Изготовление своими руками
Печь для сплавления стекол можно купить в специализированном магазине или изготовить самостоятельно. Сделать такое устройство достаточно несложно. Для этого следует подготовить материал и все необходимые инструменты, а далее следовать инструкции изготовления печи.
Материалы и инструменты
В качестве инструментов для работы следует подобрать:
- дрель с функцией шуруповерта;
- аппарат для сварки металлического корпуса;
- киянку;
- емкость для замеса раствора;
- мастерок;
- болгарку;
- уровень строительный;
- рулетку;
- угловую линейку.
 Для изготовления печи для фьюзинга понадобится сварочный аппарат
Для изготовления печи для фьюзинга понадобится сварочный аппарат
Для сооружения печи понадобятся такие материалы:
- магнезитовый лист;
- листовая оцинкованная сталь;
- металлический профильный уголок;
- нержавеющий зеркальный лист;
- минвата;
- шамотный огнеупорный кирпич;
- сухой состав для кладки;
- герметик с термостойкими свойствами;
- саморезы;
- уплотнитель силиконовый.
Также обязательно нужен термодатчик и нагревательный элемент.
Процесс изготовления
Соорудить печь своими руками поможет поэтапная инструкция:
- Из металлического профильного уголка делается каркас. К нему крепится дно и вырезается крышка. Детали соединяются с помощью сварочного аппарата. Также подготавливаются ровные устойчивые ножки для всей конструкции и свариваются с основой.
- Каркас со всех сторон обшивается листами из оцинкованной стали, а внутренняя часть – магнезитом. Все стыки промазываются герметиком. Между листами укладывается теплоизоляция – минеральная вата.
- На замешанный раствор производится кладка шамотного кирпича. Его укладывают слоями вокруг днища и крышки.
- Магнезитовые листы внутри конструкции покрываются зеркальными листами нержавейки.
- По всему периметру основания клеится силиконовый уплотнитель. На саморезы к крышке фиксируются петли и ручка.
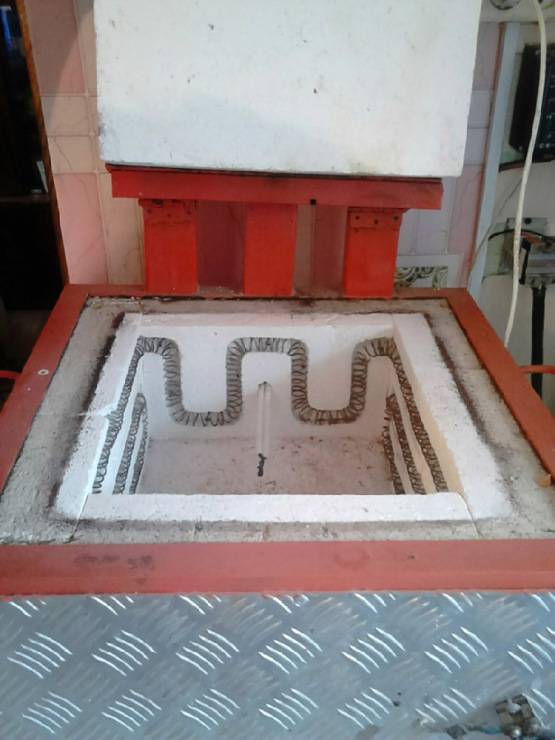
- Во внутреннюю часть откидного верха устанавливаются нагревательные элементы и датчик режима температуры. Проводится подключение к электросети.
После сборки всей конструкции проводится проверка герметичности всех швов и стыков. После этого осуществляется пробный запуск электропечи.
Для изготовления небольших деталей практикуется спекание стекла в микроволновой печи. Для этого берется электроприбор, который уже не будет применяться для разогрева еды. Кусочки стекла укладываются в специальные небольшого размера емкости для нагрева – тигли. На дно их укладывается термостойкая бумага. Соединение материала происходит в течение 6 -10 минут. Точное время устанавливается в ходе экспериментов.
Как сделать своими руками?
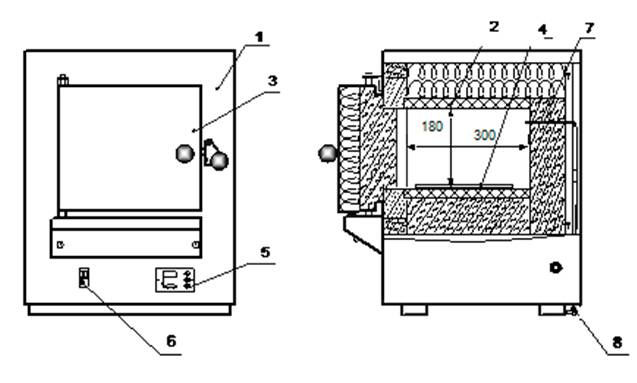
Простейшую печь для прокалки электродов своими руками изготовить довольно просто. Ниже приведен порядок сборки стационарной электродной печки.
Расходные материалы
Для изготовления подобной печки понадобятся:
- Металлический профиль для каркаса.
- Стекломагниевый лист.
- Оцинкованная листовая сталь.
- Зеркальная нержавеющая сталь.
- Термостойкий герметик.
- Минеральная вата для термоизоляции корпуса печи.
- Стальной пруток для изготовления решеток.
- Металлические уголки для направляющих решеток.
- Силиконовый уплотнитель для дверцы установки.
- Термонагревательный элемент, термодатчик.
