Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно
Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Оптимальная технология
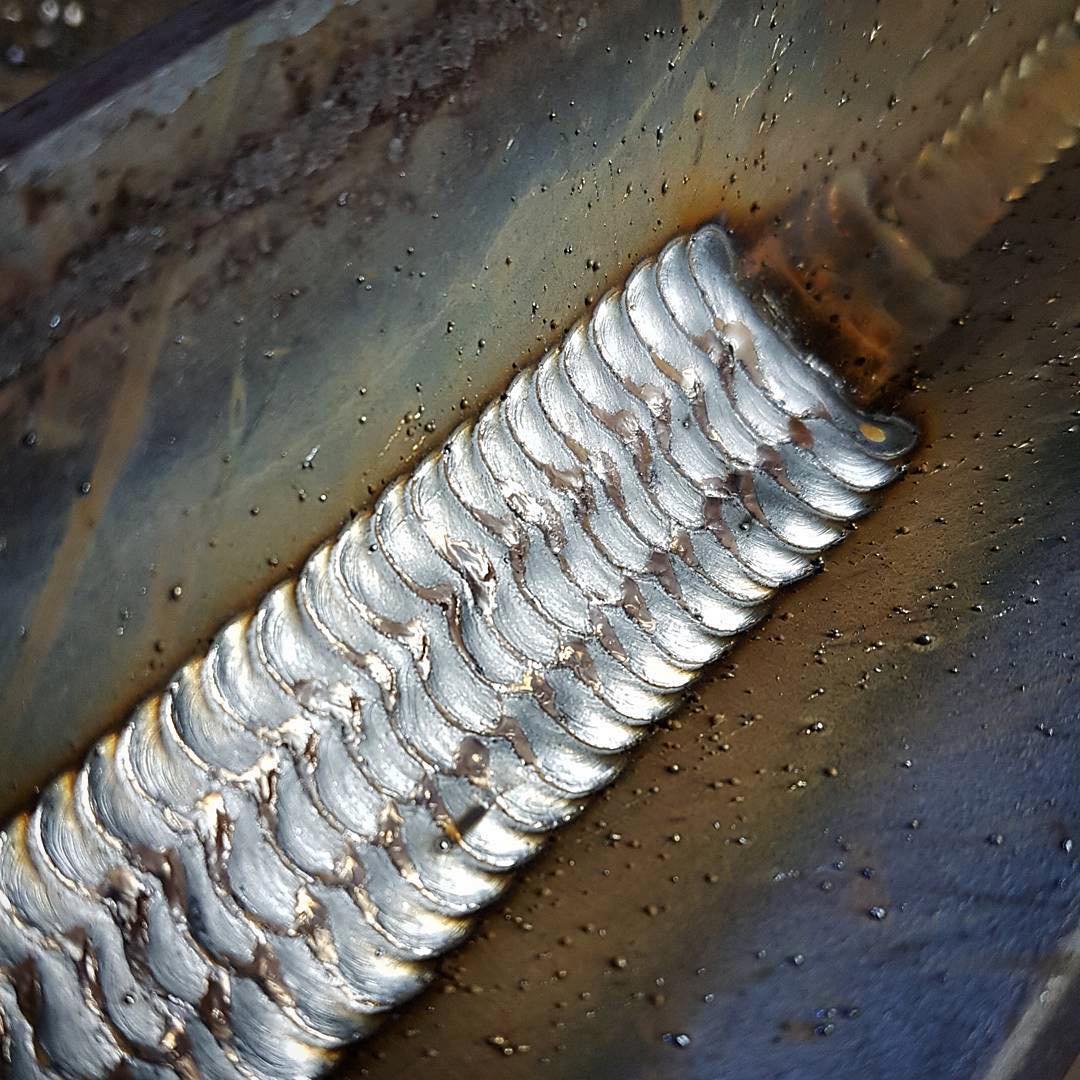
Выполняя сварку углового шва «в лодочку», получают качественное соединение. Это наиболее удобная технология, позволяющая электроду легко достать до корня
При этом важно правильно зафиксировать заготовки. Угол между соединяемыми плоскостями должен быть ровно 90 °
Сварку углового шва по технологии «в лодочку» начинают с нижней плоскости и ведут вверх. Перед выполнением работ необходимо ознакомится со схемой движения электрода.
