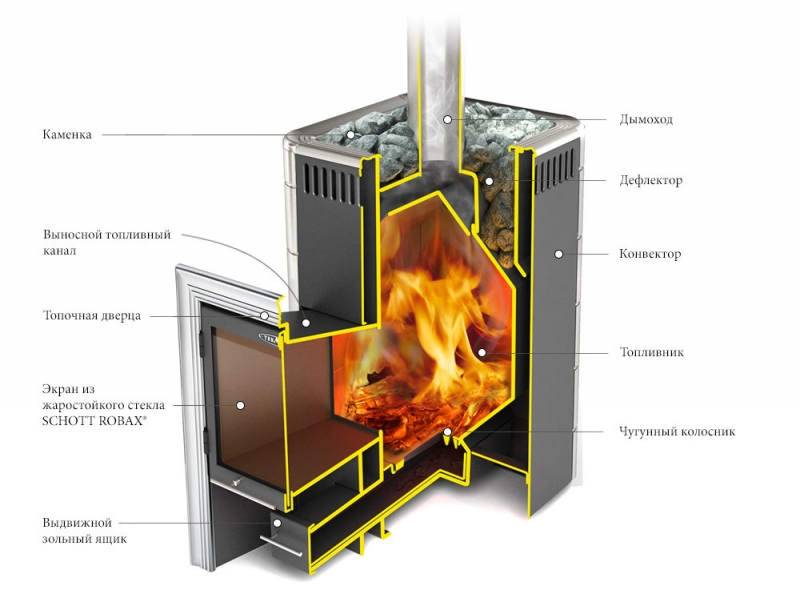
Печь для бани
Микроклимат в русской бане
существенно отличается от восточной парной «хаммам» или суховоздушной сауны. Основные различия в температуре воздуха, уровне влажности и способе получения пара. Агрегат, который отвечает за создание нужной температуры и влажности – это банная печь. Начиная выбор банной печи, у которой будет самая сложная задача – приготавливать русскую баню, стоит определиться с материалом, из которого печь будет выполнена.Разделим их на 3 класса:
- кирпичная печь
- стальная печь
- печь из чугуна
Кирпичная печь славится своим отменным паром, так как в такой печи легко организовать непосредственный нагрев заряда для получения пара – когда пламя проходит сквозь те камни, на которые будет потом подаваться вода для пара. Сначала для заклада использовались камни, а начиная с 19 века состоятельные владельцы могли себе позволить закладывать вместо камней чугун – теплоёмкость чугуна больше камней, и печь больше сможет выдать пара.
 Дополнительный заклад для печи — чугунные шишки.
Дополнительный заклад для печи — чугунные шишки.
Постройка кирпичной печи крайне сложна, умелого мастера нужно ещё поискать, печь крайне тяжела – не менее 2 тонн кирпича, требует частого обслуживания и длительной растопки. Поэтому чаще всего выбор останавливается на металлической печи. Осталось разобраться чем отличаются чугунные печи от стальных.
Чугунные печи
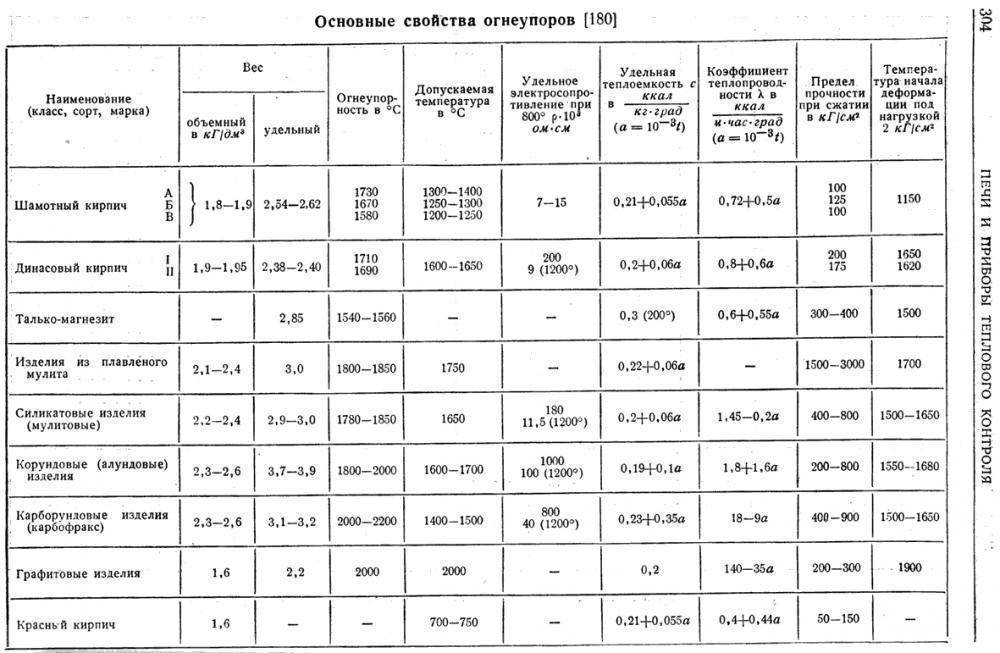
для бани считаются надёжнее стальных, и не просто так. Так как главная задача у банной печи – нагреть как можно сильнее заряд для пара, процесс топки происходит довольно активно, часто температуры печи повышаются до серьёзных значений. А способности противостоять высоким температурам у чугуна заметно выше. Например, такие значения как жаростойкость и жаропрочность хорошо заметны: температура окалинообразования у чугуна начинается не выше чем 900 градусов, тогда как у разных сталей от 400 до 700 градусов. Также сталь быстрее теряет прочность при нагреве, при повышении температуры она становиться мягче, и деталь может начать коробить. Чугун же, из-за наличия высокого содержания углерода и кристаллической структуры сохранят свои прочностные характеристики вплоть до температуры плавления.