- Крепежные детали (саморезы или болты).
- Болгарка (углошлифовальная машина).
- Дрель или шуруповерт.
- Сварочный аппарат.
- Разметочный и измерительный инструмент.
Пошаговая инструкция по изготовлению
- Из трубы или проф. уголка делаем каркас. Для этого пригодится сварочный аппарат.
- Производится обшивка каркаса оцинкованной сталью (по всему периметру), внутри конструкции – стекломагниевым листом.
- Все стыки обрабатываются термостойким герметиком.
- Заполняем внутреннее пространство минеральной ватой для термоизоляции рабочей камеры.
- Далее, стекломагниевый лист покрываем зеркальной нержавеющей сталью.
- Вырезается дверца, она также герметизируется и по ее периметру приклеивается уплотнитель из силикона. К дверце прикручиваются с помощью саморезов петли и ручка.
- Внутри рабочей камеры с помощью саморезов устанавливаются направляющие решеток. Сами решетки свариваются из стального прутка.
- Устанавливаем ТЭН или нихромовую спираль внутрь печи и температурного датчика на внешнюю панель агрегата.
- Прикручиваем к корпусу печи дверцы (на саморезы).
- На этом шаге осуществляем проверку и пробный запуск конструкции.
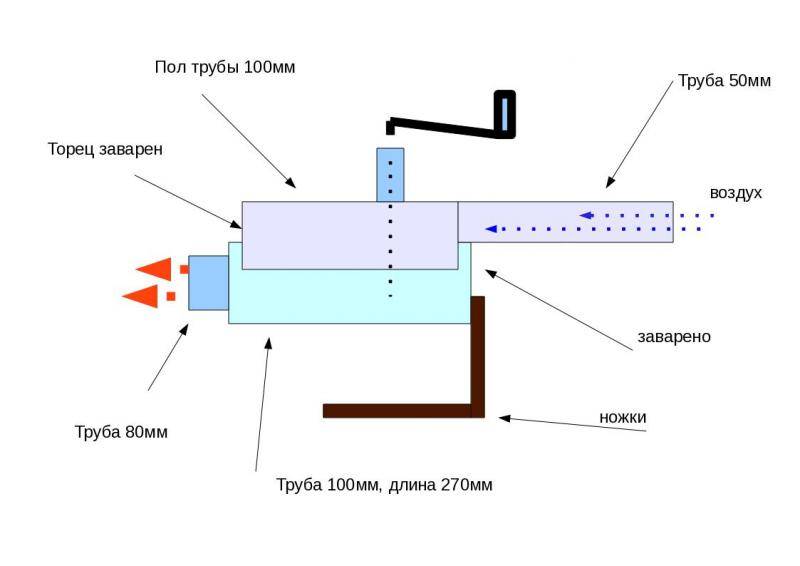
Также, подобные печки можно также изготовить, используя в качестве материала внешнего корпуса отрезок металлической трубы большого диаметра или старый газовый баллон.

Виды и типы
Всё многообразие пароконвектоматов, которые выпускает современная промышленность, можно классифицировать по нескольким основным признакам.
По способу образования пара
Существуют бойлерные и инжекторные пароконвекционные установки. Они отличаются друг от друга способом подачи нагретого пара в рабочее пространство печи:
- Бойлерные пароконвектоматы оснащены специальным резервуаром, в котором происходит нагрев воды с ее последующим распылением.
- В устройствах инжекторного типа вода поступает по шлангу из водопроводной системы, нагреваясь в трубке или на тэне непосредственно перед впрыском в камеру пароконвектомата.
По типу управления
Пароконвектоматы по типу управления можно разделить на три основные группы:
- Механические. Органы управления таким аппаратом состоят из ручек и тумблеров. Они применяются на недорогих моделях, надежны в эксплуатации и редко выходят из строя.
- Электромеханические. Этот тип управления совмещает в себе механические тумблеры и сенсорную электронику. Он прост в освоении для новичков и наиболее распространен в пароконвекционных установках. Количество поломок не превышает механический способ управления, но электроника иногда может давать сбои.
- Электронные. Управление печью осуществляется с помощью специального пульта, есть возможность программирования различных функциональных режимов, сенсорные кнопки почти отсутствуют. Это современный и высокотехнологичный способ управления пароконвектоматом.
По вместимости
По объему загружаемой в печь продукции выделяют:
- Малые установки (2 – 6 уровней загрузок решеток или противней), средние (6 – 10 уровней) и большие (до 24 уровней загрузки).
- Небольшие пароконвектоматы применяются в домашнем хозяйстве, а также в небольших частных заведениях общественного питания.
- Установки средних и больших объемов нашли свое применение в крупных заведениях и на пищевых комбинатах. Соответственно, печи с большим объемом камеры требуют серьезных энергозатрат на их обслуживание.
По энергоносителю
Существуют как газовые, так и электрические пароконвектоматы. Газовые установки дороже и они не выпускаются с механическими органами управления. Большее распространение получили все же установки, работающие от электричества.



