Как правильно подобрать сушильный шкаф для электродов
Для выполнения задачи высушивания и прокаливания подходят разные сушильные шкафы, цены на которые могут значительно отличаться
Дадим несколько советов, на что стоит обращать внимание при покупке печи
- Вместительность. Подбирать электропечь для электродов нужно, исходя из максимального объема предполагаемых работ.
- Мощность. Производитель располагает обширным модельным рядом, из которого можно выбрать оборудование подходящей мощности.
- Напряжение. Перед тем, как купить и установить прокалочную печь для электродов, стоит проверить состояние электропроводки на объекте и возможность подключения аппарата к питающей сети.
- Габариты. Размеры и вес печи имеют значение только в том случае, когда планируется ведение работ в полевых условиях. Если сварка проводится в одном помещении, эти параметры не играют большой роли.
- Дополнительные функции. Предполагает наличие программаторов, интерфейса и других вспомогательных устройств, облегчающих работу.
Наличие программного управления сушильной печи позволяет задавать точные параметры работы

Чтобы быть абсолютно уверенными в качестве предлагаемого оборудования, заказывайте печи для прокаливания электродов только у проверенного поставщика.
Сварочные электроды промокли что делать
Если сварочные электроды промокли, то сразу выбрасывать их не целесообразно. Можно попробовать их реанимировать. Весь процесс будет состоять из 2-х этапов, а именно:
Сушка – в течение 2-3 часов при температуре 100ᵒ С (не более, поскольку повышение температуры может вызвать расслаивание и даже отпадание обмазки);
Прокаливание – в течение 1,5-2 часов при температуре 220-270ᵒС (температуру лучше повышать постепенно).
Следует отметить, что если электроды намокли довольно сильно, то даже тщательное просушивание и прокаливание не сможет гарантированно обеспечить отсутствие пор в швах. Целесообразно использовать такие электроды для сварки в тех местах, где наличие пор не критично и к качеству швов.
ВАЖНО!
Нельзя в домашних условиях проводить прокаливание электродов:
В пламенных печах;
В микроволновых печах;
В электрических духовых шкафах не оснащенных системой вентиляции – в этом случае следует проветривать печь для предотвращения накопления влаги. Если этого не делать, накопившаяся в ходе прокаливания влага влияет на покрытие электродов, что может привести к ухудшению качества электросварного шва (появлению микротрещин и пр.).
В каких случаях нужно проводить прокаливание электродов
Длительное хранение электродов предполагает обязательное их прокаливание перед использованием в таких случаях:
При хранении на складе более З-х месяцев;
При нахождении электродов на рабочем месте в течение 5-ти и более суток.
Высушить электрод означает привести его в рабочее состояние, при котором дальнейшее его использование позволяет получать высококачественное электросварное соединение без повреждений шва и наплавок.
Отечественные производители электродов сопровождают свою продукцию специальной инструкцией (на упаковке), где указаны все специфические моменты сушки (температурный режим, время и пр.). Разные типы электродов нуждаются в разных условиях прокаливания, к примеру:








Электроды с маркировкой Э42-Т – прокаливают 1 час при температуре 180ᵒС;
Электроды с маркировкой Э42А-Ф, Э55-Ф – прокаливают 1-2 часа при температуре 400-450ᵒС.
Процесс прокаливания должен проводиться в электрических печах, мощностью 10кет, напряж. – 36 Вольт.
Отдельно следует отметить, что НЕ РАЗРЕШАЕТСЯ проводить прокалку электродов более З-х раз (заводская прокалка в учет не принимается). Если электрод после трех прокаливаний не показывает должный уровень качества шва, его дальнейшее использование не рекомендуется.
Как хранить электроды?
Оптимальные условия для хранения электродов могут обеспечить специальные герметичные термопеналы. Эти изделия позволяют поддерживать определенные условия (температуру и пр.), которые дают возможность электродам оставаться длительное время в сухом состоянии. При хранении электродов в термопеналах, прокаливание перед началом работы можно не проводить.