 Чугунная каменка печей Гефест является и сводом топки, и закладом с прямым нагревом.
Чугунная каменка печей Гефест является и сводом топки, и закладом с прямым нагревом.
Сварочный шов, нарушающий структуру нержавеющей стали – это еще одно слабое место, в чугунных печах применяются разборные соединения. Также это даёт возможность замены деталей если в чугунной печи не использовались резьбовые соединения.
Так как толщина стальных деталей обычно невелика, стальная печь быстрее начинает греть воздух в бане с момента растопки. Чугунная печь
из-за толщины и массы обладает инертностью, и чтобы не отставать по скорости нагрева стальным, производителям приходится оснащать поверхность печи большим количество рёбер фактически получая радиатор. Высокая масса позволит накапливать тепло и равномерно его отдавать, тогда как тонкую стальную придётся топить постоянно во время парения. В результате и количество расходуемых дров будет не в пользу лёгкой печи, тепло которую печь не успеет передать в парную просто улетит в трубу.
 Облицовка из камня позволяет регулировать нагрев и гасит жесткое ИК излучение
Облицовка из камня позволяет регулировать нагрев и гасит жесткое ИК излучение
Не стоит забывать и про внешнее оформление печи для русской бани: и стальные и чугунные печи рекомендуется закрывать облицовками
из каменных плит: для контроля конвекции, для мягкого теплового излучения и сохранения пара. Внутри облицовки температурный режим еще более жёсткий для печи, и опять спасает чугун с его надёжностью и прочностью.





Какая марка стали лучше для банной печки
Непосредственное воздействие огня приводит к прогоранию стали. Конечно, можно попросту использовать металл толщиной 10 мм и более, но тогда придется подолгу протапливать парную, тратить большое количество топлива для прогрева. По причине использования толстостенных стальных листов, долговечная печь станет экономически невыгодной.
Задача, стоящая перед мастером – сделать конструкцию достаточно прочную, чтобы предотвратить деформацию, прогорание и одновременно имеющую хорошую теплопроводимость. В заводских условиях, для изготовления банных печей используется металл с высокой степенью жаропрочности.
Легированная сталь отличается от конструкционной стали следующими характеристиками:
- Устойчивость к влаге – легированная сталь, применяемая при изготовлении печей для бани, нержавеющая. Отсутствует склонность к коррозии даже при интенсивном нагреве. Отечественная марка жаропрочной высоколегированной нержавеющей стали 08Х17Т. В некоторых источниках указывается на практически полную идентичность характеристик жаростойких сталей данного типа. Конструкционное железо не отличается коррозионной стойкостью, что приходится учитывать при расчете толщины стенок топки.
- Время эксплуатации – срок службы печей из конструкционной стали, 3-4 года. AISI 430 приходит в негодность за 5-8 лет.
- Возможность ремонтных работ – марки жаростойких сталей для изготовления дровяных банных печей, AISI 430 и 08Х17Т, имеют низкое содержание углерода, что делает возможным проведение сварочных работ. Конструкционное железо содержит соединения серы и фосфора, предающие ему хрупкость и ломкость.