При толщине металла заготовок менее 14 мм в скосе кромок нет необходимости. Если метал толще, то делают скос с одной стороны или с двух (при толщине более 40 мм).
Не всегда имеется возможность расположить детали так, чтобы выполнить угловой шов методом «в лодочку»
Если сварка происходит по другой технологии (наклонным электродом), то обращают внимание на катет углового шва
При длине катета до 8 мм делают шов однослойным, при большей длине выполняют его в 2 и более слоев. Вначале проваривают корень электродом малого диаметра, затем делают последующие проходы.
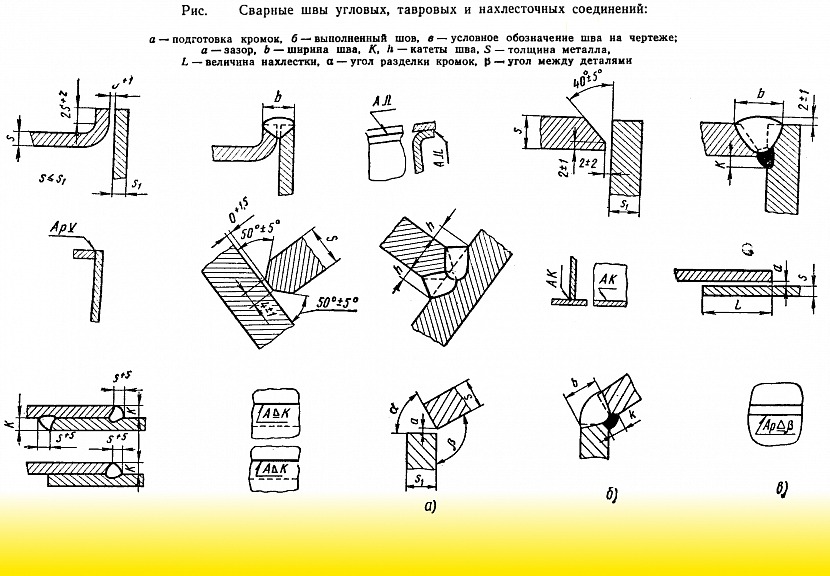
Выбор диаметра электрода и сварочного тока в зависимости от типа углового шва можно сделать при помощи таблицы.
| Тип сварного шва | Толщина металла, мм | Число слоёв (проходов) | Диаметр электрода, мм | Сила тока, А |
| Односторонний тавровый или угловой шов со скосом кромок под углом 45 ° | 4 | 1 | 3-4 | 120-160 |
| 6 | 1 | 4-5 | 160-220 | |
| 8 | 1-2 | 4-5 | 160-220 | |
| 12 | 3-4 | 4-6 | 160-300 | |
| 20 | 6-8 | 4-6 | 160-300 | |
| Односторонний тавровый или угловой шов с двумя симметричными кромками под углом 45 ° | 10 | 2-4 | 4-6 | 160-320 |
| 20 | 4-6 | 4-6 | 160-360 | |
| 40 | 8-16 | 4-6 | 160-360 | |
| 60 | 16-30 | 5-6 | 220-360 |
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Классификация сварочных соединений
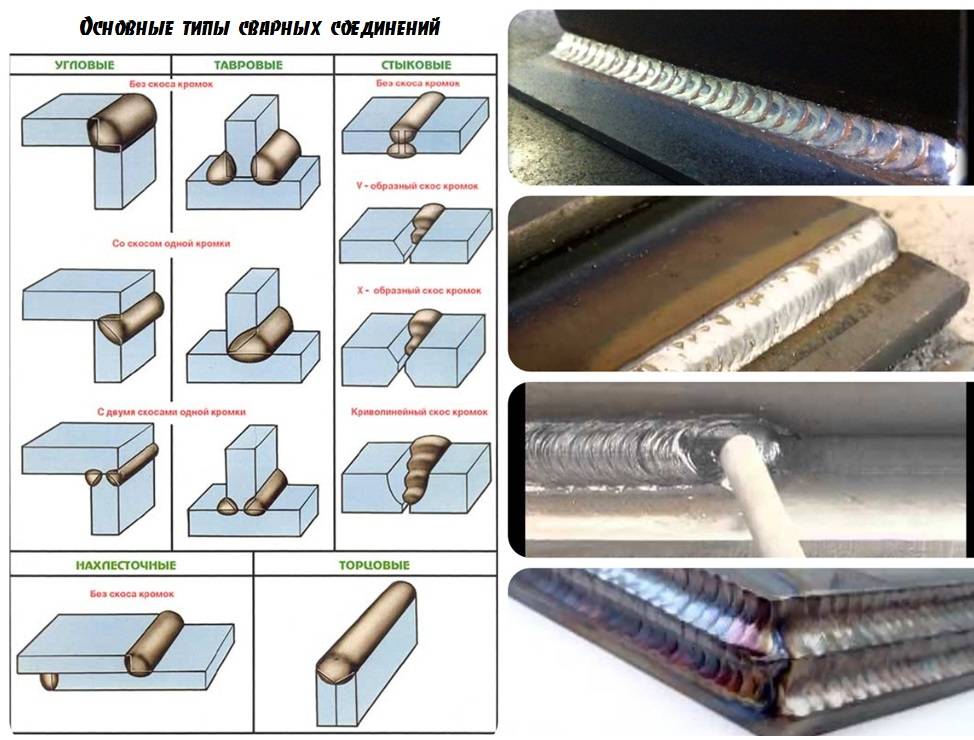
Особенности сварочного шва напрямую зависят от типа соединения металлопроката. Различают следующие виды стыковки металлических поверхностей:
- Стык в стык
- Тавровое
- Внахлест
- Угловое
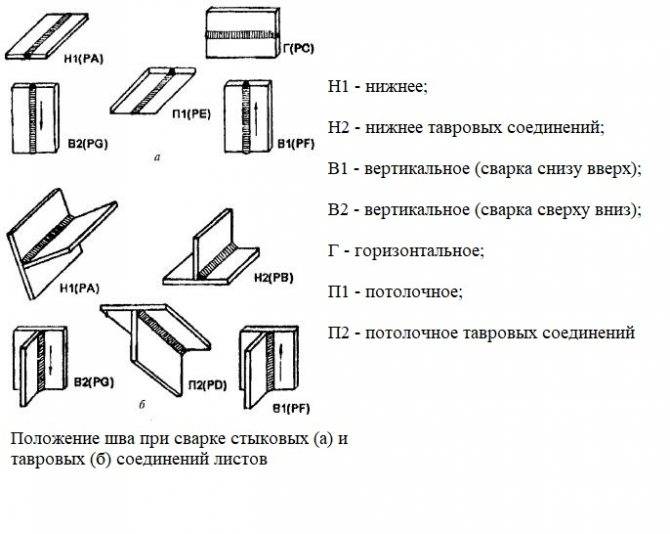
