугунов, так как при этом требуется несколько раз«скачивать» богатый фосфором шлак, что легче осуществлять на качающихся печах. Они могут отапливаться жидким (мазутом) или газообразным (природный, смешанный, генераторный газ) топливом.



Смешанный газ(коксовый и доменный) и генераторный газ, обладающие недостаточной теплотой сгорания, перед поступлением в рабочее пространство подогреваются в регенераторах примерно до 1150 градусов.
Природный газ и мазут используются без подогрева.
Кислород, служащий для интенсификации горения топлива, вводится через фурмы, помещенные в головках печи, а подаваемый для продувки ванны — через фурмы, опускаемые в отверстия в своде.
Некоторое количество топлива может поступать вместе с кислородом в рабочее пространство печи с помощью топливо-кислородных горелок, также опускаемых через свод.

Печи, отапливаемые низкокалорийными видами газообразного топлива, имеют две пары шлаковиков и две пары регенераторов (для подогрева газа и подогрева воздуха), располагаемых попарно соответственно под каждой головкой печи; отапливаемые мазутом или природным газом имеют под каждой головкой по одному шлаковику и одному регенератору — только для подогрева воздуха.
Несмотря на наличие регенераторов, отходящие газы перед дымовой трубой имеют температуру 400-800 градусов.
Для утилизации этого тепла за печью устанавливают котлы-утилизаторы. Печи оборудованы контрольно-измерительной аппаратурой, позволяющей не только контролировать их работу, но и автоматически поддерживать заданный тепловой режим в различные периоды плавки.
Российские заводы, использовавшие мартеновские печи
16 марта 1870 году на Сормовском заводе была запущена первая в Российской империи мартеновская печь. Она была предназначена для переработки передельного чугуна и лома в сталь нужного химического состава и качества. Основатель завода — греческий купец, принявший российское подданство, Дмитрий Егорович Бенардаки привёз в 1870 году молодого инженера Александра Износкова, который и построил первую в России мартеновскую печь весом в 2,5 тонны.
В 1998 году мартеновские печи на Сормовском заводе перестали действовать. В июне 2005 года было заключено охранное обязательство на здание цеха, где была установлена первая российская мартеновская печь, между ОАО «Завод „Красное Сормово“» и министерством культуры Нижегородской области, в котором собственник обязался обеспечить сохранность объекта, а также неизменность его облика и интерьера. В мае 2012 года был произведён демонтаж здания прокатного цеха в нарушение требований федерального закона «Об объектах культурного наследия (памятниках истории и культуры) народов РФ». Отдел полиции № 8 Управления МВД России по городу Нижнему Новгороду устанавливает лиц, ответственных за уничтожение объекта культурного наследия.
Информация на август 2009 г.[источник не указан 3229 дней]
- Бежицкий сталелитейный завод
- Волгоградский металлургический комбинат «Красный Октябрь»
- Выксунский металлургический завод — последнюю мартеновскую печь закрыли в первом полугодии 2018 г.
- Гурьевский металлургический завод — две печи действуют по сей день
- Златоустовский металлургический завод — мартеновский цех выведен из эксплуатации
- Ижевский металлургический завод (ОАО «Ижсталь») — мартеновское производство остановлено в 2009 году
- Кулебакский металлургический завод — остановлена 20 декабря 2011 года
- Металлургический завод Петросталь (дочернее предприятие ОАО «Кировский завод»)
- ОАО «Уральская Сталь» (бывш. Орско-Халиловский металлургический комбинат) — все печи остановлены в апреле 2013 года
- Нижнетагильский металлургический завод имени В. В. Куйбышева
- Нижнетагильский металлургический комбинат
- Омутнинский металлургический завод (ЗАО «ОМЗ»)
- Северский трубный завод — мартеновское производство остановлено в 2008 году
- Таганрогский металлургический завод — мартеновское производство прекращено в октябре 2013 года
- Челябинский металлургический комбинат
- Челябинский трубопрокатный завод
- Череповецкий металлургический комбинат — остановлен в 2011 году
- Чусовской металлургический завод — остановлен в 2013 году
- Белорецкий металлургический комбинат — 4 мартеновских печи, выведены из работы под руководством группы Мечел.
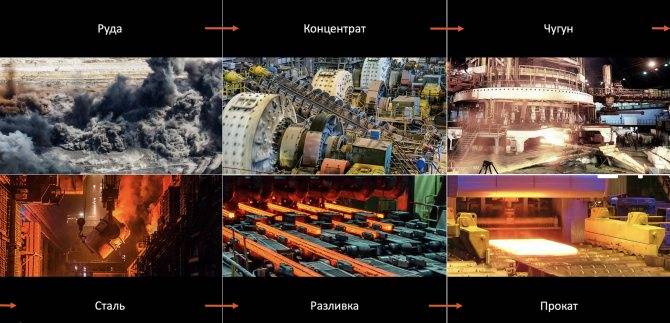
Процесс выплавки
Принцип действия мартеновской печи – окислительная выплавка железосодержащих материалов. Загруженный чугун, флюсы, стальной лом, руда железная, непростыми физико-химическими процессами контактируют с газовым пространством печи, металл освобождается от шлаков.