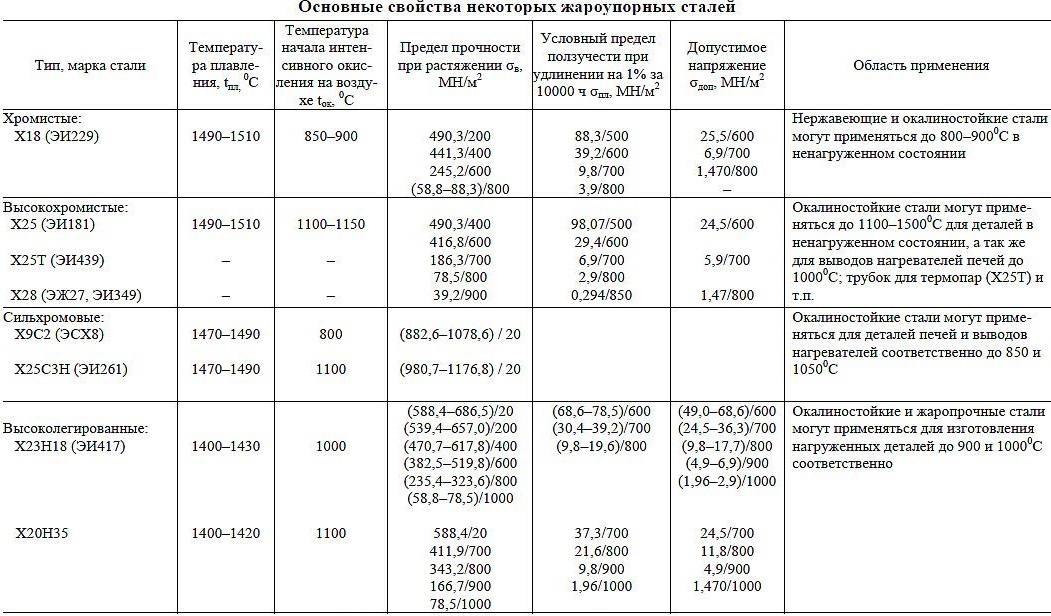
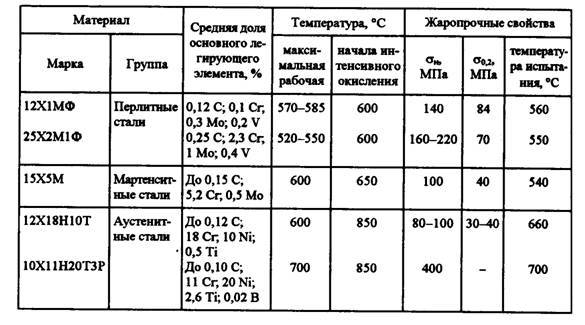
- Жаростойкость – марки жаропрочной стали для печи в баню, AISI 430 и 08Х17Т, выдерживают нагрев до 850°С без изменения структуры металла и его кристаллической решетки. При поднятии температуры до 600 °С, предел прочности остается в районе 145 Мпа. Образование окалины происходит только при разогреве до 8500°С. Металл в банной печи при интенсивной топке нагревается до температуры 450-550°С. У конструкционного материала, параметры жаростойкости меньше.
Читать также: Лучшие ударные дрели 2017
Применение жаропрочных сталей
Область применения рассматриваемого типа сплавов весьма большая. Жаропрочные стали и сплавы предназначены для применения при условии воздействия высокой температуры или агрессивной окружающей среды. Жаропрочные стали применяют для изготовления:
- Корпусных деталей, которые будут подвержены нагреву.
- Деталей конструкции двигателей внутреннего сгорания.
- Деталей и элементов, которые могут контактировать с различной агрессивной средой: жидкость, химикаты и так далее.
Нагрев становится причиной изменения кристаллической решетки, за счет чего из состав выделяется углерод. Обезуглероживание становится причиной потери прочности и твердости поверхности. При изготовлении деталей паровых двигателей или современных двигателей внутреннего сгорания применение обычной стали приведет к ее расширению, за счет чего линейные размеры изменяться. Критическое изменение линейных размеров становится причиной, по которой конструкция перестает правильно работать.
Усложнение процесса производства рассматриваемого сплава становится причиной существенного повышения его стоимости. Однако в большинстве случаев снизить стоимость конструкций нельзя по причине того, что обычные стали будут быстро изнашиваться.
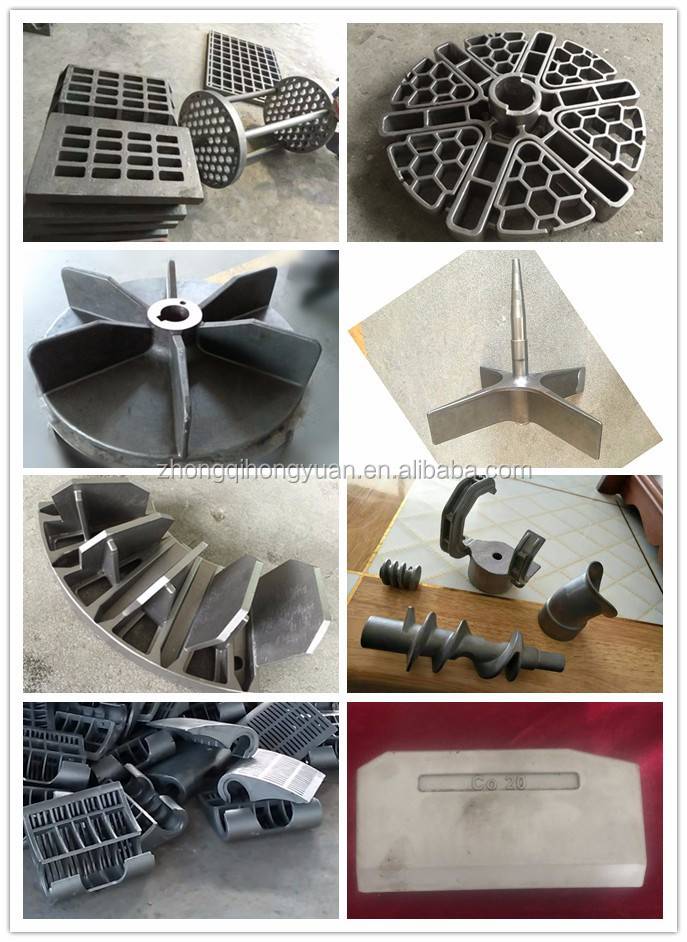
Деталь из жаропрочной стали
Примером применения жаропрочных сталей можно назвать нижеприведенную информацию:
- Турбины работают в сложных эксплуатационных условиях. Для ее изготовления часто используется легированный сплав на основе хрома ХН35ВТР. Подобный материал может выдерживать постоянную нагрузку и вибрацию, а также воздействие жара без изменения своих линейных размеров.