Дополнительно для опытных сварщиков важно и пространственное положение соединяемых поверхностей. Соединение может быть нижним, горизонтальным, вертикальным или же потолочным
Наиболее трудоемкими являются, конечно же, потолочные швы. Теперь подробнее про виды сварочных швов.

- Соединение стык в стык позволяет располагать поверхности металлопроката на одном уровне. Ярким примером подобной стыковки является соединение уголка или трубы торец в торец.
- Тавровое соединение – это плоскость с опущенным на ее поверхность перпендикуляром. Соединение напоминает букву «Т», откуда и взято название.
- Соединение внахлест обычно делается в рамках усиления конструкции.
- Угловое соединение характерно при стыковке торцевых частей металлопроката под углом, обычно 90˚. Но встречаются угловые соединения и на 45˚, и на 30˚.
Какие параметры еще влияют на типы сварочных швов. Дополнительно сварочные соединения можно классифицировать и по типу подготовки стыкуемых поверхностей:
- Со скосом кромок
- Без скоса кромок
Без скоса кромок обычно привариваются поверхности с толщиной стенки не более 4 (мм). При сварке более толстого проката обязательно и непременно нужно создавать кромку. Кромка необходима для формирования ванны расплавленного металла. Благодаря кромкам сварочный шов становится более ровным, однородным и аккуратным. Какие еще параметры следует учитывать, чтобы знать, как сделать сварочный шов.

Встречаются следующие разновидности кромок:
- Односторонний скос
- V-образный скос
- X-образный скос
Дополнительно различают еще U-образный скос, но из-за сложности изготовления он не нашел широкого распространения.