Первый этап означает, что загружается шихта – холодный материал. Она помещается в мульды (ящики из стали). Мульды захватываются завалочной машиной, сквозь завалочное окно материал поступает в печку. Мульды переворачиваются и высыпают содержимое. После загрузки заслонки над завалочными окнами опускаются, в мартен накачивается предельное количество воздуха, газа. Это позволяет быстро нагреть и расплавить шихту. (См. также: Карта сайта 2)







Далее из миксера – внушительного по размерам хранилища, в который сливают чугун, расплавленный в доменных печах, – ковшами к печам распределяется доменный чугун. Металл подается в жидком виде. Поочередно мостовым краном ковши подымаются, и под наклоном по желобу в печь льется чугун. Выплавка стали – процесс многочасовый, сталевар длинным металлическим приспособлением («ложкой») несколько раз зачерпывает немного металла для отправки в экспресс-лабораторию цеха. Там проводится анализ, предоставляющий сталевару оперативные данные по содержанию в выплавке серы, марганца, углерода, фосфора, кремния. Сталевар добавляет в сплав недостающие ингредиенты, чтобы сталь стала запланированного химического состава.
Последним этапом выплавки идет рафинирование – очищение выплавки от ненужных примесей, раскисление – ликвидация из стали кислорода. Сталевар для этого добавляет раскислители:
- алюминий,