- При изготовлении газовых конструкций могут применять ХН35ВМТЮ. Сгорание газа приводит к нагреву рабочей среды до довольно высокой температуры.
- Компрессоры, которые работают с нагреваемой средой, имеют в качестве подвижного элемента конструкции диски и лопатки. Для повышения КПД подобной конструкции при их изготовлении используется листовой металл небольшой толщины, что существенно снижает устойчивость к воздействию рабочей среды. Именно поэтому при их изготовлении применяется легированный сплав ХН35ВТЮ.
- Роторы турбин также могут быть подвержены воздействию жара. При их изготовлении чаще всего применяют ХН35ВТ.
Важной особенностью рассматриваемых сплавов можно назвать сложность проведения сварочных работ. Жаропрочным сталям характерен процесс разрушения холодного шва
Для решения подобной проблемы применяется современная технология сваривания, которая имеет следующие особенности:
- Для устранения рассматриваемого недостатка проводится общий или локальный нагрев поверхности, что повышает ее пластичность. Данная процедура также проводится для минимизации разницы между температурой на периферии и в точке сварки, что позволяет существенно снизить показатель напряжения.
- После выполнения сварочных работ зачастую проводится отпуск готового изделия на протяжении нескольких часов и при температуре до 2000°С.
За счет отпуска проводится удаление основной части растворенного в структуре водорода, а остаточный аустенит преобразуется в мартенсит.







Сегодня насчитывается несколько десятков разновидностей жаропрочных сталей, все они обладают своими определенными особенностями. Кроме этого отметим, что довольно часто они обладают также коррозионной стойкостью, так как в состав добавляется большое количество хрома. Коррозионная стойкость ко всему прочему существенно повышает срок эксплуатации изделия. Однако сложности, возникающие при легировании и последующем термической обработке существенно повышают стоимость изделий. Кроме этого, жаропрочные сплавы могут иметь самое различное количество легирующих элементов, которые могут придавать материалу и другие особые эксплуатационные качества, к примеру, повышение электропроводности.
Как сделать своими руками?
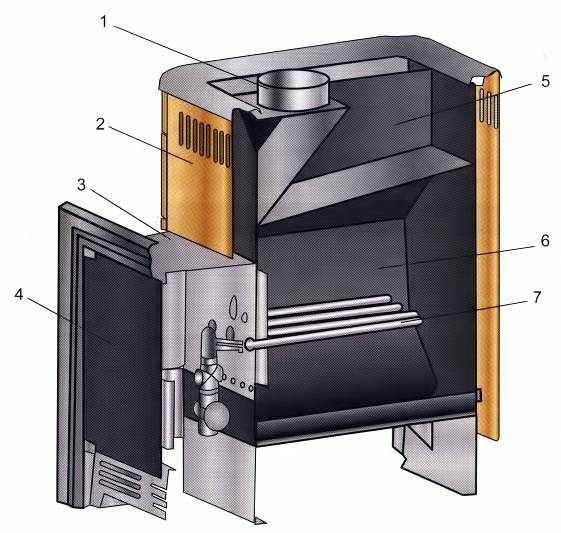
Существует достаточное количество вариантов проектов самодельной печи, однако все они требуют предварительной подготовки чертежа с размерами. Принцип действия отопительных устройств всегда остается одинаковым. Первым делом на схеме прорисовывается топка, размеры которой определяются в зависимости от фактических габаритов парной. Специалисты, кстати, рекомендуют оставлять одинаковыми ширину и высоту конструкции. Топка печки должна подразделяться на два отсека с отдельными дверцами, в одном из которых будет прогорать топливо, а в другом – скапливаться зола. Между ними обязательно планируется колосниковая решетка.

Следом на эскизах прорисовывается верхняя часть конструкции, которая создается из решетки для обустройства каменки. Данный отсек также должен обладать отдельной дверцей. Необходимо сразу упомянуть, что если печь будет делаться из листового железа или стали, то пластины следует брать толщиной от 5 до 8 миллиметров. Получившаяся конструкция сможет производить большее количество тепла, не деформируясь во время работы. Возвращаясь к чертежу, именно верхнюю секцию самодельного агрегата принято заполнять камнями. Наверху каменки должен быть запланирован дымоотвод таким образом, чтобы вокруг него можно было организовать бак с водой. Таким образом, горячий дым, проходящий через трубу, сможет дополнительно прогревать жидкость, и дополнительный котел не понадобится. Данный бак удобнее всего будет сделать из готовой толстой трубы.

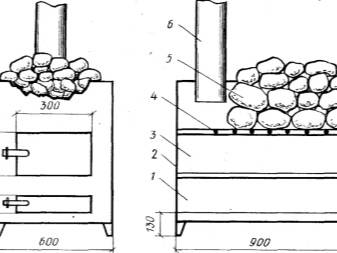
Для изготовления самодельных печей обычно используются нержавеющая сталь, листовой металл или труба. Простейшая конструкция потребует использования стального листа Ст3, толщина которого будет составлять от 5 до 6 миллиметров. Если правильно сварить конструкцию, то ее габариты составят 60 сантиметров в ширине, 90 сантиметров в длине и 80 сантиметров в высоте, что идеально подходит для миниатюрной парной. Патрубок можно получить из готовой трубки с сечением 11,5 сантиметра, длина которой определяется в зависимости от желаний мастера. Сварка швов должна осуществляться на металлическом профиле размером 30 на 30 на 3 миллиметра.