Наиболее простым в изготовлении является односторонний скос. Этот метод подготовки стыка применим к заготовкам с толщиной от 4 до 24 (мм). Односторонний скос предполагает создание шва только с лицевой стороны.
При соединении заготовок толщиной от 12 до 32 (мм) включительно рекомендуется использовать скос V-образного типа. Как и в случае с односторонним скосом, при сварке по V-образному профилю допустимо создавать шов лишь с лицевой стороны.
Касательно X-образного скоса, его рекомендуется делать при создании крупных и массивных металлоконструкций. X-образный скос изначально предполагает создание шва как на лицевой, так и на тыльной стороне.
https://www.youtube.com/watch?v=qBf24cIxYuU
Нормативы и понятие катета
Сварной шов начинает формироваться в рабочей зоне при расплавленном состоянии металлов, и окончательно образуется после застывания.
Существующая классификация группирует швы по различным признакам: типу соединения деталей, образующейся форме шва, его протяженности, количеству слоев, ориентации в пространстве.
В ГОСТах имеется обозначение каждого сварного соединения, а также таблица, содержащая основные характеристики, в частности значения катета сварочного шва.
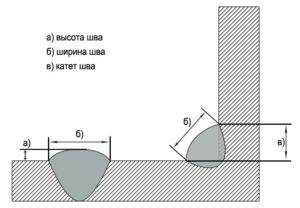 Что такое катет, понять достаточно просто, взглянув на рисунок соединяемых деталей. Это сторона умозрительного равнобедренного треугольника максимальных размеров, который поместится в поперечном сечении шва. Правильно рассчитанное значение катета гарантирует прочность соединения.
Что такое катет, понять достаточно просто, взглянув на рисунок соединяемых деталей. Это сторона умозрительного равнобедренного треугольника максимальных размеров, который поместится в поперечном сечении шва. Правильно рассчитанное значение катета гарантирует прочность соединения.
У деталей неравномерной толщины за основу берут площадь сечения детали в самой тонкой ее части. Не следует пытаться неоправданно увеличивать катет. Это может привести к деформации сваренной конструкции. К тому же увеличится расход материалов.









Проверка размеров катета проводится с помощью универсальных справочных шаблонов, представленных в специальной литературе.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
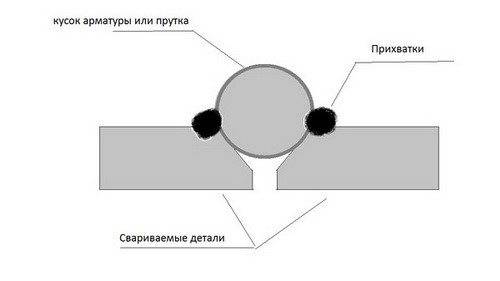
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Выбор инвертора
Правильный сварной шов получится при выборе оборудования, подходящего для конкретных условий сварки. Сварочный инвертор — надежный компактный аппарат, отличающийся простотой применения. Характеристики позволяют генерировать ток разной величины, что делает возможным сварку деталей различной толщины и разные марки металлов. Существует автоматическая система отключения при перепадах напряжения сети, перегреве и слишком продолжительном времени работы.
Одной из важных характеристик при выборе инвертора является его мощность. В инструкции по эксплуатации указывается срок беспрерывной работы конкретной модели. Дополнительные опции делают работу с ним более удобной.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания
Возбуждение дуги
Одним из основных моментов, как правильно варить сваркой швы, является грамотное возбуждение дуги. Следует выбрать один из известных способов. Первый из них заключается в том, что, держа электрод в руке, его кончиком прикоснуться к металлу и отвести быстро назад на расстояние 2-4 миллиметра. Промедление грозит прилипанием электрода к металлу. Результатом станет появление дуги. Если этого не произошло, следует повторить попытку.
Другой способ заключается в том, что быстрым движением провести электродом по поверхности металла и сразу приподнять его на несколько миллиметров. Одним из секретов, как правильно накладывать сварочный шов, является поддержание во все время процесса сварки короткой дуги. Это обеспечит плавность сваривания и получения качественного шва с хорошим внешним видом. Однако, при чересчур короткой дуге возможно прерывание процесса, что вызовет появление дефекта в виде кратера. Для продолжения работы кратер необходимо заварить.