- ферросилиций,
- ферромарганец.
Мартеновские печи эксплуатируются непрерывно, круглосуточно. Их ресурс равняется 400-600 плавкам, затем требуется остановка для капитального ремонта.
Общая информация
Везде строились огромные промышленные комплексы, разрабатывалась сложная сельскохозяйственная и производственная техника, основные усилия многих государств были направлены на увеличение промышленных мощностей и получение большого количества нужных для развития материалов.
Одним из таких материалов была сталь, так как именно она является незаменимым компонентом в очень многих сферах применения.
Ее производство было поставлено основательно и исчислялось огромными цифрами ежегодно.
Хоть многие неискушенные люди и думают, что эта технология была наработкой советских ученых, но ее автором является французский инженер П. Мартен. Разработал он эту технологию в 1865 году.
В специальную печь, нагреваемую продуктами сгорания топлива, закладываются чугун, шихта, металлический лом, различные другие компоненты стали. Все это под воздействием высокой температуры расплавляется до однородного состояния, куда добавляют еще и другие нужные примеси. Следующим шагом после формирования нужной смеси является ее выпускание в ковши и разливание по формам.
Достоинствами подобного способа создания стали выступает возможность переработки любого исходного сырья, многообразные варианты используемого для нагрева печей топлива.
Технология позволяет получать качественную чистую сталь. Типичная печь Мартена имеет вместительность от 10 до 900 тонн жидкого материала, поэтому с использованием этого способа несложно создавать детали довольно внушительного размера.

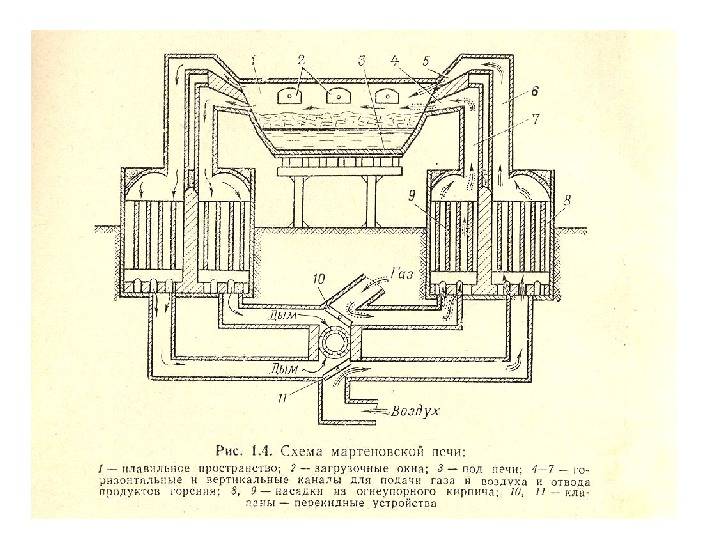
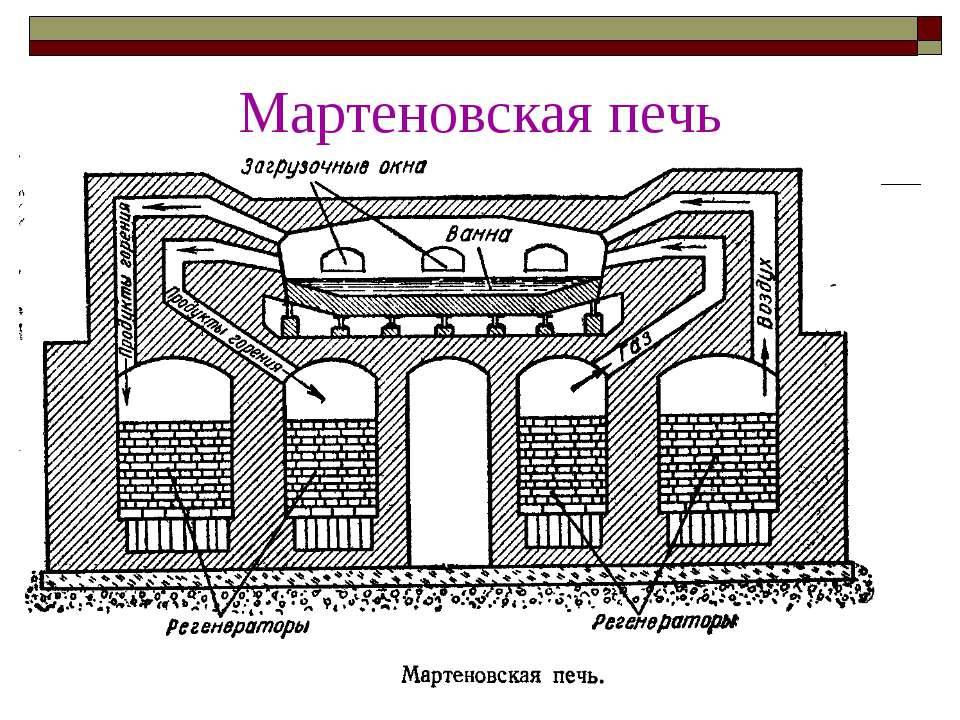
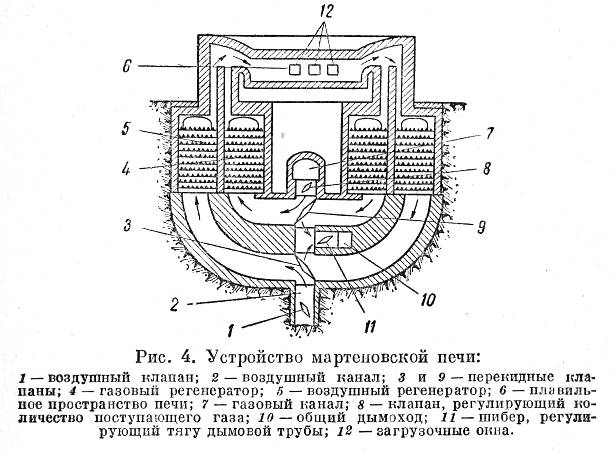
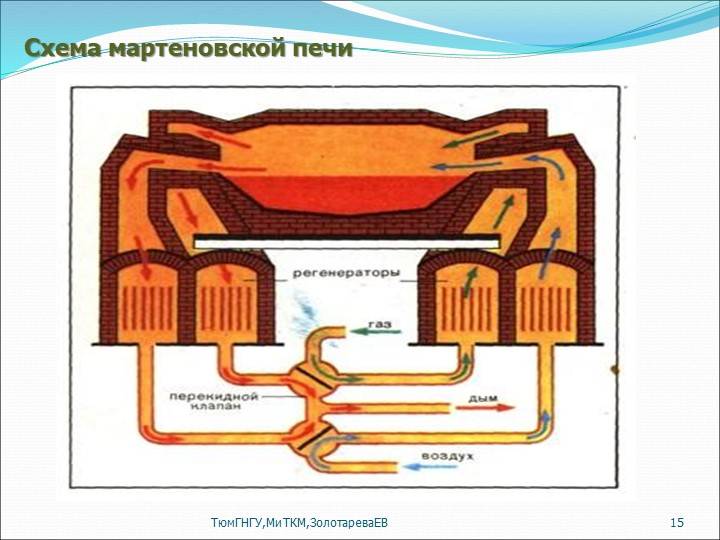
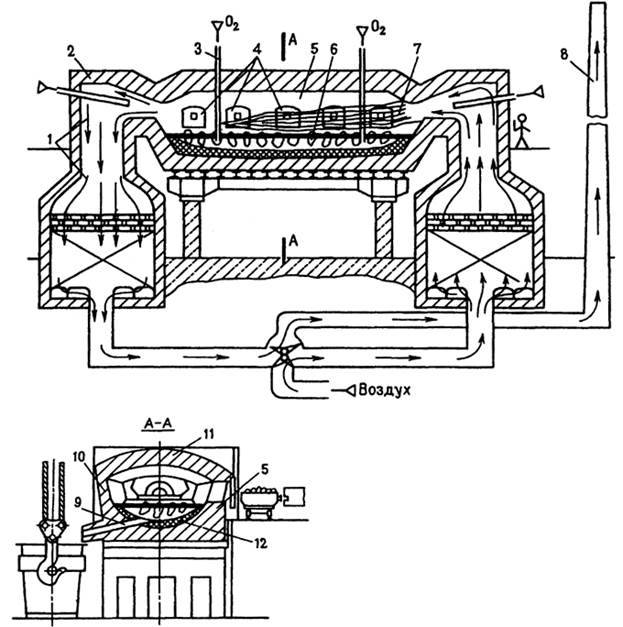
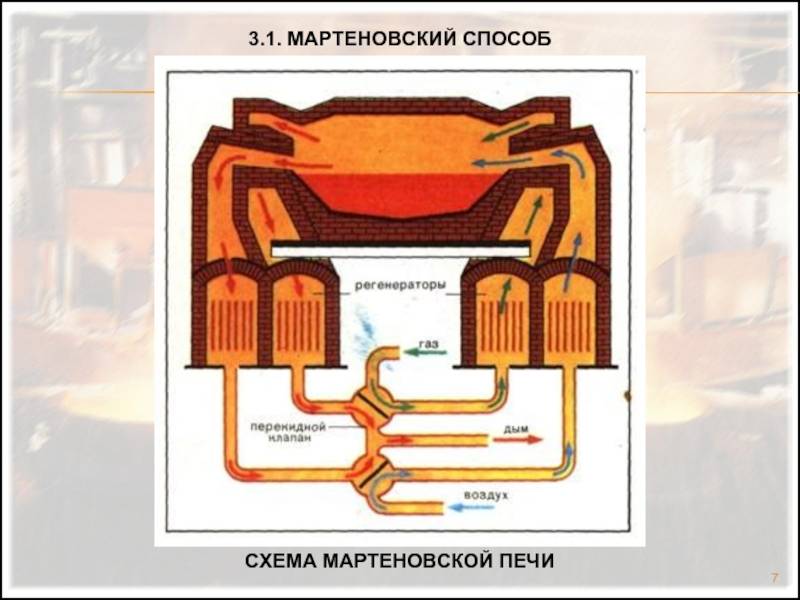
Принцип работы и устройство
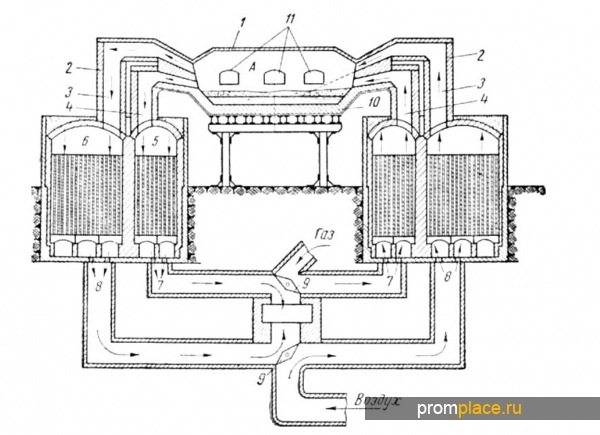
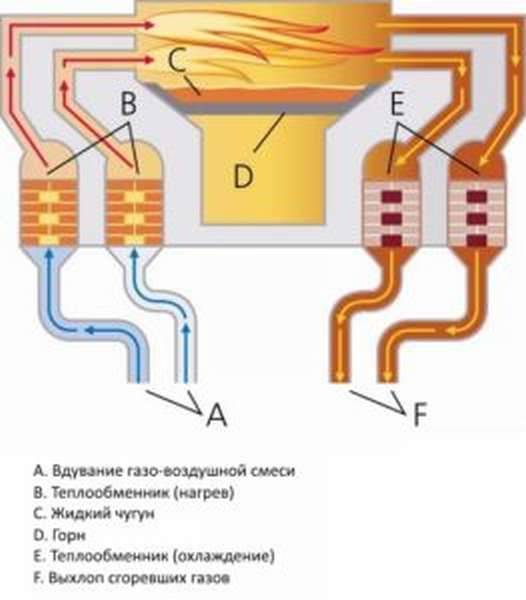
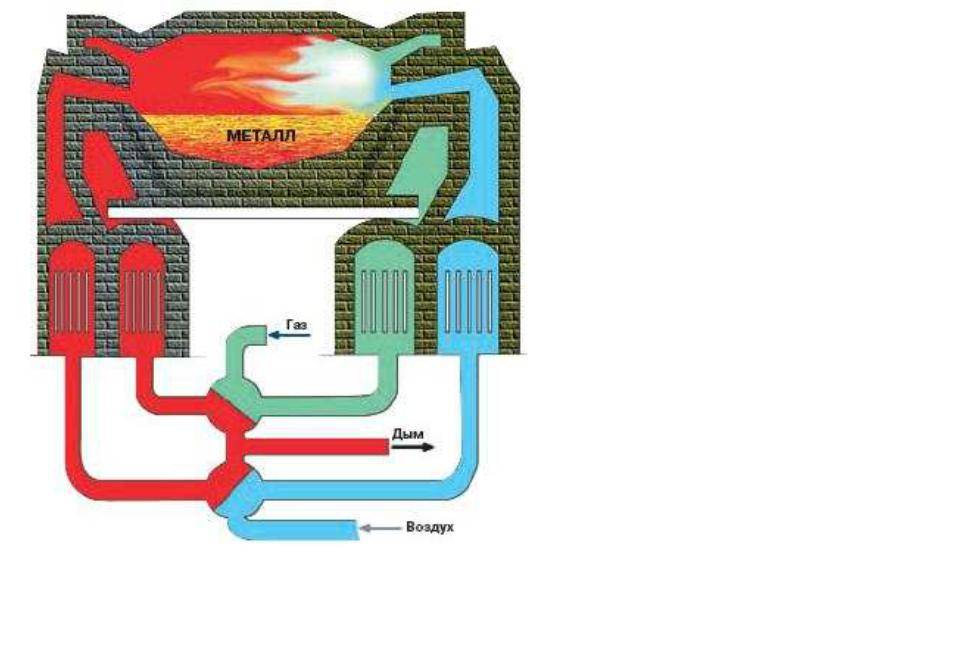
Главное действие процесса — вдувание подогретой топливовоздушной смеси в камеру с низким сводом, который отражает весь тепловой поток к плавильной ванне, на расплав.
Схема работы мартеновской печи проста: в плавильной камере происходит возгорание топлива. Полученные печные газы обеспечивают необходимую температуру для расплавки чугуна и превращения его в сталь с помощью окислительных процессов, которые происходят в плавильне. Окисление происходит за счет добавления в шихту (чугуна и смеси для образования шлака) извести и добавок (для придания материалу определенных свойств: жаропрочность, коррозионная стойкость и др.)