Дверца зольника должна оказаться приблизительно в 2 раза меньше, чем отверстие топки. Между двумя отсеками монтируются чугунные колосники. Их можно использовать готовые либо же сварные из арматуры сечением от 10 до 12 миллиметров. Расстояние между отдельными прутьями должно составить 10 миллиметров. В каменке треть задней части варят при помощи металлического листа размером 30 на 60 сантиметров, в центре которого размещают отверстие для патрубка. Сразу же из листа металла толщиной в 1 миллиметр подготавливается крышка, которая будет перекрывать каменку во время топки, не давая ей остыть. Завершив сварку, необходимо очистить швы от заусенцев и покрыть поверхность печи жаростойкой краской или специальным лаком.

Если в хозяйстве имеется труба с диаметров от 30 до 50 сантиметров, то ее можно задействовать в качестве корпуса для самодельной печки, который останется дополнить лишь несколькими деталями. Явным плюсом конструкции, называемой «Паровоз», является то, что стенки без швов способны к более длительной эксплуатации, чем те, что ими обладают. Металлическая труба в идеале стальная, сразу же подрезается по размерам чертежа. На ее дне вырезается отверстие для зольника, а внутри закрепляются уголки для колосника. Закрыв стальным листом задние стенки каменки и зольника, можно прорезать отверстие для дымохода и приварить к нему трубу.

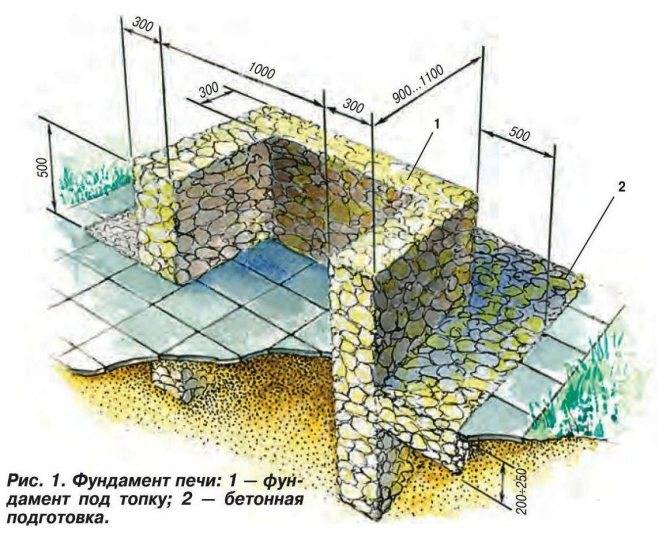
Необходимо добавить пару слов и про подготовку пространства, в котором разместится печка. Для этого потребуется сконструировать основание из металлического листа, огнеупорного кирпича или железобетонной плиты – в общем, любого материала, устойчивого к жару. Перед этим на поверхности создается пятидесятисантиметровое углубление, заполняемое 10 сантиметрами песка и 10 сантиметрами щебня. Поверх сразу же кладется рубероидная гидроизоляция, и основание фиксируется бетонным раствором. Когда бетон застынет, можно добавить еще один слой рубероида и уже сформировать жаропрочное основание, к примеру, в два ряда красного кирпича
Важно, чтобы его высота соответствовала чистовому полу парной
Альтернативным вариантом основания для металлической печи является использование слоев покрытия из асбеста, нержавеющей стали и жаростойкого кирпича, размещенных по направлению снизу вверх. Оптимальная толщина верхнего кирпичного слоя составляет 6 сантиметров.







Дверцы для камина из стекла, виды стекла
 Применение в конструкции камина закрывающих топку дверец позволяет решить несколько практических задач и одновременно украсить его дополнительным элементом декора. В большинстве случаев применяются стальные кованные или сварные дверцы с элементами декора. Полотно обычно закрывается стальным листом или металлической сеткой. Такая конструкция позволяет превратить каминную топку из открытого очага в некоторое подобие закрытой печи, что повышает КПД топки. Как известно, в открытом очаге на обогрев помещения выделяется всего 20% выделенного при сгорании топлива тепла. А при закрытой дверце не только увеличивается тепловой поток, но и существенно экономится топливо. Вот только через стальную дверку невозможно ощутить всю красоту игры пламени.
Применение в конструкции камина закрывающих топку дверец позволяет решить несколько практических задач и одновременно украсить его дополнительным элементом декора. В большинстве случаев применяются стальные кованные или сварные дверцы с элементами декора. Полотно обычно закрывается стальным листом или металлической сеткой. Такая конструкция позволяет превратить каминную топку из открытого очага в некоторое подобие закрытой печи, что повышает КПД топки. Как известно, в открытом очаге на обогрев помещения выделяется всего 20% выделенного при сгорании топлива тепла. А при закрытой дверце не только увеличивается тепловой поток, но и существенно экономится топливо. Вот только через стальную дверку невозможно ощутить всю красоту игры пламени.