- Сколько раз можно прокаливать электроды
- Как выглядит термопенал пенал для электродов
- Какой сушильный шкаф нужен для электродов
- Какой ток выбрать для сварки электродами
- Как подобрать электроды для сварки
- Прокалка электродов
- Печь для электродов
- Качественные электроды
- Для разнородных сталей
- Для сварки Нержавейки
- Для сварки Чугуна
- Для сварки Алюминия
- Для сварки Меди
- Для профильных труб
- Для подводной сварки
- Импортные электроды
- Электроды для наплавки
- Для сварки инвертором
- Для резки металла
- Для тонкого металла
- Для пищевой нержавейки
- Для сварки и наплавки чугуна
- Для сварки швеллера
Какими электродами варить арматуру Сварочные электроды ниат-1 Электроды озс-6 Электроды типа э46
Как прокалить электроды в домашних условиях, как сушить, в духовке, феном, своими руками

Важность прокаливания материалов перед выполнением сварочных работ доказана многими профессионалами. Отсутствие термической обработки влияет на качество как во время сварки, так и после
Плохое поджигание и залипание стержня, осыпание обмазки, ненадежность и дефективность сварного соединения, неудовлетворительный внешний вид готового изделия (на фото справа: пузырчатый шлак от сырой обмазки) – и это только основные проблемы.
Прокалить или просушить – в чем разница
Процедуры прокалки и сушки схожи практически по всем параметрам. Однако, есть некоторые незначительные различия. Прокаливание выполняется строго по инструкциям, представленным на упаковке (как на фото выше). цель просушивания – удаление влаги
Поэтому для данной процедуры не так важно точно и серьезно следовать рекомендациям
К сведению! Многие сварщики-профессионалы просто держат электроды на радиаторе отопления и это заменяет им прокалку. Это если варить, к примеру, скамейку или калитку
Но когда варят корабли или трубопровод под давлением, тогда важно соблюсти технологию
Таким образом, в некоторых случаях можно применять “народные” средства для осуществления термообработки. Но для этого необходимо обладать информацией о том, как просушить электроды в домашних условиях. Сведения следует черпать из надежных источников и полагаться только на мнения мастеров. Основные разъяснения о том, как просушить электроды в домашних условиях указаны ниже.










Способы сушить и прокаливать электроды в домашних условиях
Находчивость некоторых специалистов в области сварки привела к появлению нескольких действенных способов для обработки материалов без использования специальной оснастки. Рекомендуем также ознакомиться с этим материалом, о том, как прокаливать.
Наиболее востребованным и простым методом является улучшение сварочных стержней путем прокаливания в духовке.
Данная процедура включает несколько этапов, после ознакомления с которыми любой начинающий сварщик будет знать, как прокалить электроды в духовке:
- для сушки подойдет в большей степени электрическая духовка, нежели газовая. В газе содержится небольшое количество воды, также прогрев нельзя проводить на открытом огне;
- следует разогреть духовку до 200-250 градусов (или до той температуры, которая написана на упаковке);
- поместить сварочные прутки внутрь;
- плотно закрыть дверцу;
- выждать 1,5-2 часа;
- отключить прибор, дать ему и материалам постепенно остыть.
Если мастеру нужно знать как высушить электроды в домашних условиях, то необходимо ознакомиться с ещё одним “народным” способом – прогревание материалов строительным феном.
Для проведения данной процедуры сварщику понадобится инструмент, способный выдавать температуру до 150 градусов, и емкость (труба) для загрузки материалов. Электроды загружаются в трубу, диаметр которой должен подходить по размеру к диаметру устройства.
В емкость направляется горячий воздух и процесс продолжается столько, сколько необходимо для конкретных материалов. На некоторых моделях фенов можно задать нужную температуру.
Правда, так мы уже приближаемся к созданию самодельной печи.