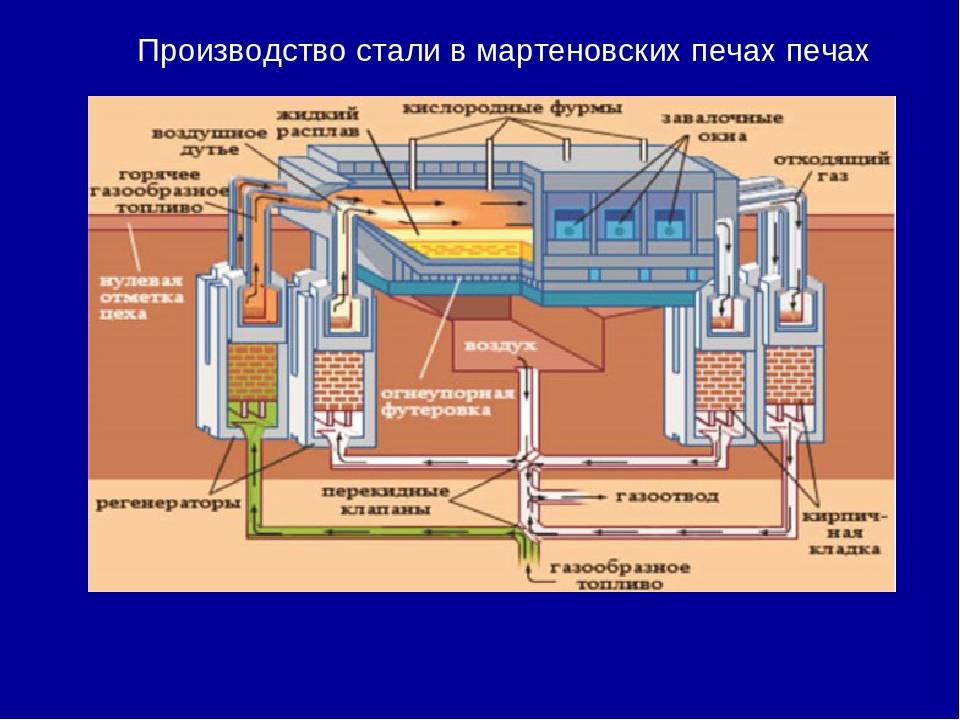
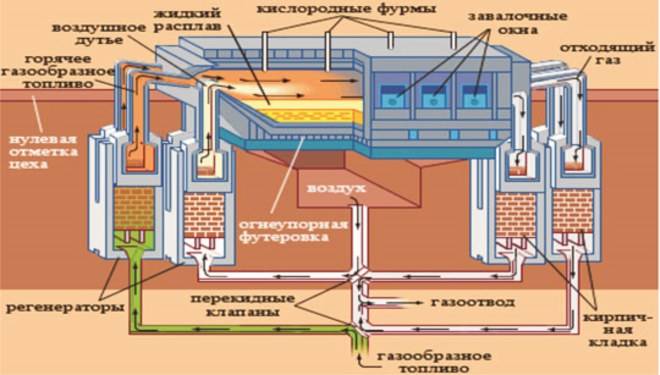
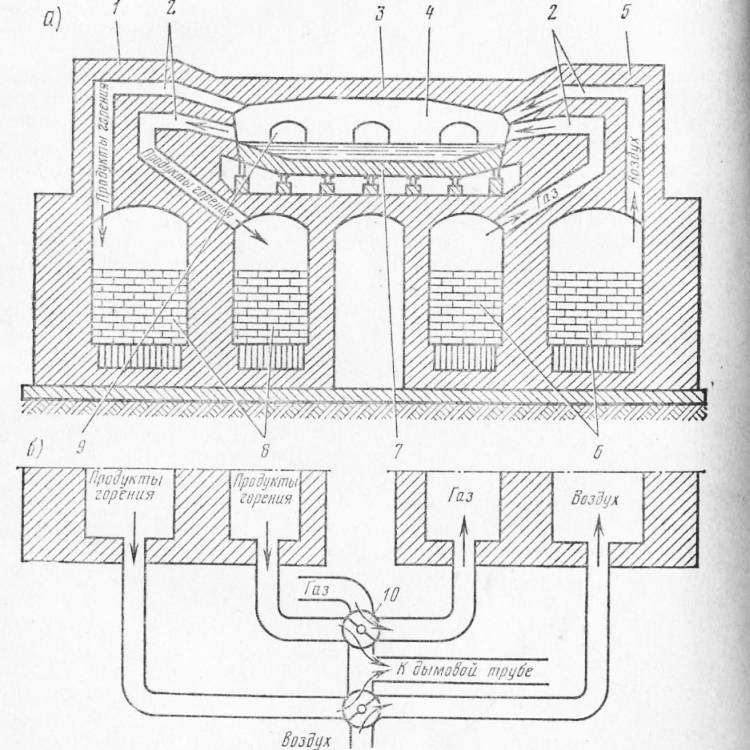
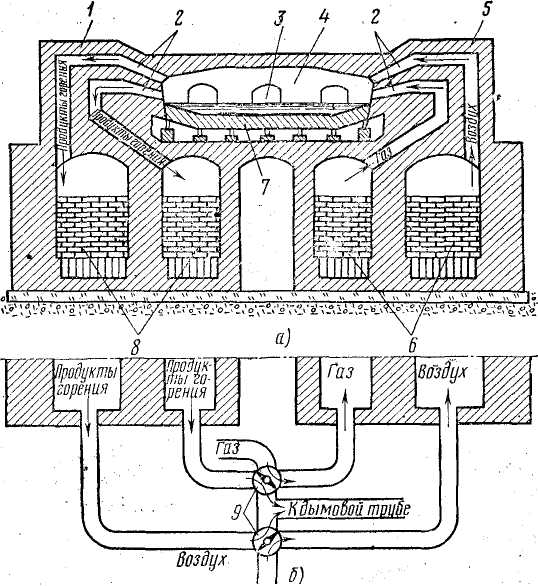
Мартеновская печь — симметрична в фронтальном разрезе конструкция. Рабочие компоненты горения поступают в плавильную камеру с разных сторон с определенным интервалом. Газовоздушные тракты, соответственно, поочередно работают то на подачу рабочей смеси, то на отвод продуктов сгорания.