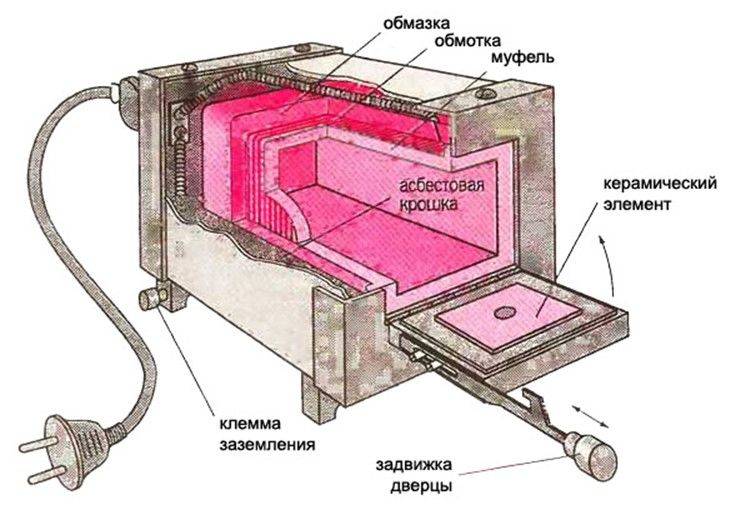
Принцип работы
Такое печное устройство является электрическим трансформатором со вторичной короткозамкнутой обмоткой. Принцип действия индукционной печи состоит в следующем:
- при помощи генератора в индукторе создается переменный ток;
- индуктор с конденсатором создает колебательный контур, он настроен на рабочую частоту;
- в случае использования автоколебательного генератора, конденсатор исключается из схемы устройства и в этом случае используется собственный запас емкости индуктора;
- создаваемое индуктором магнитное поле может существовать в свободном пространстве или же замыкаться с использованием индивидуального ферромагнитного сердечника;
- магнитное поле воздействует на находящуюся в индукторе металлическую заготовку или шихту и образует магнитный поток;
- по уравнениям Максвелла он индуцирует в заготовке вторичный ток;
- при цельном и массивном магнитном потоке создаваемый ток замыкается в заготовке и происходит создание тока Фуко или вихревого тока;
- после образования такого тока вступает в действие закон Джоуля-Ленца, и полученная с помощью индуктора и магнитного поля энергия нагревает заготовку металла или шихту.
Несмотря на многоступенчатую работу, устройство индукционной печи может давать в вакууме или воздухе до 100% КПД. Если среда с магнитной проницаемостью, то этот показатель будет расти, в случае со средой из неидеального диэлектрика, он будет падать.
Изготовление своими руками
Печь полимеризации порошковой краски своими руками изготовить достаточно просто.
Материалы и инструменты
Для самостоятельного изготовления подобного устройства будут необходимы:
- Строительный уровень;
- Сварочный аппарат;
- Углошлифовальная машина (болгарка);
- Ножницы по металлу;
- Рулетка;
- Металлический профиль;
- Листы стали;
- Электрический кабель;
- Вентилятор;
- Электронагревательные тэны;
- Блок контроля температуры;
- Утеплитель;
- Петли и защелка для загрузочного люка.
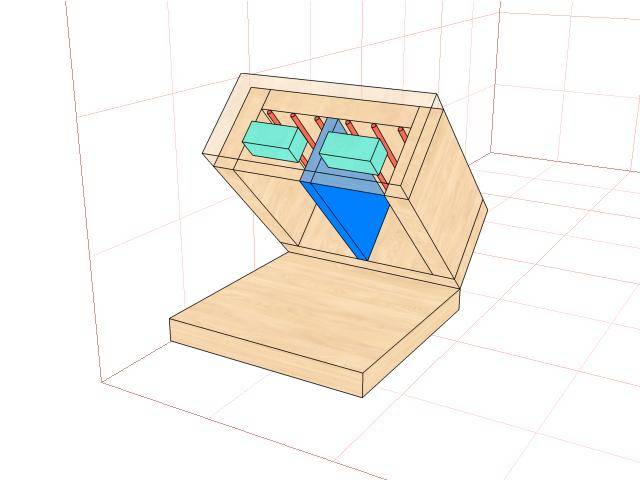
Сборка конструкции
Камера полимеризации для порошковой окраски своими руками изготавливается следующим способом:
- Из профильных труб сваривается основной каркас.
- Далее он утепляется минеральной ватой.
- В каркасе предусматривается место для загрузочного отверстия, привариваются петли будущей двери.
- Каркас обшивается металлическими листами.
- Внутри (либо сбоку) крепятся тэны, термопары и протягивается электрический кабель.
- Провода подсоединяются к блоку контроля и регулировки температуры, а он подключается к сети 220 или 380 вольт.
- Производится закрытие электрики внутри нагревательной камеры с помощью листовой стали.
- В корпусе проделывается два отверстия и подключается вентилятор, который должен быть расположен снаружи установки.
- Производится пробный пуск печки.
- Залогом успешного нанесения полимерного покрытия будет строгое соблюдение всех этапов окрашивания. В начале, нужно тщательно обезжирить заготовку. Потом следует равномерно нанести порошок на деталь с помощью специальных приспособлений.
- Далее нужно выдержать все температурные режимы, вплоть до полного остывания окрашенных деталей. И не нужно забывать о правилах техники безопасности при работе с электрическими печами, пользоваться спецодеждой, средствами защиты лица и рук.
Особенности технологии и её разновидности
Термином «фьюзинг» обозначают не один конкретный метод работы со стеклом, а группу методов, но в основе всегда лежит процесс спекания под действием высокой температуры. В зависимости от сложности можно выделить несколько типов фьюзинга.