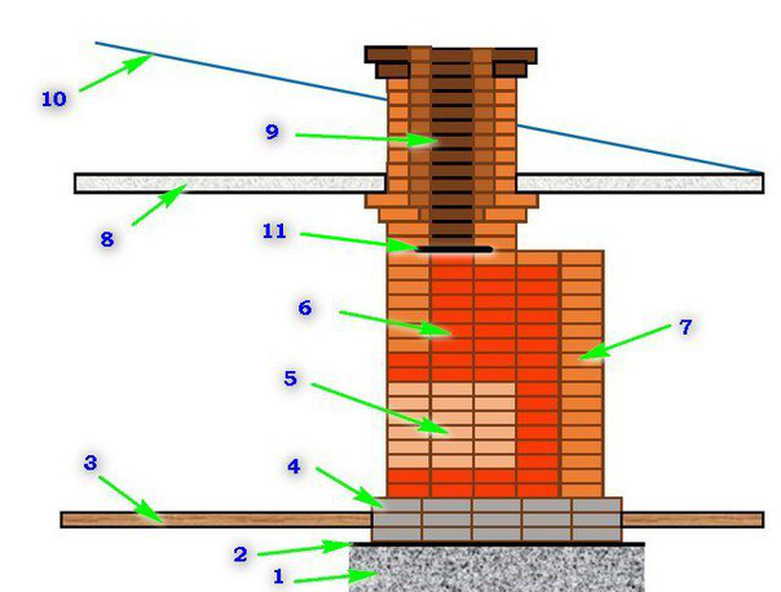
Некоторые умелые мастера строят печь для прокалки электродов своими руками:
- для этого необходимо сварить каркас из профильной трубы;
- снаружи каркас “обшить” листовой оцинкованной сталью, изнутри – стекломагниевым листом;
- швы и стыки замазать герметиком;
- пространство между внешним и внутренним слоями заполнить минеральной ватой, которая будет служить термоизолирующим материалом;
- слой СМЛ покрыть зеркальной нержавейкой;
- для предотвращения темлопотерь на дверце необходимо разместить силиконовый уплотнитель;
- для загрузки материалов необходимо внутри прибора прикрутить уголки и сварить решетки.
- печь для сушки электродов также необходимо оборудовать термодатчиком.
Самостоятельно построенная печь для прокалки электродов
Данная схема может допускать некоторые изменения.
Учтите! Качество вышеперечисленных способов не сравнится с результатами, которые показывает специализированное оборудование. Для осуществления сварки не ответственных изделий, подойдет и обработка в домашних условиях
Потому как выполнение бытовой сварки не требует от металла сварного шва высоких показателей, внешний вид и качество готового изделия, чаще всего, также не играет важной роли
При какой температуре прокалить электроды?
Все зависит от типа электрода и типа обмазки.
- С рутиловым покрытием, общего назначения (Э-38, Э42, Э-46) – 150… 270 °С в течение 1–1,5 часа.
- С основным покрытием, общего назначения (Э42А, Э-46А, Э50 и другие) – 300… 450 °С в течение 1-2 ч.
- С кислым покрытием – 185… 190 °С, 1 ч.
- С целлюлозным покрытием – 155… 160 °С, 15 минут.
- Специального назначения – 300… 450 °С, 1–2 ч.
Для наглядности на примере наиболее известных марок покажем, как и сколько прокаливать электроды, в виде таблицы.
| Марка | Температура прокалки (+/- 20 °С) | Время выдержки, ч. |
| УОНИ-13/45 | 400°С | 3 |
| УОНИ-13/55 | 465°С | 3 |
| АНО-4 | 200°С | 2 |
| АНО-9 | 360°С | 2 |
| ОЗС-6 | 200°С | 2 |
| ОЗС-12 | 200°С | 2 |
| МР-3 | 200°С | 2 |
| ЦУ-7 | 360°С | 2 |
| НЖ-13 | 250°С | 1 |
| ЦЛ-17 | 380°С | 2 |
| ОЗЛ-7 | 250°С | 1 |
Зачем необходима сушка
Для начала разведем понятия «сушка» и «прокаливание», поскольку это не одно и то же. Начнем с первого – в соответствии с последовательностью термообработки изделий. Электродная обмазка любого типа – основного, рутилового и т. д. – весьма чувствительна к влаге. Она хорошо абсорбирует ее из внешней среды – и в открытом пространстве, и в помещении, при этом необязательно с повышенной влажностью.
Типичные ситуации:
- сварочные работы выполняются на открытом воздухе, а электроды уже извлечены из герметичной упаковки и находятся в таком состоянии даже всего несколько минут;
- изделия хранятся в упаковке с нарушенной герметичностью в течение нескольких месяцев или лет;
- материал извлечен из упаковки и пролежал так в помещении с нормальной или повышенной влажностью 8 и более часов.