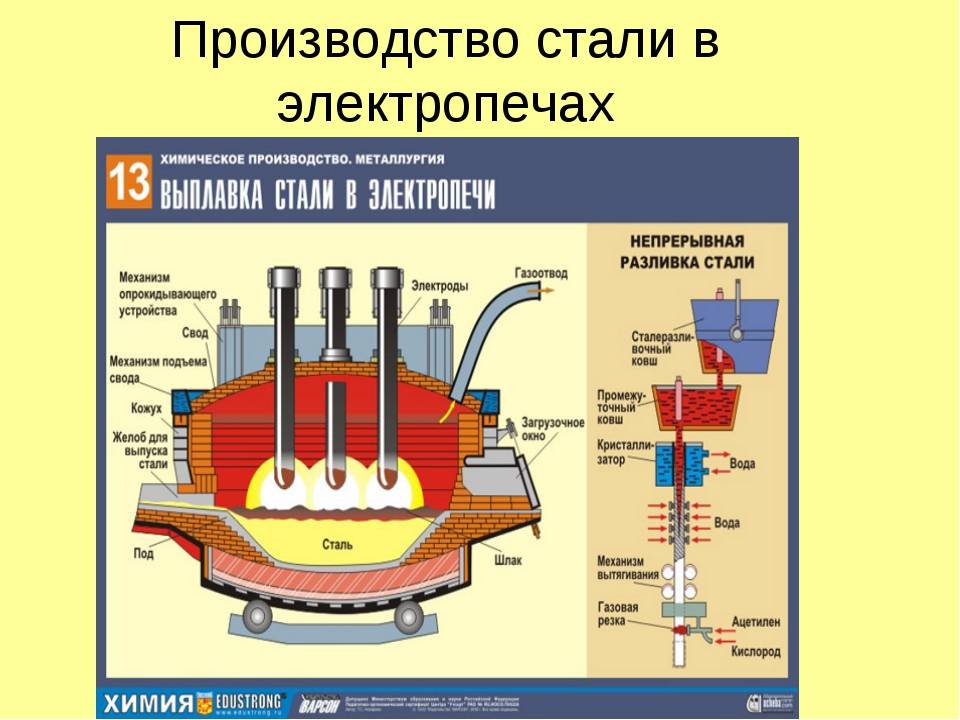
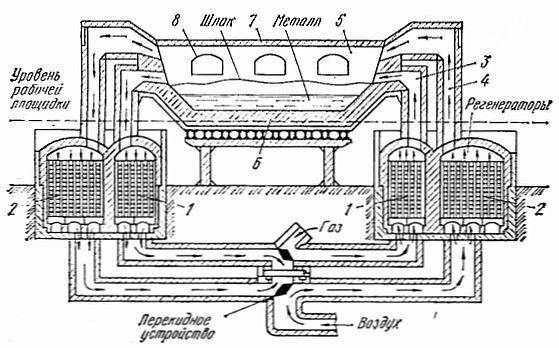
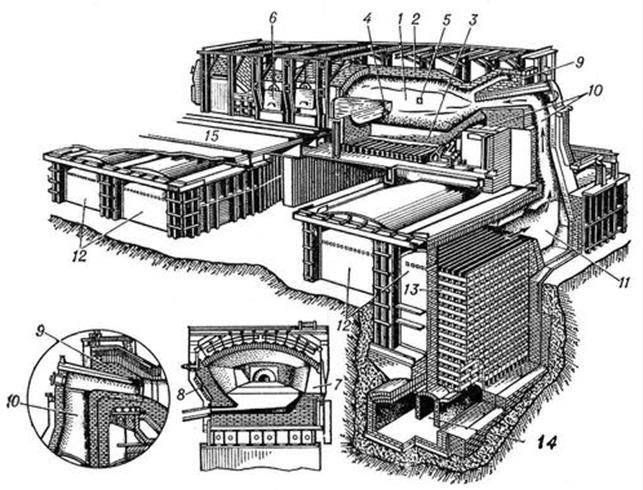
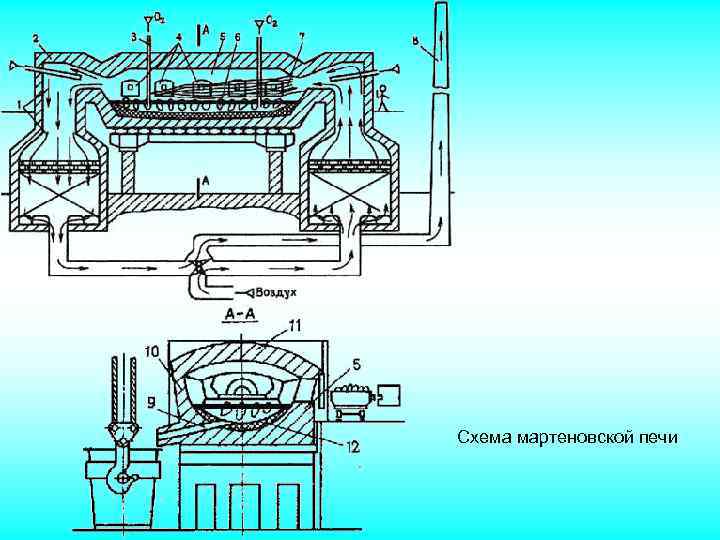
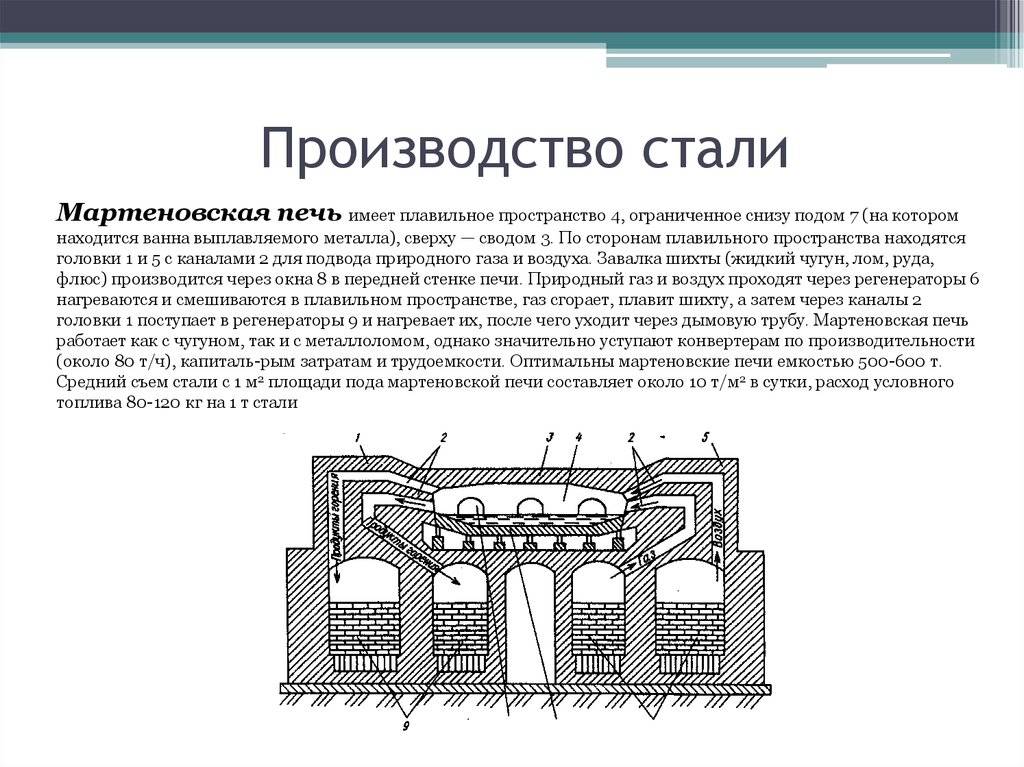
Плавильная установка построена по следующей схеме. Ванна для получения стали находится над подиной (под), ее борта образуют откосы. Наверху находится свод, «боками» печи считаются фронтальная и задняя стены, головки газовоздушных трактов строятся слева и права от фронтальной части. Через расположенные на фронтоне окна закладывают исходную шихту и добавки (во время процесса плавления).
