Изготовление инвертора для опытных мастеров
Сборка самодельного аппарата такого типа достаточно сложна. Для этого нужно обладать опытом ремонта электронных устройств. Однако приобретать дорогие детали и узлы для этого необязательно. Блок питания извлекают из нерабочего компьютера или телевизора.
Схема прибора
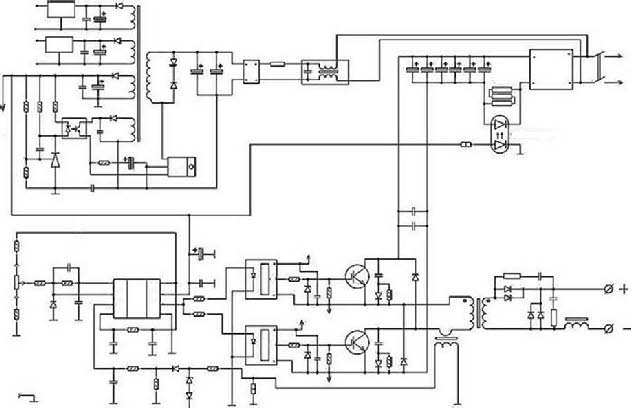
При первой сборке рекомендуется использовать простую готовую схему, включающую следующие элементы:
- Питающий блок для преобразователя и управляющей системы. Изготавливается из оптрона, используемого для подачи тока компонентам компьютера.
- Блок накопления заряда для дежурной дуги. Изготавливается на базе транзисторов КТ972, которые размещаются на радиаторах. Для соединения этих компонентов используют автомобильные реле на 40 А. Для управления применяются защитные автоматы номиналом 25 А. Напряжение холостого хода составляет 300 В, при сварке этот параметр снижается до 50.
- Преобразователь тока. Самыми важными частями этого блока являются катушки индуктивности. Настройку их параметров производят посредством резисторов. При несогласованности значений ток имеет недостаточную силу.
- ШИМ из печатной платы US3845. Деталь снабжают транзисторами марки КТ972.
Рассматриваемая схема инвертора преобразует поступающее от сети переменное напряжение в постоянное. Это помогает получить ток с характеристиками, требуемыми для формирования прочного сварного соединения.