Выходом из этой ситуации является установка дверки со стеклянной вставкой. Идея такого варианта дверей была реализована не сразу, сначала стекло использовалось как материал для изготовления экрана или ширмы, что устанавливалась перед топкой. Впоследствии, новые технологии изготовления стекла позволили создать материл, способный выдерживать высокие температуры.
Для создания таких окон используется два вида термически закаленных стекол – боросиликатное или кварцевое. И первый, и второй вид материала изготавливается с применением минеральных добавок с обязательной процедурой закалки – нагрева стекла и резкого остывания до температуры 20-22 градуса.
Закаленное стекло в результате такой закалки приобретает дополнительную прочность и термостойкость. По сравнению с характеристиками начального материала закаленное стекло способно выдержать в 5-7 раз большие усилия при разных видах нагрузок. Но главным преимуществом такого материала выступает его способность выдержать повышение температуры до 1400-1600 градусов.
Но, здесь сразу нужно сделать важное замечание – термически закалённое стекло и автомобильное стекло это разные по своим характеристикам материалы. Первое способно выдерживать высокотемпературные нагрузки, а второе имеет предел нагрева всего в 350-400 градусов
Особенности сваривания
Современные методы сварки позволяют получать прочные сварные швы, устойчивые к образованию горячих трещин на деталях из жаропрочных нержавеющих сталей. Однако сплавы этого типа склонны к разупрочнению и разрушению холодного шва. Для устранения недостатка производится общий или локальный нагрев материала с целью минимизации разницы температур на периферии и в точках сварки для снижения напряжения. После сварки осуществляется отпуск готовых изделий на протяжении нескольких часов при температуре до 2000 °С. В результате отпуска удаляется основная часть растворенного в структуре водорода, а остаточный аустенит преобразуется в мартенсит.

- Содержимое:
- Какая марка стали лучше для банной печки
- Оптимальная толщина металла для печи в баню
- Какими электродами надо варить банную печь
Самодельные печи для бани, обходятся в среднем в 3-5 раз дешевле заводской продукции. Экономия станет еще больше, если сварочные работы выполняются самостоятельно. При изготовлении своими руками, потребуется определиться со следующим:
- Из какого металла делать печь для бани.
- Какая толщина металла будет оптимальной.
- Электроды какого типа стоит использовать, чтобы обеспечить максимальную прочность сварного шва.
От ответа на все эти вопросы, зависит быстрота прогрева парной, срок и интенсивность эксплуатации самостоятельно изготовленной печи.
Классификация жаропрочных и жаростойких сплавов
При температуре до 300 ºС используется обычная конструкционная (углеродистая) сталь – прочный и термостойкий металл. Для работы в условиях свыше 350 ºС требуется применение жаропрочных металлов. Основные виды сплавов повышенной термостойкости и термопрочности:
- Перлитные, мартенситные и аустенитные;
- кобальтовые и никелевые сплавы;
- тугоплавкие металлы.
К перлитным жаропрочным сталям относят котельные стали и сильхромы, содержащие малый процент углерода. Температура рекристаллизации материала повышается за счет легирования молибденом, хромом, ванадием. Сплавы характеризуются неплохой свариваемостью. Производство мартенситных сталей осуществляется с использованием перлитных и добавок хрома, закалки при 950–1100 ºС. Они содержат более 0,15 % углерода, 11-17 % хрома, небольшое количество никеля, вольфрама, молибдена, ванадия. Стали мартенситного класса устойчивы к воздействию коррозии в щелочных, кислотных растворах, повышенной влажности, в случае термообработки при 1050 градусах отличается высокой жаропрочностью.