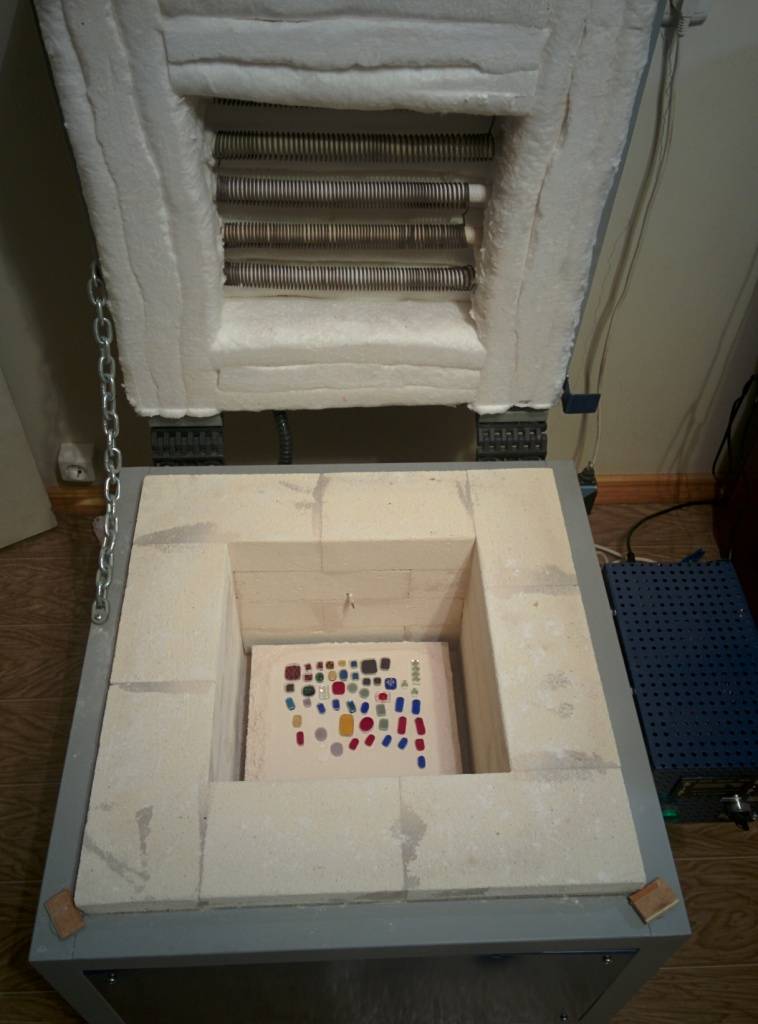
1. Простейшие фьюзинговые изделия изготавливаются простым спеканием нескольких разноцветных стёклышек (не более 30-ти), в данном случае не предполагается глубокая проработка рисунка.
В коротком видео от студии Masterklass-ekb.ru из Екатеринбурга показан процесс создания ёлочного украшения. На большой кусок стекла, который был заранее вырезан по трафарету в виде сапожка, мастер накладывает несколько стёклышек и помещает заготовку в специальную печь. Через пять часов изделие полностью готово.
2. Сложный фьюзинг предполагает использование дополнительных техник для тонкой графической проработки изображения и многоэтапное запекание. В этом случае применяют: графическую прорисовку красками, ювелирные техники; после первичного нагрева «мягкое стекло» дорабатывается мастером при помощи специальных инструментов. Также используют дополнительные материалы: мелкую стеклянную крошку, фольгу из сусального золота, или медную проволоку – все эти элементы становятся важными составляющими будущего сложного рисунка. Посмотрев следующее видео, вы сможете оценить, какие произведения искусства позволяет создавать данная техника.
3. Промышленный фьюзинг или полный фьюзинг. Крупные производители, в отличии от частных мастеров, располагают большим перечнем оборудования для работы. Наличие специальных форм для заливки даёт возможность наладить серийное производство материалов заданного типоразмера (например, отделочной плитки), а системы управления температурными режимами помогают добиваться не просто соединения деталей витража, а полного смешения разогретого стекла.

Стекло воспроизводит полудрагоценный камень аметист
На фото вы видите рисунок стеклянной плитки от испанской компании Dune, который полностью имитирует поверхность шлифованного камня, таким образом стекло можно использовать как аналог дорогого покрытия из благородного камня. В данном случае поверхность плитки идеально ровная и не имеет рельефа, это и есть результат применения техники «полного фьюзинга».









4. Фьюзинг, как вспомогательная техника для изготовления витража. При создании классического витража (в технике тиффани) фьюзинг можно использовать для подготовки отдельных элементов.

Комбинированная техника тиффани и фьюзинг
На фото видно, что панно состоит из отдельных цельных стекол, но отдельные стёклышки подготовлены при помощи предварительной спайки, что позволило получить плавные цветовые переходы.