Необходимые элементы
Для сборки агрегата понадобятся:
- компьютерный блок питания;
- медные провода;
- микросхема US3845 (приобретается в готовом виде);
- корпус от старой СВЧ-печи или системного блока;
- транзисторы.
Как сделать своими руками?
Хотя инверторные сварочные аппараты в широкой продаже в современном исполнении, стали доступны относительно недавно, они не являются чем-то новым. По сути, добавилось только удобное цифровое управление и более современные электронные компоненты.
Принцип же работы, как и сам аппарат были разработаны несколько десятков лет назад, да и сегодня, многие схемы сборки актуальны. Собрать самостоятельно инвертор можно имея старые электротехнические детали, на основе современных электронных компонентов. Такой аппарат выйдет значительно дешевле, чем заводской аналог.
Необходимые материалы и инструменты
Для сборки аппарата понадобятся:
- Ферритовый сердечник для силового трансформатора.
- Шина из меди или проволока для создания обмоток.
- Фиксирующая скоба для соединения половинок сердечника.
- Термостойкая изолента.
- Компьютерный вентилятор.
- Транзисторы.
- Паяльник, пассатижи, кусачки.
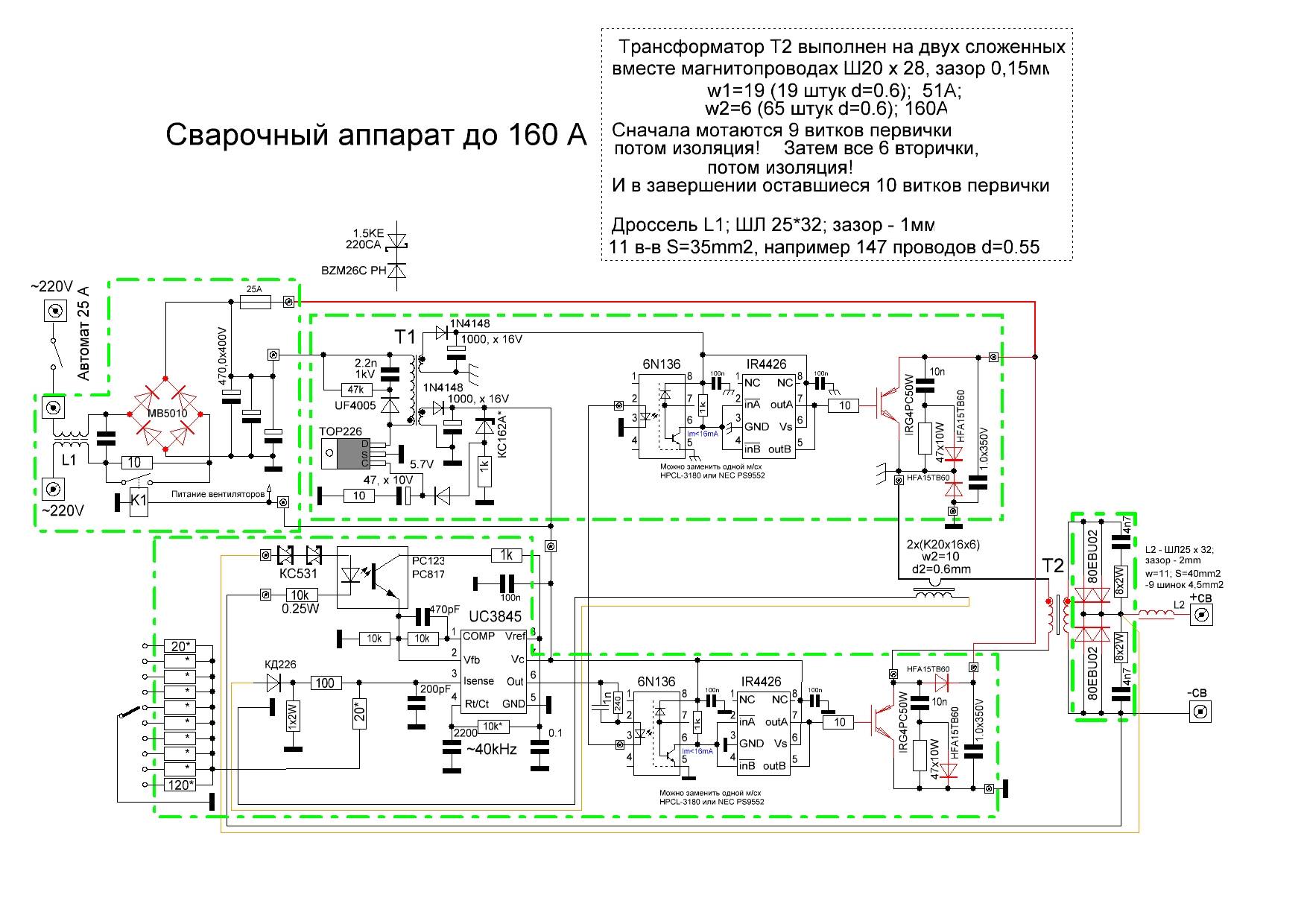
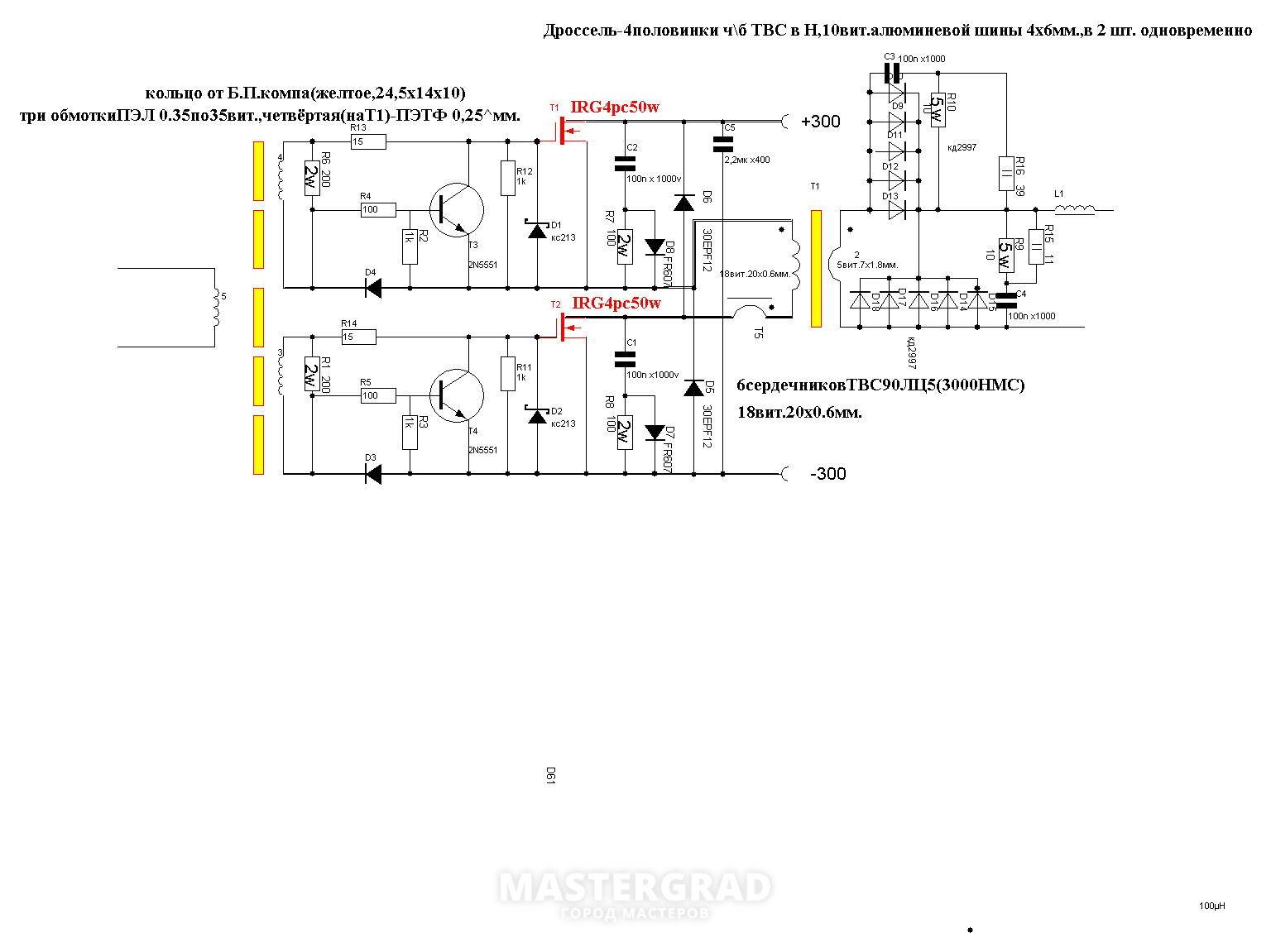
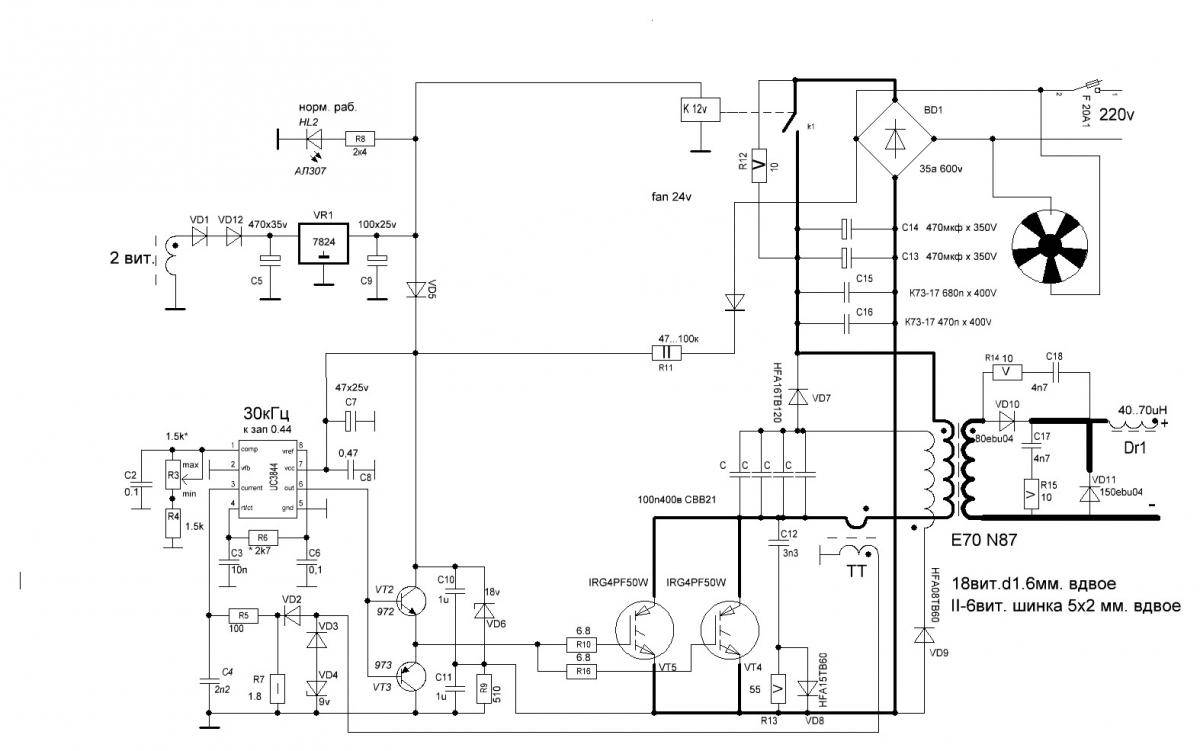
Схемы
На сегодняшний день, все схемы сварочных инверторов унифицированы и построены на основе использования импульсного трансформатора и мощных транзисторов типа MOSFET.