Все эти случаи требуют удаления влаги из обмазки. Отсыревая, она теряет свои потребительские свойства, а со временем начинает осыпаться. Варить такими стержнями трудно или просто невозможно – при подаче тока они залипают на поверхности металла, не давая ни первого поджига, ни стабильной дуги.









Есть и еще одна причина, по которой нужна сушка электродов. Если сразу начать прокаливание (а это очень высокие температуры), с отсыревшего покрытия будет интенсивно испаряться влага, в результате на обмазке образуется налет извести и соли. Поэтому необходим предварительный прогрев в течение 1,5–2 часов при t 100 °С (усредненные значения, варьируются в зависимости от типа и марки).
Как просушить электроды наиболее эффективным способом? Вариантов несколько, все зависит от условий и оборудования, которым вы располагаете.
Как сушить электроды в домашних условиях
Главной целью прокалки является уменьшение процентного содержания влаги в покрытии сварочных электродов, структура при этом никоим образом не меняется. Чтобы высушить электроды не нужно владеть особыми навыками или знаниями. Достаточно посмотреть на упаковке температуру и время проведения процесса. В среднем советуется проводить процедуру при температуре 220 – 250 градусов в течение 1,5 – 2 часов.
Для этого можно воспользоваться любым нагревательным прибором, который у вас есть дома. Отлично подойдет электродуховка или газовая духовка. Электродуховка более пригодна для сушки, чем газовая, так как в газу содержится некоторое количество воды и ни в коем случае нельзя проводить прогрев на открытом огне. Качество такого способа ни сравнится с результатом, используя профессиональный шкаф или пенал.
В данной ситуации самым неправильным решением будет совсем не прокаливать электроды. Это приведет к увеличенному расходу материалов, некачественному шву, и потери времени, а в худшем варианте переделке всей работы.
Прокалка и сушка в домашних условиях
Любители интересуются, как просушить электроды в домашних условиях, если нет специальных печей. Для этого используют обычные духовки, в которых пекут пироги.
- Распаковать электроды и взять нужное для работы количество.
- Положить в духовку. Желательно использовать не лист, а решетку.
- Включить интенсивный всесторонний нагрев.
- Выставить температуру более 200⁰, какую можно получить в данной модели духовки.
- Выдержать 2 часа.
- Переложить в термопенал.
Духовка используется электрическая. Газовый фитиль выделяет при горении копоть, влагу и другие вещества, оседающие на обмазке и ухудшающие ее свойства.
Сушку электродов в домашних условиях можно проводить с помощью термопенала. Надо взять паспорт и посмотреть максимальную температуру нагрева. Затем свериться с таблицей на упаковке электродов. Она зависит от материала стержня. Нагреть камеру до максимума, через 2 часа переключить на 110⁰. Такой температуры достаточно, чтобы высушить электроды.
В дом обычно идет от столба провод, рассчитанный на 2 КВт. Он может не выдержать нагрузки от термопенала.
Некоторые умельцы, много занимающиеся сваркой, рекомендуют электроды просто укладывать в пачке на радиатор отопления. Они утверждают, что за несколько дней происходит полноценная просушка обмазки. Для простых конструкций, не требующих особо прочных швов, такой способ может и подойти.
Правильный нагрев проводится температурой больше 100⁰, чтобы вода испарялась. Количество воздуха должно быть небольшим с минимальным содержанием влаги.

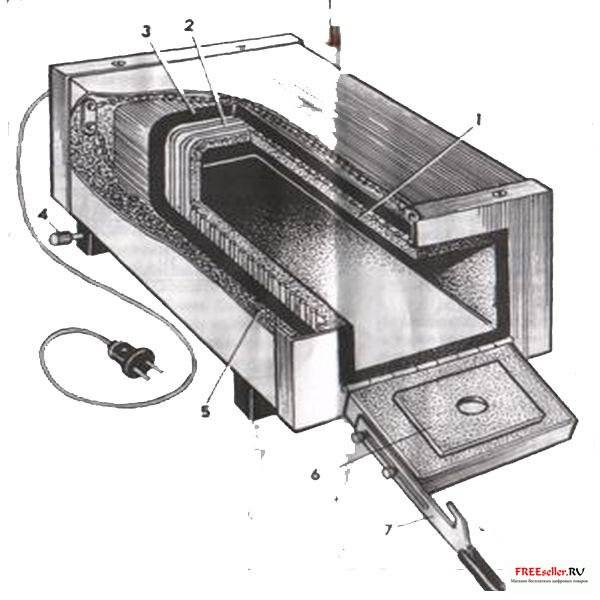
Изготовление пенала для электродов своими руками не представляется сложным. Он похож на маленькую муфельную печь. В качестве теплоизолятора используется минвата или асбестовая труба.