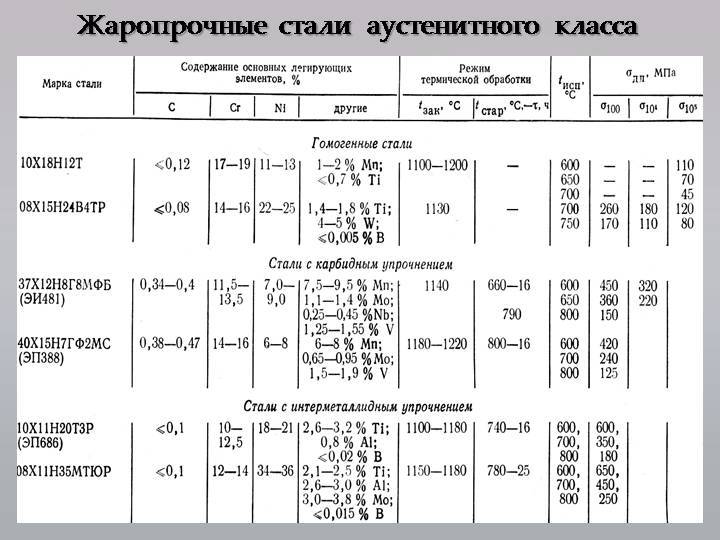
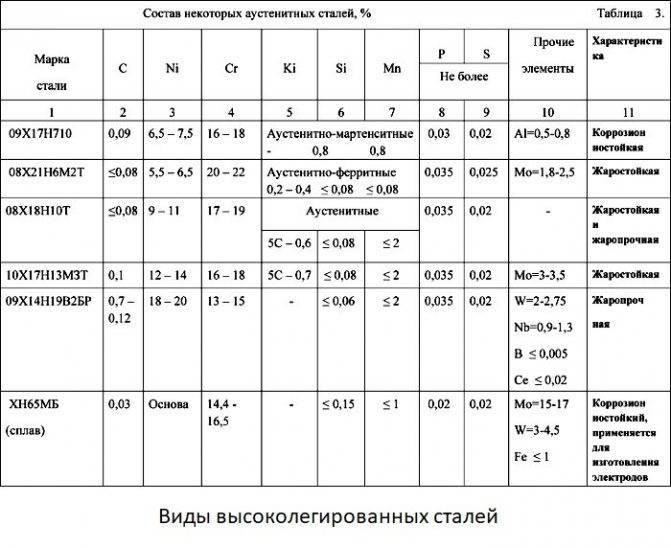
Жаропрочные аустенитные стали могут иметь гомогенную или гетерогенную структуру. В сплаве с гомогенной структурой, не упрочняемых термообработкой, содержится минимум углерода, много легирующих элементов, что обеспечивает сопротивление ползучести. Такие материалы подходят для применения при температуре до 500 °С. В гетерогенных твердых растворах, упрочняемых термообработкой, образуются карбидные, интерметаллидные, карбонитридные фазы, что обеспечивает применение жаропрочных сплавов под напряжением при температуре до 700 °С.
При температуре до 900 °C эксплуатируют никелевые и кобальтовые сплавы: они применяются при производстве турбин реактивных двигателей, являются лучшими жаропрочными материалами. Кобальтовые сплавы по жаропрочности немного уступают никелевым, являются более редкостным. Отличаются высокой теплопроводностью, коррозионной устойчивостью при высоких температурах, стабильностью структуры в процессе длительной работы.
Содержание никеля в никелевом сплаве составляет свыше 55 %, углерода 0,06-0,12 %. В зависимости от структуры различают гомогенные (нихромы), гетерогенные (нимоники) сплавы никеля. Нихромы, изготавливаемые на основе никеля, в качестве легирующей добавки содержат хром. Им свойственна не только жаропрочность, но и высокая жаростойкость. Нимоники состоят из 20 % хрома, 2 % титана, 1 % алюминия. Марки сплавов: ХН77ТЮ, ХН55ВМТФКЮ, ХН70МВТЮБ.
При температурах до 1500 градусов и выше могут работать жаропрочные сплавы из тугоплавких металлов: вольфрама, ниобия, ванадия и др.
| Температура плавления тугоплавких металлов. | |
| Металл | Температура плавления, ºC |
| Вольфрам | 3410 |
| Тантал | Около 3000 |
| Ванадий | 1900 |
| Ниобий | 2415 |
| Цирконий | 1855 |
| Рений | 3180 |
| Молибден | Около 2600 |
Наиболее востребованным является молибденовый сплав. Для легирования применяются такие элементы, как титан, цирконий, ниобий. Для предотвращения коррозии выполняют силицирование изделия, в результате чего на поверхности образуется защитное покрытие. Защитный слой позволяет эксплуатировать жаропрочку при температуре 1700 градусов на протяжении 30 часов. Другие распространенные тугоплавкие сплавы: вольфрам и 30 % рения, 60 % ванадия и 40 % ниобия, сплав железа, ниобия, молибдена и циркония, тантал и 10 % вольфрама.
Какой должна быть продукция?
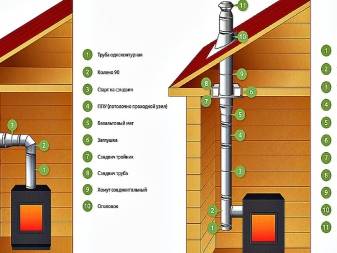
Если вам нужно установить дымоход в бане или газоход каминной печи, необходимо чтобы применяемая трубная продукция полностью соответствовала существующим стандартам. В составе изделий обязательно наличие никеля. Присутствие молибдена сделает конструкцию еще более прочной и надежной.

Наличие серы и хлора в металле не является проблемой. Данные компоненты не оказывают на сплав разрушающего воздействия. Некоторые марки стали содержат в себе титан. Наличие этого компонента позволяет избежать возникновения большого количества карбида.