Виды и подвиды
Индукционные печи делятся на два основных вида:
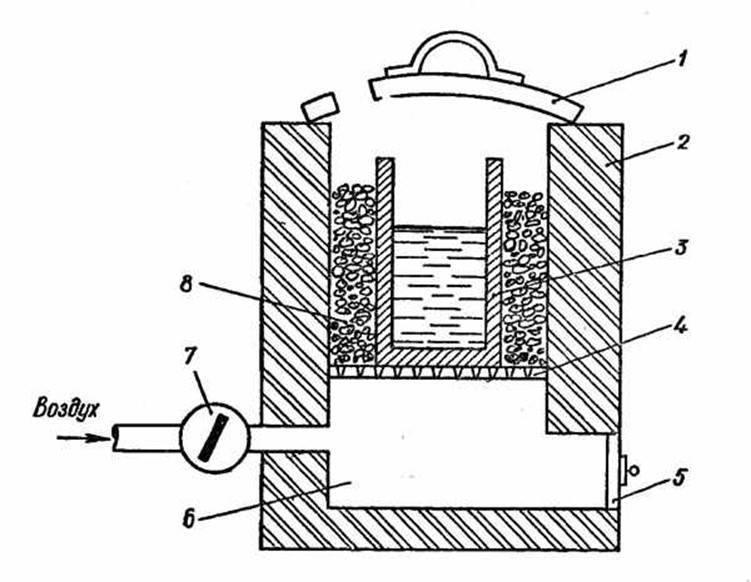
- Канальный. В нем вторичным витком служит кольцевой короткозамкнутый канал, в который помещается металл. В качестве источника энергии для процесса плавки используется генератор либо переменный ток промышленной частоты. Высокое КПД таких печей обусловлено передачей высокочастотного поля через ферритовый или стальной сердечник. Плавка стали в индукционных печах такого типа отличается непрерывной подачей металлических заготовок и получением расплавленного металла. Единственным недостатком канального агрегата является сложность запуска его работы, так как предварительно необходимо заполнить канал расплавом.
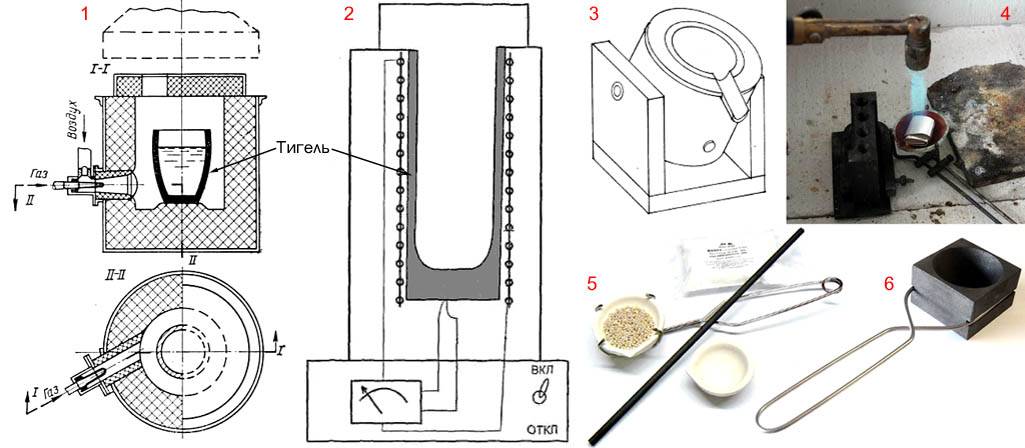
- Тигельный. В таких печах источником энергии является генератор, который может работать в диапазоне от нескольких десятков до сотен кГц. Металлические заготовки в этом виде печи помещаются в ее термостойкий тигель, который располагается в обмотке индуктора. Как только расплав достигнет нужной температуры, тигель освобождают и заправляют следующей партией сырья. Такое печное устройство отличается высокой скоростью нагрева металла, так как в тигле очень малы потери тепла.
Кроме такого разделения, индукционные печи бывают компрессорными, вакуумными, открытыми и газонаполненными.
Виды печей длительного горения
Варианты печей такого типа классифицируются в зависимости от материала, способа эксплуатации и метода передачи тепла. Конструкции отличаются по типу тяги и взаимному расположению внутренних камер. Таким образом, печи изготавливаются металлическими или кирпичными.
Таблица: классификация пиролизных печей
| материал | внутренняя конструкция | применение |
| металлическая | печь-буржуйка | обогрев жилого и нежилого помещения |
| для бани и сауны | ||
| готовка пищи | ||
| для барбекю (уличная) | ||
| печь Булерьян | обогрев жилого и нежилого помещения | |
| печь Бубафоня | обогрев нежилого помещения | |
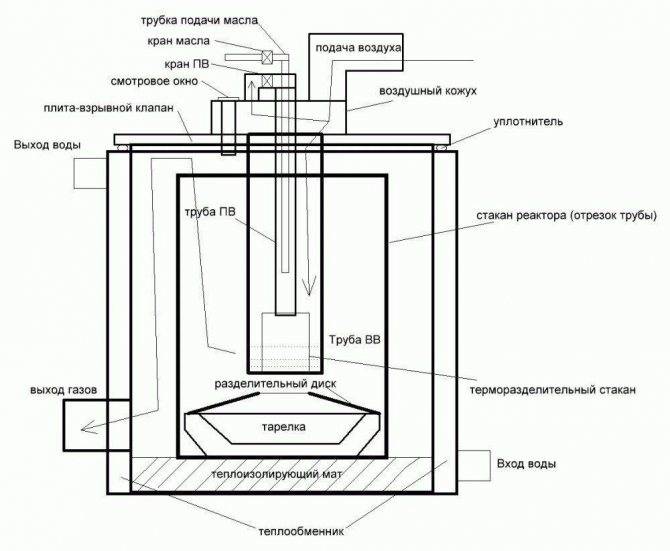
| печь на отработанном масле | обогрев нежилого помещения | |
| кирпичная | печь Кузнецова | обогрев жилого помещения |
| для бани | ||
| готовка пищи |
Фотогалерея: разнообразие агрегатов отопления
По способу передачи тепла агрегаты разделяются на модели:
- с водяным контуром отопления;
- вариативностью размещения теплообменников (камеры сгорания и тления располагаются в разном порядке). Если топка находится сверху, а камера дожига газов — снизу, тогда необходима принудительная тяга с помощью дымососов и вентиляторов. Если же, наоборот, топка расположена снизу, то срабатывает естественная тяга.