Камера изготавливается из листа нержавейки толщиной 2 мм. сверху покрывается изоляционной тканью. Затем наматывается спираль. В качестве материала для камеры можно использовать пожарный рукав. Он способен выдержать температуру до 200⁰C, не пропускает влагу и сделан из электроизолирующей ткани. Концы от спирали выводятся назад и все закрывается минватой.
Корпус можно сделать из металлического листа, использовать остатки ламинированной кровли и металлопрофиля. Он делится на 2 части. Передняя большая, вмещает в себя термокамеру. Сзади небольшое пространство для установки переключателя и вывода проводов. Сверху крепится ручка для перемещения. Впереди монтируется скоба – упор.
Обмотанная минватой камера помещается в корпус и крепится. Крышка двойная, внутри слой теплоизолятора.










Калить электроды в самодельной камере сложно. Она используется скорее как сушилка.
Сроки и виды
Электроды применяются для сталей с разным уровнем легирующих элементов, конструкционных, теплоустойчивых, пластичных металлов, наплавления.
Марки, предназначенные для определенного вида работ, классифицируются по стержням, покрытым оболочкой. Самыми популярными являются УОНИ:
- стержни УОНИ 13-45 содержат никель и молибден;
- УОНИ 13-65 используют для сварки в сложных условиях, так как возможны работы из любого положения.
- МР-3С для низколегированного сырья;
- МР-3Т для углеродистых сталей;
- ЛБ-52у – сварка труб;
- ОК 53.70 – низкоуглеродные;
- ОК 46.00;
- ОЗС-6;
- ОЗС-12.
Обязательный элемент – защитное покрытие, состоящее из:
- компонентов для горения дуги;
- раскисляющих веществ;
- каолин, слюда;
- алюминий, кремний;
- связующие вещества.
Исходя из состава, выделяют виды:
- целлюлозное – используется для постоянного, переменного тока. Недостаток – разбрызгивание;
- кислое не применяется для вертикального положения;
- рутиловое не подходит для стали с высоким содержанием серы, углерода;
- основное эффективно для соединения металла большой толщины.
О толщине покрытия скажут буквы:
- М – тонкое;
- С – среднее;
- Д – толстое;
- Г – особо толстое.
При соблюдении условий имеют неограниченный срок годности и хранения.
Производители
Рынок сталеплавильной электродуговой техники завален предложениями о поддельных, кустарных моделях по низкой цене. Поэтому планируя покупку, найдите в интернете сайт производителей подобной техники и закажите печи напрямую или через официальных дилеров. Покупая агрегаты у непроверенного продавца, вы рискуете приобрести некачественную и недолговечную конструкцию, пускай и за небольшие деньги.
Приведем краткий список компаний производителей электродуговых печей:
- Группа компаний «Thermal Technology» производит разнообразные по конструкции и мощности сталеплавильные агрегаты для лабораторных исследований и металлургической промышленности. Высокотемпературные печи могут проводить плавку в вакууме или при атмосферном давлении. Во всех случаях проводится тщательный контроль состояния воздуха в камере с расплавом. Технику используют не только в сталеплавильной отрасли, она успешно работает при выращивании монокристаллов и для получения оптоволокна.
- Российский производитель, компания «Оптим Толедо» выпускает электрические сталеплавильные печи для промышленных установок под маркировкой «ДППТ» и «ЭШП». Модели «ДППТ» — одни из самых мощных промышленных сталеплавийных электродуговых печей. В них собран весь запас конструкторов и эксплуатационников при проведении разработки проекта для плавильных устройств, работающих на переменном электрическом токе. Мощные преобразователи постоянного тока работают для обслуживания печей, модели ДСП.