Бесконтактный способ возбуждения дуги возможен при использовании осциллятора. Он служит дополнением к главному сварочному аппарату. Для возбуждения дуги электрод следует приблизить к металлической поверхности на расстояние порядка 5-ти миллиметров. Затем следует нажать соответствующую кнопку на осцилляторе и дождаться появления сварочной дуги.
Принципы работы сваркой и основные понятия
Прежде чем перейдем к технологии, как правильно класть сварочный шов, разберем несколько понятий:
- сварное соединение – это скрепление двух деталей сварочным методом;
- сварочный шов – это участок сварного соединения, который образовался за счет молекулярного соединения расплавленных краев двух металлических деталей, в результате дальнейшей кристаллизации металла;
- металл шва – это сплав, который образуется в результате термического воздействия на основной металл (деталь);
- зона сплавления – это грань между металлом шва и основным металлом (изделием);
- зона термовлияния – это участок, который поддался воздействию тепла, но не расплавился, а лишь изменил свои свойства за счет нагрева.
- сварка – это процесс, во время которого плавится металл с помощью специального оборудования, соединяющего элементы методом расплавления их кромок;
- электродуга – это разряд, возникающий между заготовкой и электродом;
- электрод – это специальный металлический стержень с различным химическим напылением, являющийся проводником электрического тока.
В разных отраслях промышленности применяются разные виды сварки, которые отличаются методом воздействия, применением разных материалов и технологиями работы для создания простых и многопроходных швов. Например, в дуговой сварке основным плавящим элементом выступает электрод, который возбуждает и удерживает дугу на рабочей детали. В газовой сварке источником тепла служит горелка, из которой под сильным давлением выходит ровное бесперебойное пламя, образовавшееся в результате горения смеси кислорода и ацетилена.
Хоть и при разных видах сварки на деталь идет разное воздействие, суть остается одна: два металлических изделия плотно прикладываются друг к другу или с небольшим расстоянием, если, например, необходимо заварить прохудившуюся деталь. Далее с помощью сварочного аппарата мастер прогревает края детали так, чтобы они начали плавиться. В этот момент образуется так называемая сварочная ванна. Кроме основного металла часто применяют дополнительный (электрод или проволоку), для увеличения количества металла шва. Когда готов расплавленный материал – формируется дорожка. Затем он кристаллизируется и образуется прочное соединение.
Курсы для сварщиков
Сварочное дело можно освоить на специальных курсах. Обучение сварке на них разделяется на теорию и практические занятия. Обучаться можно очно или дистанционно. На курсах преподается технология сварочных работ для начинающих и другие важные премудрости. Важным является возможность научиться варить сваркой на практических занятиях под присмотром преподавателя. Ученикам дается представление об имеющемся оборудовании для сварки, выборе электродов, правилах безопасности.
Обучаться можно по индивидуальной программе или вместе с группой. Каждый вариант имеет свои преимущества. При занятиях индивидуально можно овладеть только теми знаниями, которые могут пригодиться в дальнейшем. Зато при занятиях группой имеется возможность услышать разбор ошибок своих сокурсников и таким образом приобрести дополнительные знания.
После окончания курсов и сдаче экзаменов, подтверждающих усвоенные знания и практические умения, выдается удостоверение утвержденного образца.
Лицевой слой
Лицевой слой варится вглубь 0.5-2 мм. Он может вариться за несколько проходов или за один проход.
- Сварка в 1 проход с углублением на 0.5-1 мм варится методом «вперед дугой». Шаг нужно выбирать в зависимости от валика.
- Если углубление 1 — 2 мм, нужно применять метод «лесенкой».
- Если необходимо несколько проходов, околокромочные боковые валики варятся разными способами: лесенкой, дугой вперед, с манипулированием. Последний валик в центре варится, соединяя 2 боковых.