Каждый из производителей вносит незначительные изменения в виде фирменных разработок, однако, в общем функционал аппарата не претерпевает каких-либо существенных изменений.
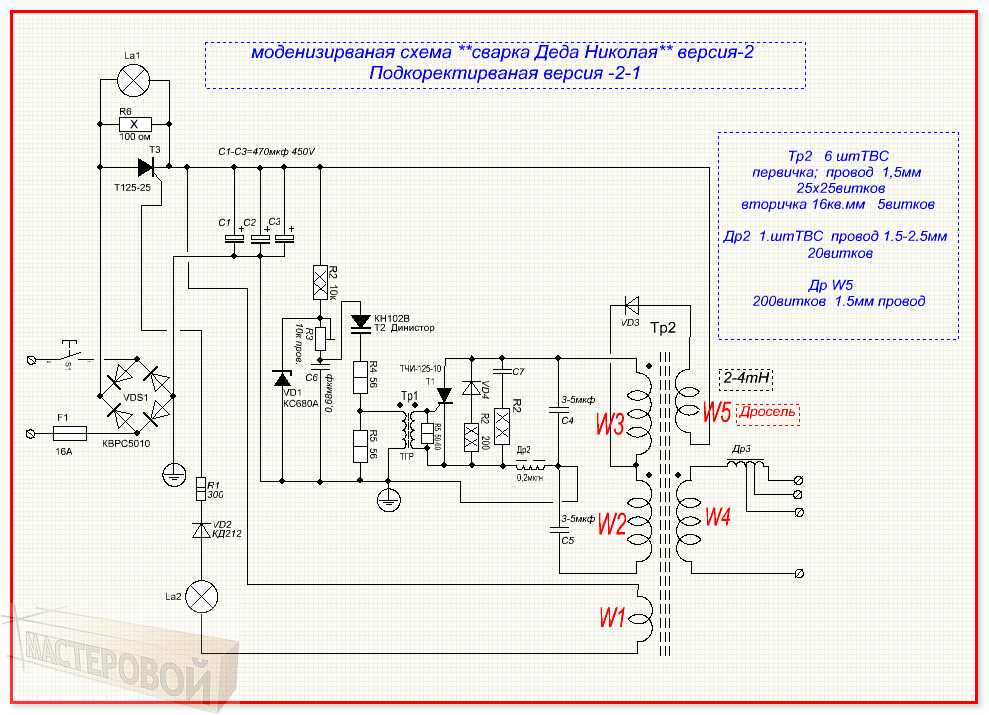
За основу также может браться принципиальная схема Юрия Негуляева – ученого и разработчика отечественного сварочного аппарата инверторного типа.
Пошаговое руководство
- Для размещения всех элементов необходимо подобрать корпус. Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
- Необходимо увеличить прочность корпуса, так как вес агрегата может достигать до десяти килограмм. Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
- Первичная обмотка трансформатора – намотка проволоки производится по всей ширине каркаса, это способствует стабильной работе трансформатора при перепаде напряжений. Для намотки используются только медные провода, при отсутствии шины, несколько проводов соединяются в пучок.
- Вторичная обмотка трансформатора – наматывается в несколько слоев, для этого используют несколько проводов сечением 2 мм, соединенных в пучок.
- Между обмотками необходим усиленный слой изоляции, во избежание попадания на вторичную обмотку сетевого напряжения.