- Дуговая сталеплавильная печь от Тайваньской компании «LEGNUM» — популярная марка производителей на российском рынке. Тиристорные электрические плавильные печи работают не только с металлами. Простота и надежность конструкции позволяет выполнять устройства в 2 вариантах. Они могут поставляться с гидравлической модификацией или редукторной. Отлично подходят для малого и среднего сталеплавийного предприятия с 3уровнем производительности свыше 2000 тонн в течение года.
- С 1989 года на российском рынке успешно работает научно – техническая компания «ЭКТА», специализирующаяся на выпуске термического промышленного оборудования. Научные методы, используемые при разработке и проектировании печей позволяют компании конкурировать с зарубежными производителями, особенно по соотношению цены и качества продукции. Дуговые печи переменного и постоянного тока могут использоваться для производства сплавов алюминия и других металлов.
- Печи от китайской компании «Чжэнчжоу Ланьшо промышленная печь» обеспечивают быструю плавку при пониженной себестоимости работы агрегата. Минимальные габариты при большом объеме загрузки, отличные показатели по теплоотводящим характеристикам и минимальный уровень загрязнения окружающей среды при полной загрузке и плавления шихты – это не полный список достоинств этой техники. Модели «KGPS 200кВт» применяются для производства нержавейки, чугуна, всех видов легированных, жаропрочных и конструкционных сталей. Можно использовать для получения цветных и драгоценных металлов.
Цены указывать нет смысла, они очень быстро меняются. Поэтому, советуем обратиться к производителям напрямую и узнать стоимость на интересующую вас технику.
Выбираем недорогую печь для сушки и прокалки электродов — обзор лучших вариантов

В процессе хранения, даже если оно и организовано по правилам, сварочные электроды теряют часть своих свойств. Это вызвано, прежде всего, тем, что они в какой-то степени впитывают влагу. Прокалка (просушка) восстанавливает характеристики изделий и обеспечивает надлежащее качество сварного шва.
На практике (в быту) для сушки электродов применяются духовые шкафы (электрические). При этом рекомендуемая температура должна быть в пределах +250 °С, а время на проведение операции – порядка 2 ч (± 30 мин), хотя многое зависит и от вида электродов. На рынке представлены различные модели печей для прокалки электродов, которые отличаются как габаритами, так и весом. Одни предназначены только для стационарного размещения, другие являются переносными.
На что обратить внимание
- Напряжение питания. Оно может быть 380, 220 или 36 (В). Следует учесть, где печь будет установлена и как ее подключать. Если нет возможности (или экономически нецелесообразно) прокладывать новую «линию», то придется ориентироваться на то напряжение, которое уже «заведено» в помещение.
- Мощность. Чем она выше, тем меньше времени потребуется на термообработку электродов.
- Тип нагревательных элементов и возможность их замены и приобретения запасных.
- Особенность регулировки температуры и ее предельные значения.
- Вместимость термокамеры (объем ее загрузки). Как правило, выражается в «кг».
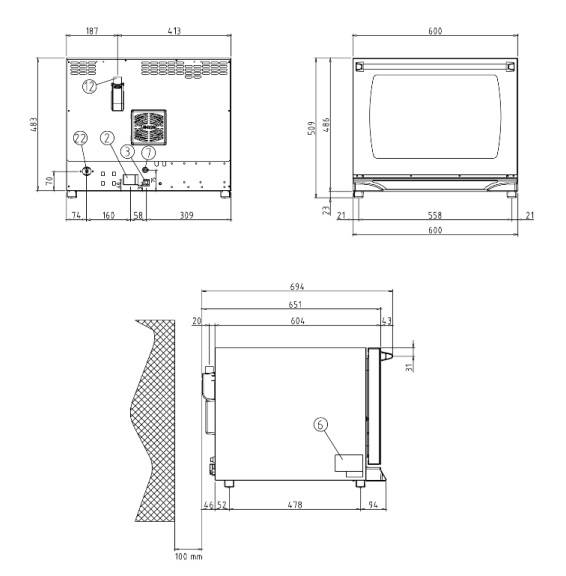
- Линейные параметры. Они определяются в соответствии с выбранным местом установки печи.