Как выбрать вариант печки
Сначала определитесь:
- для каких целей нужна печь;
- где она будет стоять;
- на каком топливе работать.
При выборе типа конструкции для создания своими руками учитывайте площадь и тип пространства. В зависимости от параметров обогреваемого помещения подбирают размеры и мощность печи. При этом стоит учесть, что кирпичные модели ставят на постоянное место будущего использования, а металлические — почти все мобильны.
Самодельная печь должна соответствовать необходимым характеристикам и быть безопасной в использовании
При изготовлении любой модели печи собственноручно стоит рассчитать баланс между соотношением кислорода и газа. Поэтому выбор и сборка любого варианта печи требуют тщательного расчёта параметров, мощности и габаритов изделия.
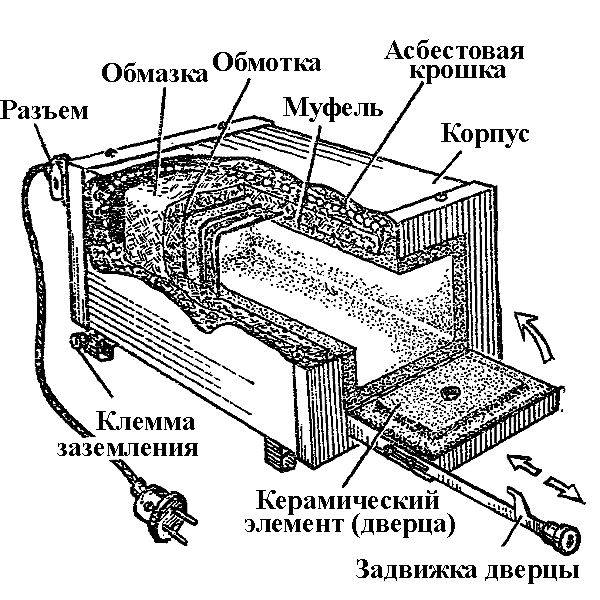
Конструктивные элементы
Высококачественные стальные листы используют для создания металлических конструкций прямоугольной формы. При этом печь изготавливают с двойными стенами. Пространство между ними заполняются песком или водой (водяной контур). Металлические бочки с толстыми стенками могут служить основой для изготовления небольшой печи.
Металлическую конструкцию можно обложить кирпичом снаружи (обкладка) или изнутри печи (футеровка)
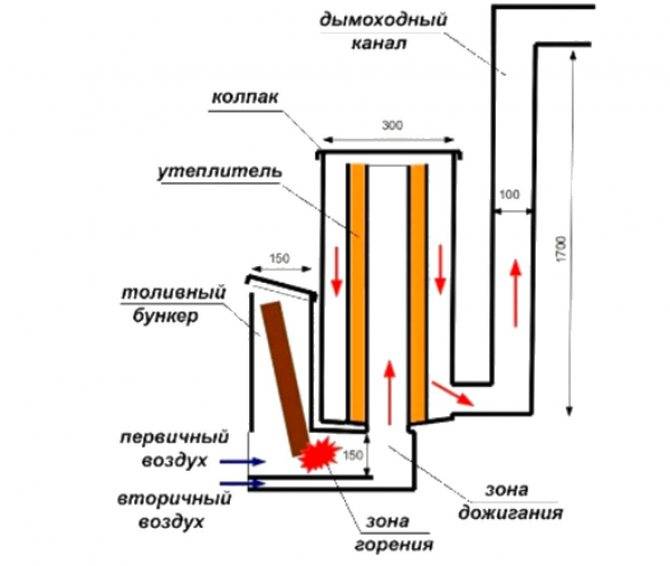
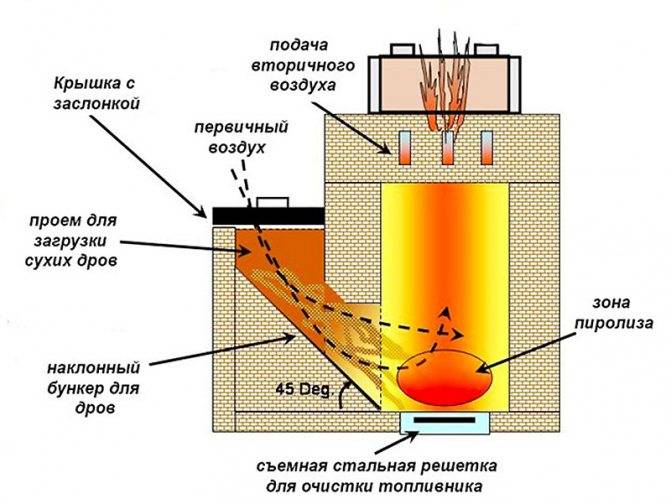
В пиролизной печи две камеры сгорания. В одном отделении происходит переработка твёрдого топлива, а в другой продукты пиролиза смешиваются с воздухом. При верхнем расположении топки для твёрдого топлива, между отсеками ставят колосниковую решётку. В печах из металла перегородками служат полые внутри пластины.