- Между сердечником трансформатора и обмотками предусматривается воздушный зазор, для обеспечения циркуляции воздуха.
- Отдельно на ферритовом сердечнике выполняется трансформатор тока, при сборке закрепляющийся на плюсовой линии и соединяющийся с панелью управления.
- Транзисторы необходимо прикрепить к радиатору, но обязательно через термопроводящую диэлектрическую прокладку. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
- Диоды выпрямляющего контура крепятся аналогичным способом, к пластине из алюминия. Выходы диодов соединяются неизолированным проводом сечением 4 мм.
- Силовые проводники внутри корпуса разводятся таким образом, чтобы исключить короткое замыкание.
- Вентилятор устанавливают на задней стенке, что сэкономит пространство и позволит обдувать сразу несколько радиаторов.
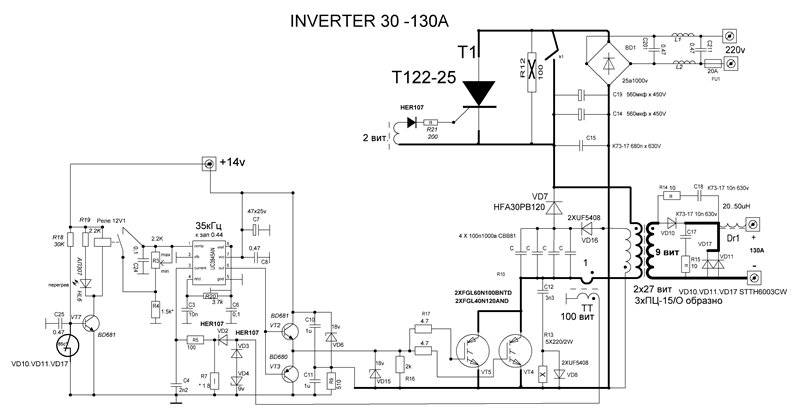
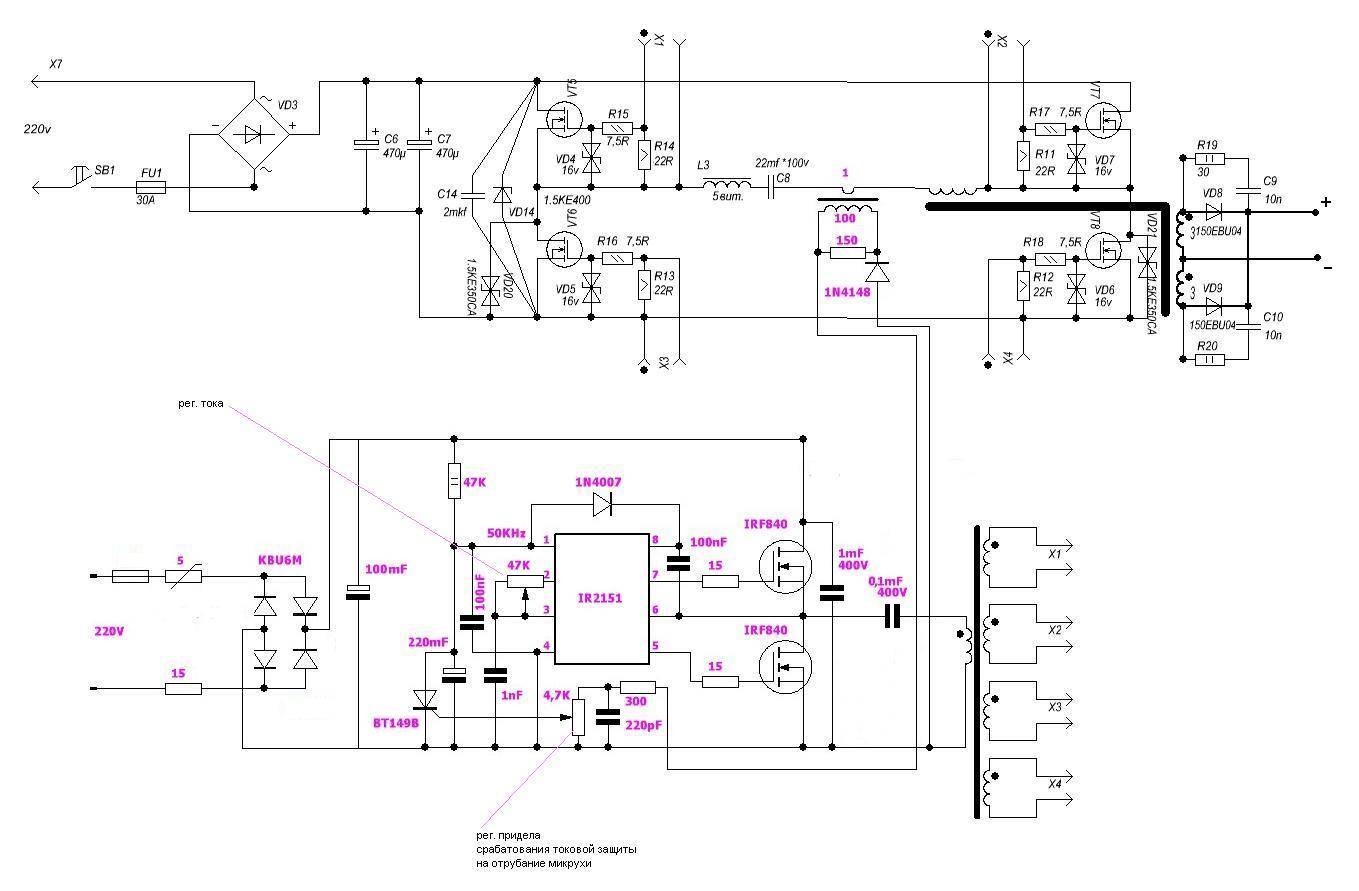
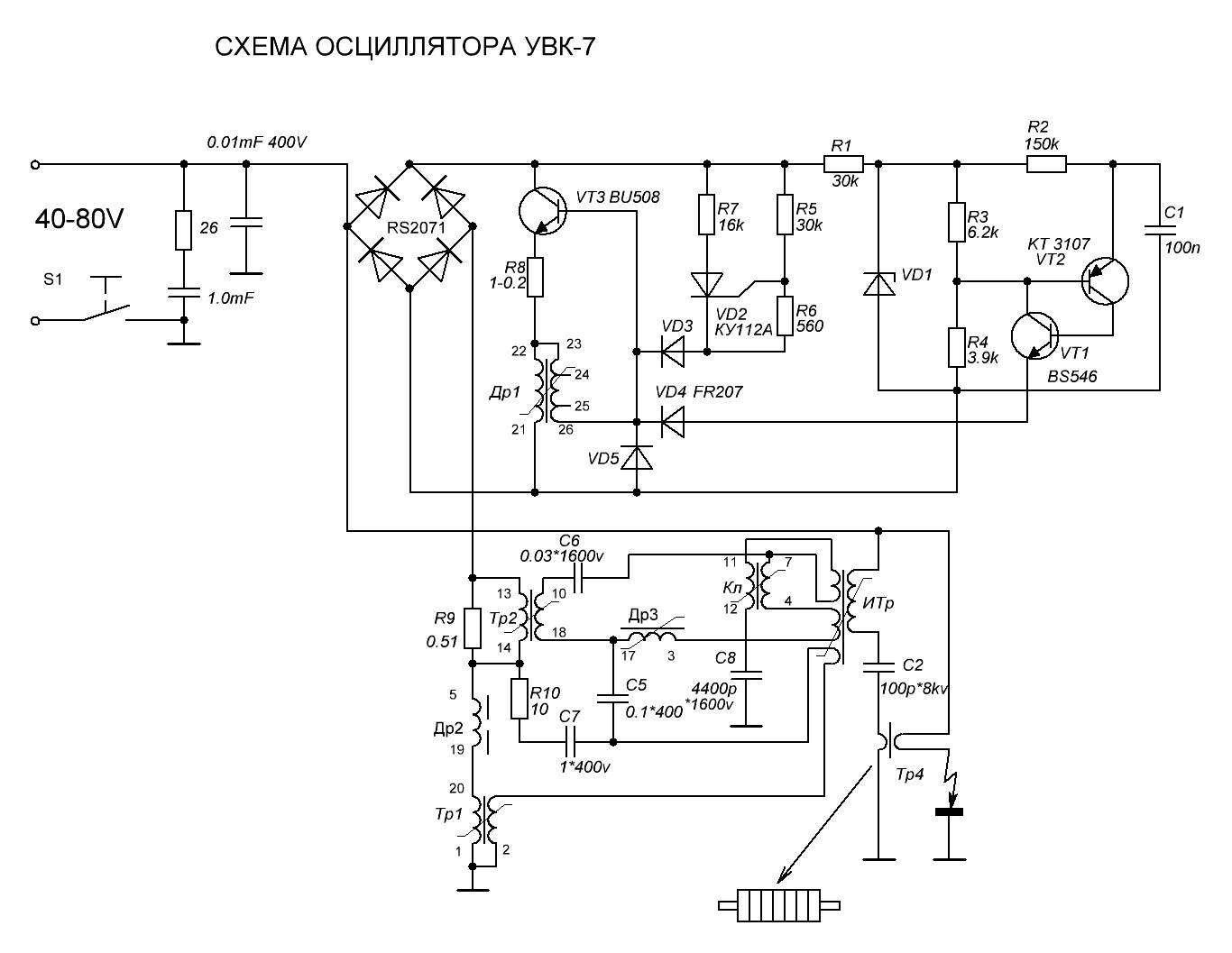
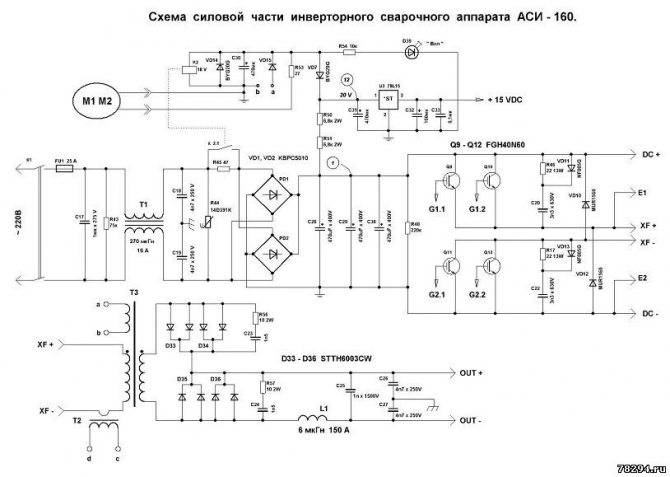
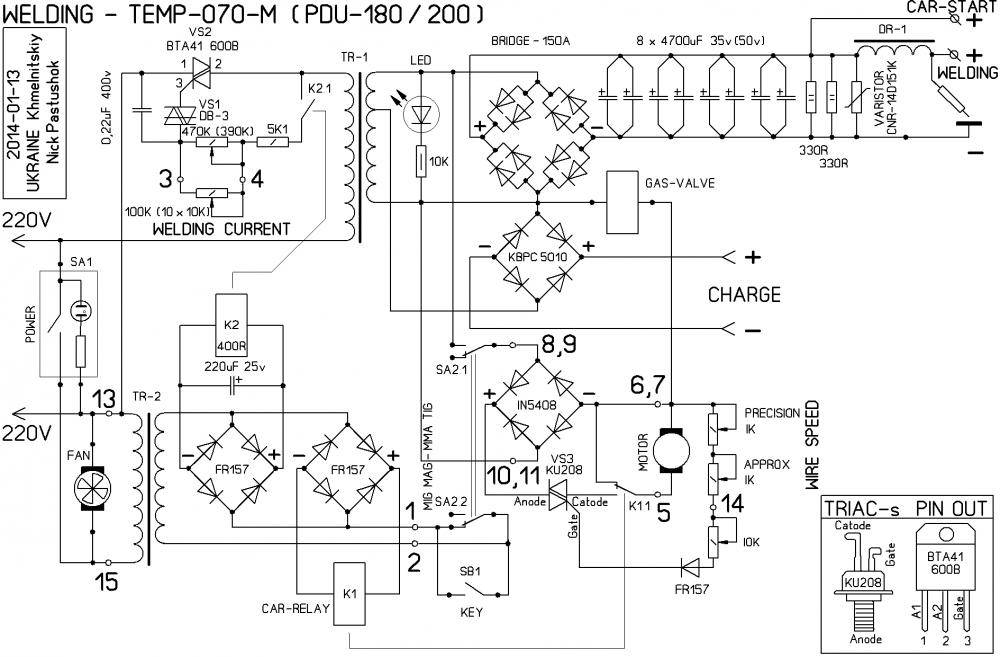
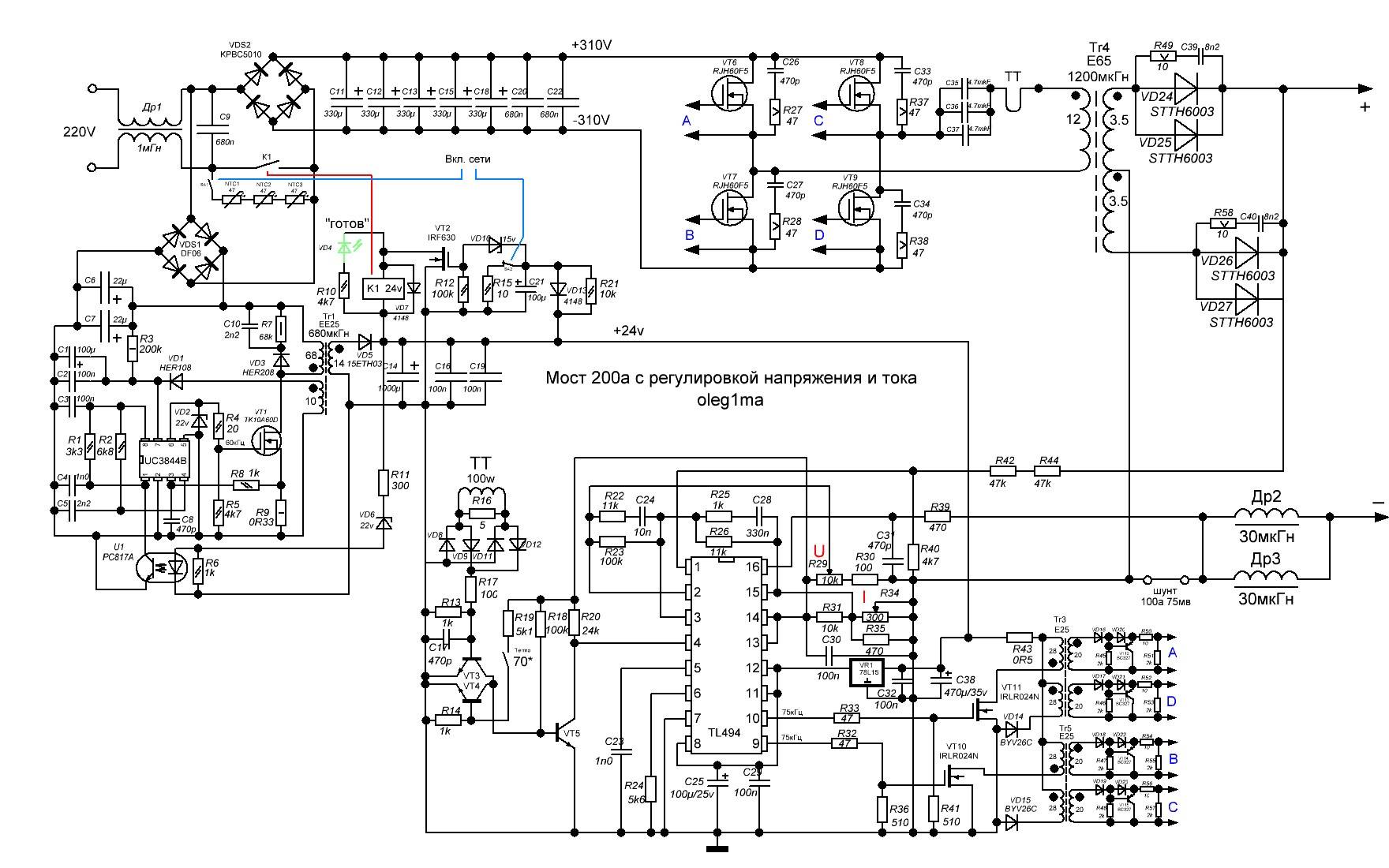
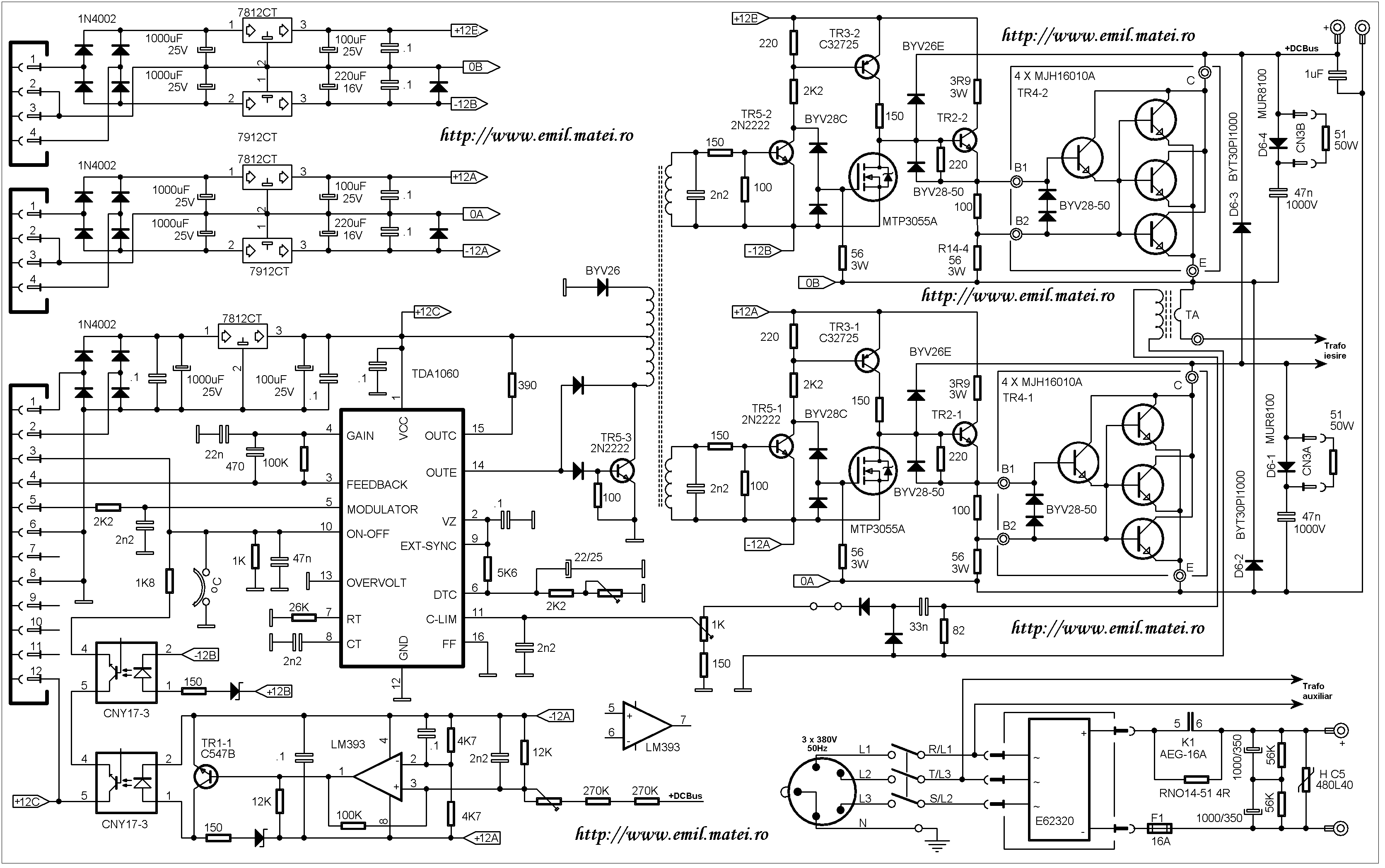
Электросхема сварочного инвертора
Аппарат для сварки из мотора