Как варить потолочный шов
Выбираем потолочный карниз
Как обрезать потолочный плинтус
Как повесить шторы на потолочный карниз
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц. Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Главное, чтобы не испортить шовное соединение, необходимо постоянно отслеживать скорость сварки и не допускать вываривания широких валиков, чтобы не было подтеканий расплавленного металла.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Особенности процесса варки потолочного шва
Потолочные швы подразделяются на:
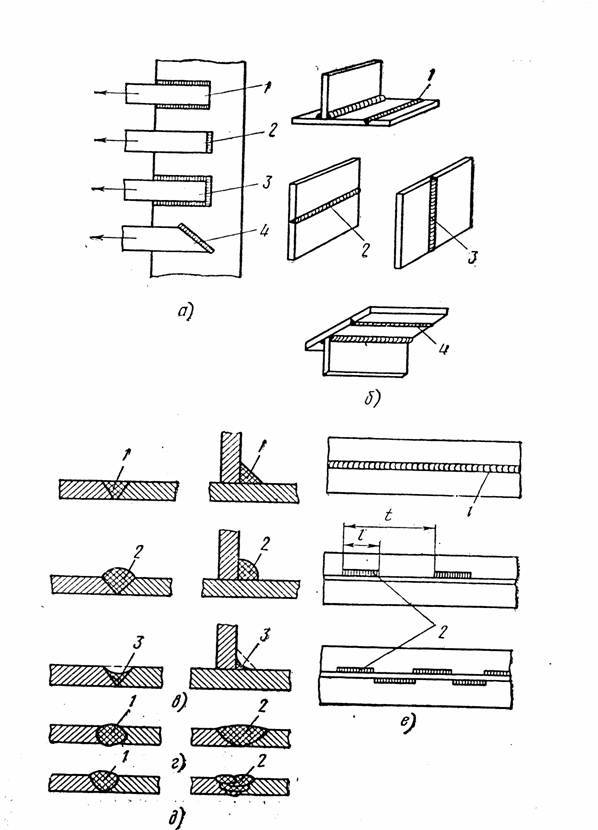
Классификация сварных швов: а – по расположению относительно действующего усилия, б – по положению в пространстве, в – по усилению, г – по ширине, д – по количеству слоев, е – по длине.
- переходящие в вертикальные;
- сплошные;
- нижние.
Техника безопасности при варке потолочных швов:
- работы должны проводиться в сухом помещении или в закрытом пространстве. Не допускается выполнения сварочных работ на открытом воздухе во время грозы или снегопада;
- на тело следует надеть специализированную одежду с верхним защитным покрытием;
- используйте маску;
- отключите неиспользуемое оборудование от электросети;
- проведите работы по изоляции проводов.
Типы конструкций по методу выполнения и сфере применения
Конструкции, создаваемые путём сварки, могут классифицироваться с разных сторон. Современные реалии не позволяют принять какую-либо одну общую классификацию. Специалисты обычно выделяют следующие типы сварки с учётом определённых признаков:
1. По способу получения заготовок
- Литоштампосварные и литосварные конструкции
- кованосварные;
- листовые;
- штампосварные.
2. По сфере, в которой будет применяться конструкция, выделяют следующие типы:
- авиационный;
- судовой;
- вагонный;
- строительный;
- транспортный и т. д.
Некоторые профессионалы также учитывают особенности работы конструкции при составлении собственной классификации.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Виды сварных швов, выполняемых с помощью полуавтомата.
Независимо от того, каким способом соединяется металл в процессе сварки, различается всего три вида сварного шва – это точечный, сплошной и сплошной прерывистый.
Сварные точки, нанесенные с интервалом в несколько миллиметров или сантиметров, называются точечным швом.
Сплошной ряд сварных точек, нанесенный полуавтоматом на металл, расположенный вплотную к перекрытию, составляет сплошной точечный шов. Этот вид шва применяется для сварки как тонкого металла, так и толстого. В автосервисах обычно такой шов непопулярен, поскольку кузов обязан иметь определенную «эластичность», чтобы уменьшить вероятность проявления усталости металла, а сплошной шов имеет повышенную жесткость. Сплошной сварной шов используется при сварке баков, необходимых в хозяйстве, или для сваривания стальных металлоконструкций.
Сплошным прерывистым швом, как правило, соединяют в кузове силовые элементы, где применяется более толстый металл.
Виды сварок
Разные виды сварок отличаются друг от друга способом воздействия на соединяемые материалы.
- Дуговая. Самый часто применяемый вследствие его простоты способ. При дуговой сварке в качестве плавящего инструмента используют электрод. С помощью него возбуждается дуга и удерживается на всем протяжении процесса сварки. Электрод выбирают в зависимости от марки металла, а его диаметр – от ширины сварного шва.