Через окна производят отбор металла, шлаков для анализа. Через эти же окна, согласно принципу работу печи, удаляют шлак, образующися при дефосфации. В каждом окне предусмотрены смотровые заслонки с «глазками». В задней части расположено сливное отверстие, которое забивается огнеупорами, стойкими к спеканию. Воздух и топливо для горения подается по каналам в головках.
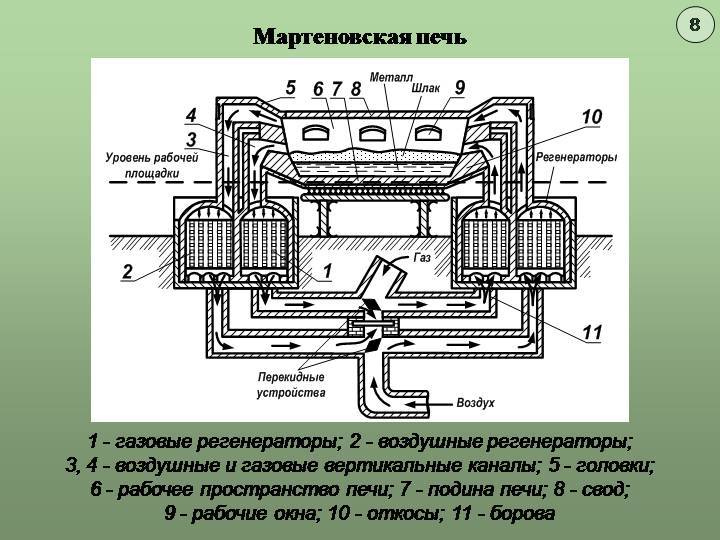
Шлаковики, регенераторы и борова расположены в головках. Шлаковики (воздушные и газовые) устраивают для сбора оседающих частиц шлака, выделяющихся в процессе горении. Регенераторы (сеть каналов из огнеупорного кирпича, для предварительного подогрева поступающих топлива и воздуха до 1200 °С) расположены вверху головок. Разогрев регенератора до необходимого состояния происходит за счет передачи тепла от очищенных газов, которые прошели через шлаковики. Подогрев позволяет получить температуру в плавильной ванне порядка 1800-2000 °С. Газоотводные каналы (боровы) проходят в самом низу головок, а основной выход в дымоход находится под подом печи, средняя температура выходящих газов 1550 °С.
Циркуляция рабочих потоков (печные газы, воздух, топливо) осуществляется с помощью системы перекидных клапанов (дросселей). Отработанные газы передают свое тепло регенераторам. При смене стороны горения, холодные топливо и воздух, преодолевая горячие регенераторы, подогреваются. Таким методом происходит подготовка рабочих газовых потоков для горения, поддержания эффективной температуры.
Кислый мартеновский процесс.
В настоящее время кислый мартеновский процесс имеет ограниченное применение в виду высоких требований к чистоте шихты. В кислой печи процесс ведут с кислым шлаком, поэтому удаление из металла серы и фосфора невозможно. Для ведения кислого процесса используют высококачественные древесно-угольные или коксовые чугуны, в которых содержание вредных примесей не превышает 0,025%.
Металлический лом, поступающий с других предприятий, переплавляют в основных печах для получения шихтовой заготовки, загружаемой вместо лома и полупродукта, когда металл заливают в кислую печь в жидком виде. Жидкий полупродукт выпускают из основной печи в ковш и затем переливают в кислую печь. Такой процесс называют дуплекс-процессом, так как в нем участвуют два агрегата – основная и кислая мартеновская печи.
Топливо при кислом процессе должно содержать минимальное количество серы. Стали, выплавляемые в кислых мартеновских печах, содержат меньше неметаллических включений, водорода и кислорода, чем выплавляемые в основной печи. Поэтому кислая сталь имеет более высокие механические свойства, особенно ударную вязкость и пластичность, и ее используют для особо ответственных деталей (коленчатых валов крупных двигателей, артиллерийских орудий, роторов мощных турбин).