Чтобы собрать простой агрегат из статора, выбирают электродвигатель, имеющий нужные параметры. Рекомендуется использовать мотор 2А мощностью 7-15 кВт с большим окном магнитопровода. Для изготовления аппарата выполняют следующие действия:
- Устанавливают статор на кирпичи. Внутрь укладывают дрова, поджигают их. Через несколько часов прожарки магнитопровод отделяется от корпуса. При необходимости кабели также удаляют после термической обработки.
- Полученную заготовку пропитывают масляным лаком, просушивают. Ускорить процесс помогает тепловая пушка. Лаковая пропитка препятствует рассыпанию конструкции после удаления стяжек, необходимого для повышения мощности трансформатора.
- Из картона делают 2 торцевые заготовки. Из этого же материала изготавливают 2 гильзы – внешнюю и внутреннюю.
- Устанавливают накладки на заготовку. Монтируют цилиндры, обматывают конструкцию стеклолентой. Покрывают деталь лаком, просушивают.
- Наматывают на полученный сердечник 20 витков медной жилы толщиной более 1,5 мм, подают напряжение в 12 В. Замеряют силу тока, она должна составлять около 2 А. При получении большего значения увеличивают число витков, и наоборот.
- Подсоединяют один конец вторичной намотки к диодному мосту. Так трансформатор можно будет использовать для запуска автомобиля вместо аккумулятора. Для сварки напряжение должно составлять 60-70 В. Аппарат будет совместим с электродами диаметром 3-5 мм.
- При наличии свободного места добавляют 4 витка медной шины. Так получают отличный агрегат для точечной сварки тонкого листового металла.
- Изготавливают корпус из пластика или текстолита. В местах соединения катушки с кожухом устанавливают резиновые прокладки.
Подбираем конструкцию инвертора
- Ненужный компьютерный блок может быть корпусом установки.
- Комплектация сварочного инвертора своими руками неоригинальна, напоминает большинство прочих самодельных конструкций. Многие элементы можно заменить аналогами. При наличии основных деталей конструкции можно рассчитать оптимальные параметры корпуса и начать его изготовление.
- Подойдут готовые радиаторы от старых приборов, например, блоков питания ПК. Но их можно изготовить и самостоятельно, если есть под рукой шина из алюминия, толщина которой составляет от 2 до 4 мм, а ширина больше 3 см. Можно задействовать вентилятор от какого-либо старого прибора.
- Все детали больших размеров рекомендуется первоначально разложить на плоскости, чтобы можно было наглядно определить возможности соединения согласно схеме.