- Газовая. Источником тепла при газовой сварке выступает горелка. Из нее действием сильного давления выходит пламя, которое образовалось при горении смеси, состоящей из горючего газа типа ацетилена и кислорода.
- Полуавтоматическая. Используется механический прибор – полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.
- Автоматическая. В отличие от полуавтоматики весь процесс проводится сварочным аппаратом. Необходима только настройка автомата для конкретной операции.
- TIG сварка. Популярностью пользуется у профессионалов. Привлекает ее универсальность и возможность сваривать металл разной толщины.
Независимо от того, какой вид сварки применяется, правильный сварочный шов получится в результате соблюдения требований технологического процесса, проведения подготовительных работ, выполнении рекомендаций.
Правила работы









Как и другие виды сварочных работ, горизонтальные швы нужно производить с внимательностью. Вы не должны забывать о правилах техники безопасности, чтобы оградить себя от травм.
Выберите специальную одежду, которая изготовлена из огнеупорных материалов. Обувь возьмите прочную, а голову покройте грубой каской. Не забывайте и о защите рук: на них всегда должны быть рабочие перчатки.
Защитная маска на лице – ещё один атрибут сварщика. Перед началом всех работ проверяйте свой аппарат на исправность и корректность. Кабели должны быть изолированы и отвечать всем техническим требованиям.
Виды швов и соединений
Все соединения в сварке по-своему интересны и оригинальны. Но главное, чтобы они были качественными и прочными. Существует несколько видов таких швов:
- Стыковое. Самое распространённое соединение для разных методов. Достоинства: высокая производительность сварки, маленький расход материала, высокая прочность, нет конструктивных напряжений. Но для этого шва необходимо тщательно подготавливать кромку, а также располагать детали так, чтобы не было погрешностей. Используется для сварки листов, труб и сортового металлопроката.
- Угловое. Бывают односторонними и двусторонними (таким образом увеличивая прочность). С помощью предварительной заготовки кромок можно делать любой угол наклона. Применяют для соединения листовых, трубных и фасонных заготовок.
- Тавровый. На элементе, который приваривается сверху, перпендикулярно нижнему, необходимо сделать обрезную кромку. Такое действие желательно делать с двух сторон, чтобы после сварки все детали держались крепче. Применяется для соединения листовых заготовок.
 Тавровый шовИсточник mash-xxl.info
Тавровый шовИсточник mash-xxl.info
- Нахлёстанный. Для такого шва не нужно делать разделку кромок, но рекомендуется использовать их обрезными. Для того, чтобы в будущем между листами не было коррозии, необходимо проварить соединение с обоих сторон. Применяют для точечной и контактной сварки.
- Прорезной. Бывает в закрытом или открытом варианте. Применяется при необходимости усиления нахлёстанного соединения.
- С накладками. Также используется для усиления стыковых или нахлёсточных швов.
- Торцовый. Листы необходимо наложить друг на друга и сварить по общим торцам.
- С электрозаклепками. Верхний лист необходимо просверлить перед использованием, потом проварить с захватом нижней детали. Соединение считается прочным.
Также соединение может делать различными способами в зависимости от положения детали:
- горизонтальным;
- вертикальным;
- потолочным швом;
- нижним швом (самый удобный, так как он легко контролируется, в отличи от остальных).
Первые 3 варианта сложные и для их выполнения требуется иметь опыт в такой работе.
 Нижнее соединениеИсточник svarkka.ru
Нижнее соединениеИсточник svarkka.ru
Приём сварки на просвет
Сварку труб на просвет (в отсутствии непосредственного соприкосновения) начинают с основательной подготовки места соединения заготовок.
Для сваривания по этому методу подходят лишь трубы среднего диаметра с толщиной стенок не менее 6-12 миллиметров. При этом предполагается выборка фаски под углом 65-70 ° с обеспечением приступа в 2 мм.
Для правильной (соосной) фиксации свариваемых трубных заготовок потребуется внутренний центратор, полностью исключающий какое-либо смещение сборки. Зазор в просвете оставляется порядка 2,5 мм (его легко можно выставить, ориентируясь на электрод соответствующего диаметра).
В итоге можно сказать, что сварка угловых и по-разному ориентированных в пространстве соединений предполагает не только основательную подготовку, но и правильный выбор электродов для неё.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины. В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз
В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.

Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.