Наглядное изображение потоков воздуха во время работы пиролизной печи-буржуйки с топкой в нижнем отсеке
Вентиляторы наддува являются необходимыми элементами в конструкциях, где камера для газов расположена снизу. С помощью принудительной тяги газообразные вещества перемещаются вниз, где начинается процесс дожига. В таких изделиях присутствуют и дымососы на отводящих каналах.
Принудительная тяга направляет газы во вторую часть печи, где происходит их дожиг (с выделением большого количества тепла)
Все элементы конструкции взаимосвязаны, обеспечивая эффективную работу пиролизной печи.
Профессиональный фьюзинг
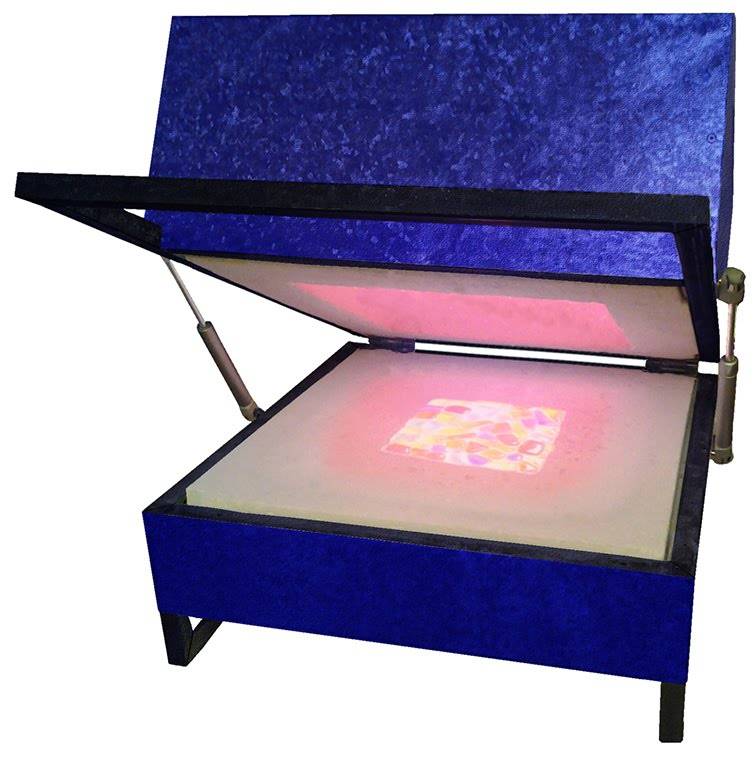
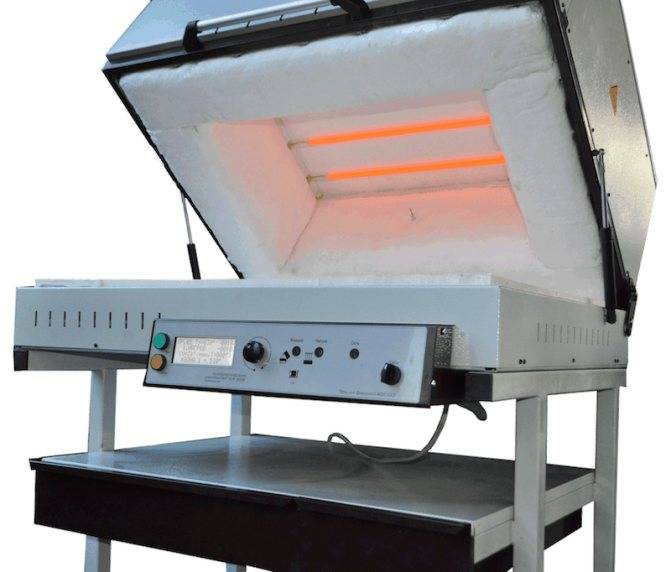
Опытным художникам можно купить печь для фьюзинга стекла типа Glory Hole. Такое оборудование позволяет художественно редактировать стеклянные массы почти в жидком или расплавленном состоянии. Печь имеет специальные отверстия, через которые формируется изделие. Есть печи с выдвижной платформой, что позволяет прямое редактирование
Сначала стекло разогревается до рабочей температуры, затем вытаскивается из печи чтобы, при соблюдении всех мер предосторожности добавить в стеклянную массу металлическую пыль, стеклянный порошок и другое. Из этих элементов прямо в расплавленном стекле формируется узор
Фьюзинг в микроволновке
 Для выполнения фьюзинга совсем необязательна мастерская и габаритное оборудование, но печку, которая ставиться в микроволновке, купить все-таки нужно. Основная ее особенность в том, что она изготовлена из материала, обладающего большой термической устойчивостью. Подложка печи нагревается вместе со стеклом и обеспечивает поглощение волн до 2, 4 МГц. Мощность микроволновки – свыше 800 В, стенки обязательно металлические, а тарелка съемная.
Для выполнения фьюзинга совсем необязательна мастерская и габаритное оборудование, но печку, которая ставиться в микроволновке, купить все-таки нужно. Основная ее особенность в том, что она изготовлена из материала, обладающего большой термической устойчивостью. Подложка печи нагревается вместе со стеклом и обеспечивает поглощение волн до 2, 4 МГц. Мощность микроволновки – свыше 800 В, стенки обязательно металлические, а тарелка съемная.