- Далее нужно определиться с местом под вентилятор. Он не должен гнать горячий поток воздуха от одних элементов устройства к иным. Если в данной ситуации присутствуют сложности, тогда можно воспользоваться несколькими вентиляторами одновременно, которые будут работать на вытяжку. Цена кулеров, их масса незначительны, но зато надежность агрегата в целом существенно увеличится.
Основные элементы конструкции самодельного сварочного полуавтомата, отличающиеся большими размерами и массой – это дроссель и трансформатор. Рекомендуется их размещать по краям (симметрично друг другу) или по центру. То есть их масса не должна перетягивать аппарат в одну из сторон. К примеру, работать с установкой, подвешенной на ремне через плечо сварщика достаточно неудобно, когда она постоянно будет сползать в одном направлении.
После того как все детали из сварочного инвертора расставлены по своим местам, необходимо определиться с параметрами днища для агрегата, вырезать из подручного материала, который обязательно должен быть неэлектропроводящий. Чаще всего для этих целей применяется стеклотекстолит, гетинакс. Если же данного материала нет, тогда подойдет обычная древесина, предварительно обработанная влагостойкими, противопожарными растворами. Крайний вариант даже отличается некоторыми достоинствами.
Компонентами крепежа обычно являются шурупы, что упрощает, удешевляет сборку изделия.
Сборка конструкции
 Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
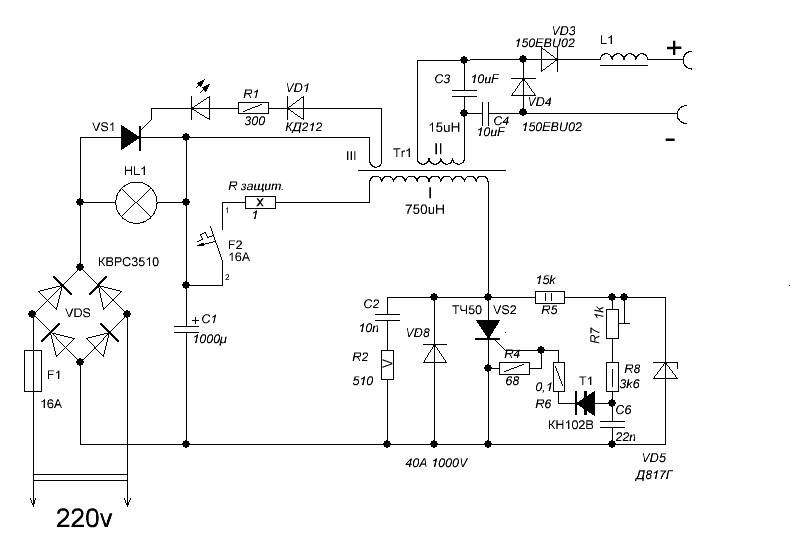
Схема аппарата из автомобильных аккумуляторов
Рисунок 2. Схема сварочного аппарата из автомобильных аккумуляторов.
Народные умельцы придумали самые разнообразные схемы сварочных агрегатов. При желании вы можете собрать сварочный аппарат даже из автомобильных аккумуляторов. При проведении сварочных работ электросети под нагрузкой в 3,5 кВ просаживаются по напряжению на 30 В и больше. Конечно же, вы могли бы потратить деньги на покупку отдельной электростанции для проведения работ со сваркой, но куда удобнее и выгоднее пойти другой дорогой.
Вам достаточно взять 3-4 аккумулятора на 55-190 А/ч (лучше, чтобы этот показатель был выше). Аккумуляторы соединяются последовательно. Для соединения подходят подручные материалы типа проводов, зажимных пассатижей, проводов прикуривания и т.д. Схема позволяет использовать для сборки сварочного аппарата уже бывшие в употреблении аккумуляторы. Собрать агрегат своими руками вам поможет принципиальная схема, представленная на следующем изображении: Рис. 2.
Абсолютно ничего сложного в конструкции такого сварочного аппарата нет. Схема предельно проста и понятна. Однако даже несмотря на такую легкость сборки и незатейливость конструкции, варит данный аппарат прекрасно. Не реже чем раз в неделю обязательно проверяйте уровень электролита. В течение рабочего дня аккумуляторы довольно сильно нагреваются, в особенности если на улице лето, и вода испаряется стремительными темпами.
Существуют усовершенствованные схемы рассматриваемого сварочного аппарата. К примеру, вы можете дополнительно собрать зарядное устройство для аппарата, которое избавит вас от необходимости заряжать каждый аккумулятор в отдельности. Достаточно поставить агрегат заряжаться на ночь, и уже утром вы сможете спокойно с ним работать.
Рисунок 3. Схема сборки сварочного автомата для мягкой сварки.
При работе с электродом на 3 мм такой сварочный аппарат развивает ток в 90-120 А. Аккумуляторы без проблем выдерживают и в 2 раза большую нагрузку, так что никаких проблем возникнуть не должно, если все будет сделано по условиям приведенной ранее схемы.


На выходе напряжение будет меняться в соответствии с количеством аккумуляторов, использованных для сборки аппарата. Меняется оно в диапазоне 42-54 В. Сила тока аппарата равняется 1/10 от емкости 1 аккумулятора в блоке. К примеру, если вы берете 55 А/ч, то зарядный ток будет составлять не более 5 А.
Процесс сборки
Начинают работу с удаления вторичной обмотки с трансформатора. Эта операция требует аккуратности. Она проводится угловым шлифовальным станком.

Далее проводят удаление с поверхности вторичной обмотки пластинчатого сердечника. После проведения операции на трансформаторе можно обнаружить отрезанные с двух сторон части. С их помощью работа будет более качественной. В идеале необходимо проследить, чтобы изолирующий слой на сердечнике был без каких-то дефектов.
Потом проводится крепление магнитного шунта. При его нормальном функционировании осуществляется работа сварочного аппарата, сделанного своими руками. Затем перематывают трансформатор, применяя толстый провод из медного материала. При повреждении сердечника необходим его ремонт. Если дефект минимальный, то участок изолируют.
Фиксация электродов на верхней и нижней части бруска проводится саморезами. Потом к ним подсоединяют обмоточные провода. Необходимо правильно закрепить медные клеммы, воспользовавшись плоскогубцами, что обычно очень сложно для начинающих мастеров. Конструкция готова
Затем необходимо проверить, можно ли с помощью агрегата сварить что-либо, при этом важно следовать правилам техники безопасности.

Обычно собрать сварочный аппарат не представляет труда даже для тех людей, которые имеют минимальные познания в технике. Для этого можно воспользоваться пошаговой инструкцией с фото на всех этапах, которых существует большое количество на просторах Интернета.