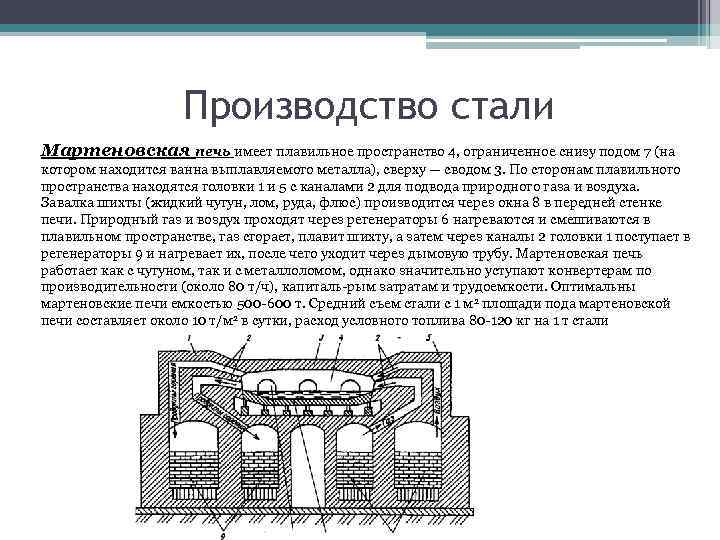
Рабочее пространство
Чертеж мартеновской печи, представленный в статье, иллюстрирует устройство этой части агрегата. В рабочем пространстве сверху присутствует ограничивающий свод, снизу – под (подина). В передней стенке просматриваются проемы. Они именуются завалочными окнами. Через них в мартеновскую печь загружается твердая шихта и заливается жидкий чугун. Заливка осуществляется посредством специального приставного желоба. Завалочные окна, как правило, закрыты особыми футерованными крышками со специальными отверстиями “гляделками”. Они позволяют сталевару наблюдать за процессом плавки и состоянием агрегата. Рабочее пространство находится в наиболее тяжелых условиях из всех элементов, которые включает в себя мартеновская печь. Температура в этой части агрегата очень высокая. Кроме резкого теплового воздействия, рабочее пространство подвергается и механическим ударам. Материалы, из которых изготавливается эта часть устройства, находятся под действием химических соединений, возникающих при плавлении шлака и металлов. По стойкости элементов рабочего пространства обычно определяют устойчивость и всей печи, а также периоды капитальных и промежуточных ремонтов.
Преимущества и недостатки
При окраске с помощью полимерного порошка с окрашиваемой поверхностью происходит взаимодействие на молекулярном уровне, поэтому у такого способа нанесения краски целый ряд преимуществ, основными их них являются:
- Высокая устойчивость окрашиваемого изделия к механическим воздействиям, таким как удары, трещины, изгибы, сколы.
- Отсутствие коррозии на окрашенном изделии, подобное покрытие не пропускает воду, а сама деталь не подвержена ржавчине.
- Поверхности, окрашенные подобным способом, отличаются блестящим и гладким внешним видом. При использовании жидких красок, такой эффект может быть достигнут только после дополнительной полировки изделия.
- Нанесенное полимерное покрытие прослужит долгие годы, так как микроскопические частицы краски при нагревании внедряются в структуру металла на уровне молекул.
- Высокая экологичность способа подобной окраски, расход покрасочного материала мал, а также минимизировано количество отходов и их выброс в окружающую среду.
Но существует и ряд недостатков, связанных с таким способом нанесения покрытий, они носят экономический характер:
- Процесс нанесения покрытия сложен, требует должной классификации оператора, продолжительного времени на каждую операцию.
- Работы с порошковыми красками требуют наличия вспомогательного оборудования, такого, как краскопульт или электроники для печи. Если саму полимерную камеру можно изготовить самостоятельно, то их все равно придется приобретать дополнительно.
- Высокая стоимость полимерной краски порошкового типа, ее труднодоступность.
- Большая конечная цена на готовое изделие, окрашенное подобным способом.
Производство стали в двухванных сталеплавильных агрегатах.
Двухванные сталеплавильные агрегаты имеют две ванны, соединенные каналом для перехода из одной ванны в другую (рисунок 23). Принцип работы двухванной печи следующий. Когда в одной ванне после заливки чугуна ведут продувку металла кислородом, в другой производят завалку и подогревают твердую шихту отходящими из первой ванны газами. После выпуска металла из первой ванны проводят завалку шихты. Одновременно начинается продувка второй ванны кислородом. Топливо в двухванные агрегаты подается через топливно-кислородные горелки, установленные в своде и торцах печи. Если в шихте содержится жидкого чугуна больше 65%, то двухванная печь может работать без расхода топлива, так как количество физического тепла и тепла выделяющегося при окислении примесей чугуна, а также окисления СO до CO2 увеличивается. В этом случае двухванная печь становится аналогичной кислородному конвертеру.




Качество металла, производимого в двухванных агрегатах не отличается от качества мартеновской или кислородно-конвертерной стали. Технико-экономические показатели процесса в двухванных сталеплавильных агрегатах характеризуются:
- высокой производительностью;
- низким удельным расходом топлива и огнеупоров.
К основным недостаткам процесса, ограничивающим его широкое распространение, относятся:
- более высокий расход жидкого чугуна по сравнению с мартеновским скрап-рудным процессом;
- более высокий угар железа;
- ограниченность сортамента выплавляемого металла.
Вывод
Прошло уже более 150 лет с того момента, в каком году была создана мартеновская печь. Технологии плавления металла сильно шагнули вперед, были разработаны новые экономичные и экологически безопасные виды плавки стали. Однако, именно изобретение мартенов дало мощный толчок к росту промышленности.
Благодаря таким печкам, увеличение промышленного производства в XX веке достигло небывалых темпов. Сейчас выплавка стали в мартеновских печах в мире практически прекращена, но этот агрегат навсегда останется символом стремительного развития машиностроения и металлургии в умах многих поколений.