При изготовлении фьюзинг часов или других изделий крайне важно соблюдать меры безопасности. Печка нагревается очень быстро до высокой температуры, потому все действия нужно выполнять в защитных перчатках
Длительность процесса зависит от мощности микроволновки, а также от коэффициента СОЕ и количества слоев. Рекомендуется начинать с 2, 5 минут. Когда композиция спеклась, печка закрывается и извлекается из микроволновки. Открывать ее можно только спустя 30 минут, резкий перепад температур сделает стекло хрупким.
Технология фьюзинга
Дело в том, что стекло, каким бы твердым оно не казалось в привычном нам состоянии, при нагревании может превратиться практически в жидкость. Это его свойство и является основой технологии фьюзинга. И позволяет при нагревании сплавлять разные стеклянные элементы в одно. Это же свойство является основой для возможности деформации, т.е изменения формы стеклянного изделия.




Формование стеклянного изделия, так же является элементом фьюзинга.
С виду все кажется достаточно простым. Но, как говорил классик, это Вам только кажется.
Технология фьюзинга очень глубока и многогранна, здесь играют роль огромное количество факторов.
Но главным из них, безусловно является выбор стекла:
Народная мудрость гласит: хочешь приготовить качественный обед — запасайся качественными продуктами.
Здесь все так же. Стекло, использующееся для изготовления изделия, должно быть не только качественным, но и подходящим именно для данной технологии
В первую очередь, следует обратить внимание на коэффициент температурного расширения. В производстве стекла, обычно применяется так называемый C.O.E (Coefficient of Expansion) индекс стекла, который служит определяющим фактором определения его совместимости для фьюзинга
Наиболее популярными на данным момент являются стекла «Moretti» имеющие СОЕ 104, система 96 с СОЕ 96 (SPECTRUM, UROBOROS и пр.), группа стекол с СОЕ 90 («BULSEYE», «ARTISTA» и др.), и «Флоат» с СОЕ 82-84.
Так же, очень важными факторами при выборе стекол являются неизменность цвета при фьюзинге, и стойкость стекла к помутнению во время термообработки.
Пришло время чуть более пристальное внимание, уделить технологии самого изготовления изделий по фьюзинг-методике. Технический процесс фьюзинга, включает в себя пять стадий:
Технический процесс фьюзинга, включает в себя пять стадий:
Стадия нагревания – стекло нагревают до температуры, при которой протекают процессы фьюзинга и спекания.Нагрев ведется от комнатной температуры до 650-920 градусов Цельсия, в зависимости от типа процедуры. На этом этапе, стекло переходит из твердого состояния в мягкое, приобретает яркий желто-красный цвет. Края соприкасающихся стекол начинают прилипать друг к другу. На этой стадии происходит процесс свисания.
Полный фьюзинг, т.е слияние двух стекол в одно, происходит когда температура достигает 800 градусов Цельсия.
Томильная стадия, или стадия выдержки – некоторое время температура поддерживается на определенном уровне




Начинается при достижении максимальной температуры цикла.Для фьюзинга это залог достижения максимально плоского и гладкого состояния фрагмента.
Стадия быстрого охлаждения – температуру резко снижают до уровня, чуть превышающего температуру отжига.Когда стекло приобретает желаемую форму, его необходимо быстро охладить до температуры отжига, чтобы красный цвет не успел смениться на натуральный, а тот в свою очередь, не начал чернеть.
Чаще всего, для этого просто открывают крышку печи, и выпускают горячий воздух.
Важно не оставлять стекло на долго нагретым до температуры 750 — 580 градусов Цельсия, иначе оно может начать проявлять склонность к девитрификации — образованию «пенной» поверхности, которую практически невозможно удалить.
Стадия отжига – этап снятия напряжения в стекле.Когда стекло остывает до температуры 580 градусов Цельсия, оно постепенно приобретает свой цвет, и начинается фаза отжига. «Отжигом» называют процесс, при котором снимается напряжение на стекле.
Если все прошло удачно, стекло остывает, принимая нужную форму, и сохраняя свою прочность.
Стадия охлаждения до комнатной температуры – стекло постепенно остывает до температуры воздуха в помещении.Обычно печь остывает естественным путем
Но иногда, если тепло уходит слишком быстро, бывает необходимо притормозить процесс, чтобы избежать раскола изделия, при остывании.
Эти пять стадий — лишь самое общее представление о технологии фьюзинга.Технический процесс фьюзинга, как и любой другой, включает в себя огромное количество нюансов и особенностей не заметных на первый взгляд, но чье дотошное соблюдение критически важно для получения качественного результата.
Кто изобрел?
Современную доменную печь изобрел Дж. Б. Нилсон, который первым начала подогревать воздух, подаваемый в домну, произошло то в 1829 г., а в 1857 г. Э. А. Каупер ввел в использование специальные регенеративные воздухонагреватели.
Это позволило сильно снизить расход кокса более, чем на треть и повысить эффективность работы печи. До этого первые доменные печи фактически были сыродутными, то есть в них вдувался не обогащенный и не подогретый воздух.
Использование кауперов, то есть регенеративных воздухонагревателей, позволило не только повысить эффективность домны, но и снизить или вовсе исключить закозление, что наблюдалось при нарушениях технологии. Можно смело утверждать, что это изобретение позволило довести процесс до совершенства. Современные домны работают именно по этому принципу, хотя их управление сегодня автоматизировано и обеспечивает большую безопасность.