- Вес. Имеет значение, если предполагается систематическая перевозка шкафа на новый участок работы.
Производством печей для для прокалки электродов занимается довольно много компаний. Каждая модель имеет свои специфические особенности, поэтому и разброс цен достаточно велик – от нескольких до десятков тысяч рублей. Для бытового использования или малого предпринимательства покупка дорогих печей вряд ли целесообразна.
Ведь подобные изделия не отличаются универсальностью в применении, так как решают сравнительно узкий круг задач.
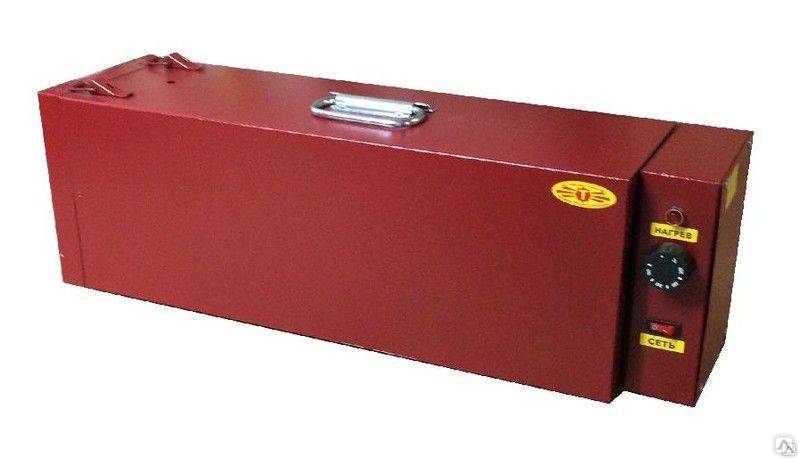
«ПСПЭ»
Такие печи выпускаются в различных модификациях, причем стоимость самой дорогой – около 34 000 рублей. С точки зрения оптимального сочетания цены и функциональных возможностей для применения в быту целесообразно остановить выбор на двух шкафах. По основным параметрам они схожи. Питаются от сети 220 В и имеют диапазон регулирования температуры от +50 до +400 °С. Даже габариты практически одинаковы (Д-Ш) – 222 х 710 (мм). Разница только в высоте. Для печи серии «10 – 400» она равна 305 мм, а изделие «20 – 400» на 30 мм выше.







Объем загрузки: для «10» – 10, для «20» – 20 (кг). Вес шкафов соответственно 15 и 18 кг, что позволяет перевозить их даже на личном автомобиле. Мощность «десятки» 0,7 кВт, у «двадцатки» она в 2 раза выше.
«10 – 400» – 4 180 рублей;
«20 – 400» – 6 475 рублей.
«ЭПСЭ»
Мощность 1,0 кВт (220 В) позволяет одновременно обработать до 10 кг электродов. Предельная температура – 400 0С. Вес шкафа 15 кг (222 х 720 х 265).
Цена – 3 485 рублей. Модель с загрузкой 20 кг стоит примерно на 1 000 рублей дороже.
Существует и другое специальное оборудование для просушки (отдельные модели и для хранения) электродов – термокамеры переносного типа, весом до 10 кг (например, «СНО») и термопеналы. Последние часто производятся по заказу, поэтому их конструктивное исполнение может быть практически любым. К примеру, пластиковый корпус. Но они имеют ограничение по температуре рабочей среды – как правило, не более 350 °С, хотя во многих случаях этого вполне достаточно.
К примеру, один из самых дешевых термопеналов (ПТ – 5) стоит 1 215 рублей. Самая дорогая модель этой серии (ПТ – 5 – 150) с загрузкой до 5 кг – 4 490 рублей.
Что учесть
- Проводить дополнительную термическую обработку электродов можно до 3 раз, не более. Если в результате третьей прокалки не удается повысить работоспособность изделия, то оно отбраковывается как непригодное к дальнейшему использованию.
- Для разных типов электродов выбираются свои, оптимальные режимы просушки. Например, «Э-42Т» выдерживаются в течение 1 часа при 180 °С, а Э42А-Ф-Э55-Ф – при 400 °С от 1,5 до 2 часов. Поэтому перед термообработкой изделий необходимо уточнять особенности технологии прокалки конкретной продукции.