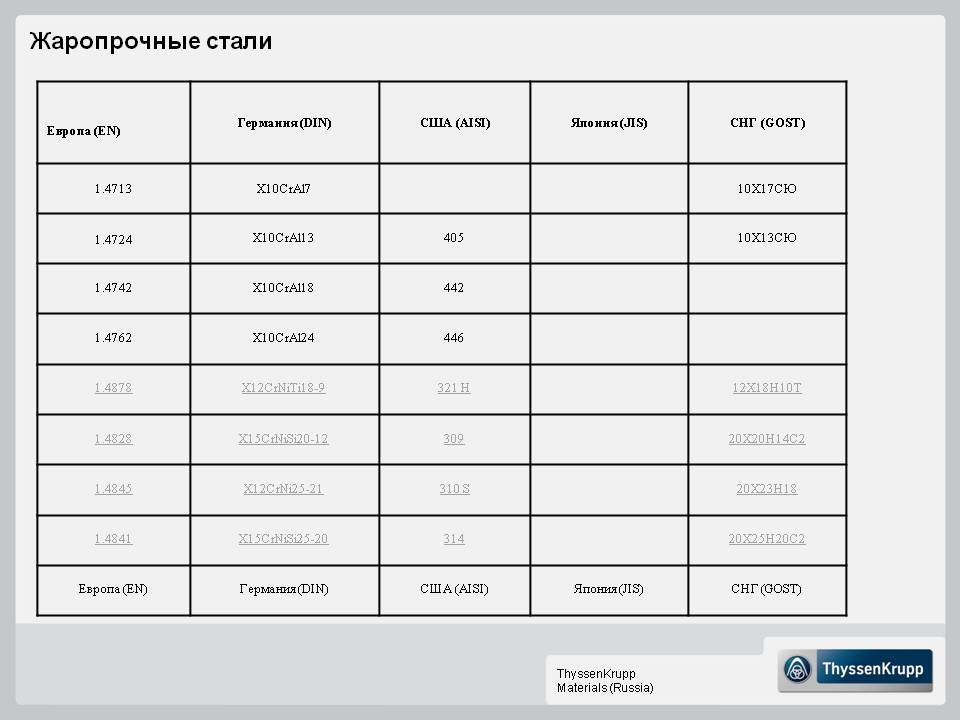
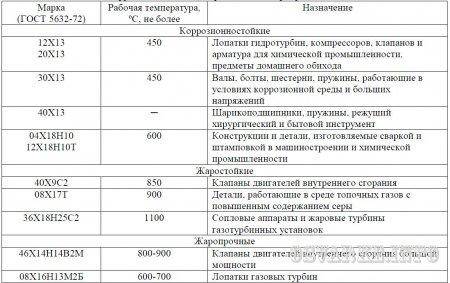
Желательно подбирать трубы таких марок, как:
- 10х1713МДТ;
- 20х23Н18;
- 12х18Н10Т.
Указанные марки материала являются легированными титаном. Их применяют при температурном режиме от трехсот пятидесяти до шестисот градусов. Сталь 20х23Н18 может эксплуатироваться при температуре до ста десяти градусов.

На конструкциях не должно быть неровностей или повреждений. На жаропрочные нержавеющие трубы не наносят полимерное покрытие. Поскольку в этом нет никакой необходимости. Нержавейка сама по себе обладает высокой устойчивостью к коррозийным процессам. Кроме того, этот материал достаточно гибкий. Поэтому монтаж изделий не является сложной задачей. Главное монтировать конструкции под правильным наклоном.
Изделия применяемые для обустройства дымоходов должны быть сертифицированными. Вместе с продукцией предоставляется техническая документация. Она подтверждает, что изделия соответствуют необходимым параметрам и прошли все необходимые тесты.
Полированная нержавеющая сталь
Данный вид нержавейки представляет собой материал с абсолютно гладкой поверхностью и высоким отражающим эффектом. Технологический процесс ее производства отличается от остальных видов нержавейки способом обработки поверхности. Она проводится на специальном оборудовании с использованием контрольно-измерительных приборов.







Этапы шлифовки листового проката.
- Обработка абразивными материалами с помощью специальной ленты.
- Шлифование мелкозернистыми шкурками или щетками.
- Финишная отделка шлифовальными кругами до зеркального состояния.
Сферы применения полированного нержавеющего металлопроката:
- Трубы со шлифованной поверхностью используются для транспортировки нефти, газа, жидких пищевых продуктов и спирта.
- Полированный металлопрокат востребован у дизайнеров. Он позволяет создавать креативные архитектурные проекты.
- Материал широко используется для изготовления бытовой техники, медицинского оборудования и инструмента, приборов для пищевой промышленности.
Полированные легированные металлы применяют во всех областях народного хозяйства, где требуется абсолютно гладкий и прочный материал, отвечающий нормам экологической безопасности.
Назначение
По своему назначению различают:
- изделия, предназначенные для сверхбольших нагрузок и сред под высоким давлением;
- трубы жаропрочные для котлов;
- изделия подшипниковые;
- магистральные трубы;
- трубная продукция для геологоразведочных работ и нефтедобычи;
- водогазопроводные трубы;
- изделия для химической промышленности.

Чтобы отвести продукты сгорания, нужны специальные огнеупорные трубы для печей, каминов, котлов. Такие изделия должны выдерживать не только высокие температурные режимы, но и агрессивные среды, содержащие серную и азотную кислоты, выделяющиеся в процессе горения топлива. В некоторых случаях температура может достигать 1000 градусов.
Для обустройства дымоходов производителями выпускается жаропрочная труба – сталь для которой относится к аустенитной группе (AISI 304), имеющей в своем составе повышенное содержание никеля, углерода и хрома. Эти легирующие элементы необходимы для придания сплаву высокой устойчивости к коррозийным процессам и повышенной пластичности.
Жаропрочные нержавеющие трубы с толщиной стенок не менее 0,5 миллиметра способны обеспечивать абсолютную эксплуатационную безопасность в условиях высоких температур.