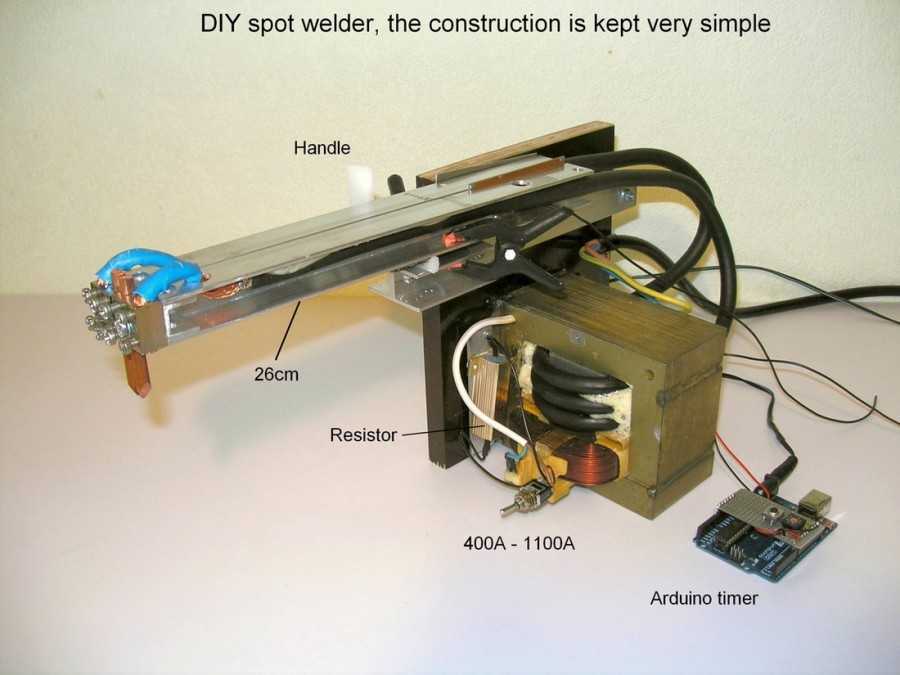
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
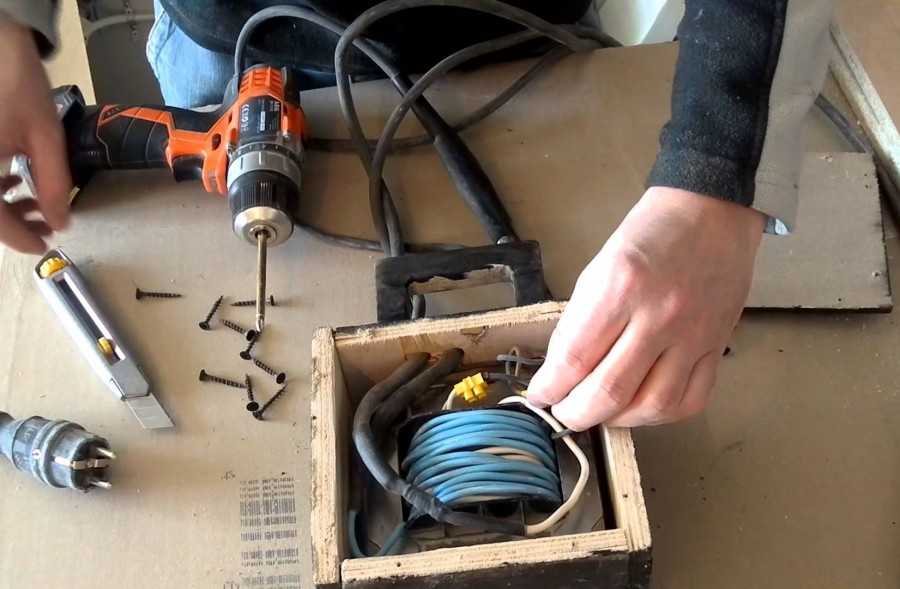
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
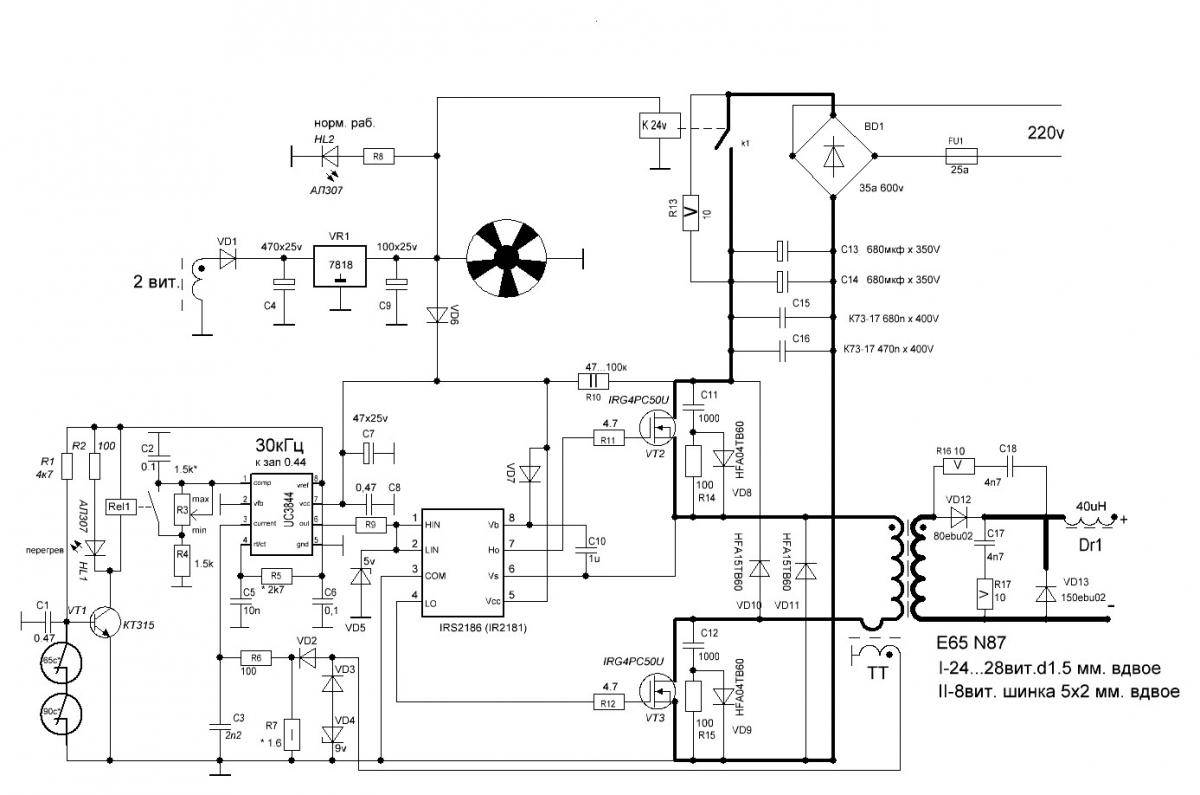
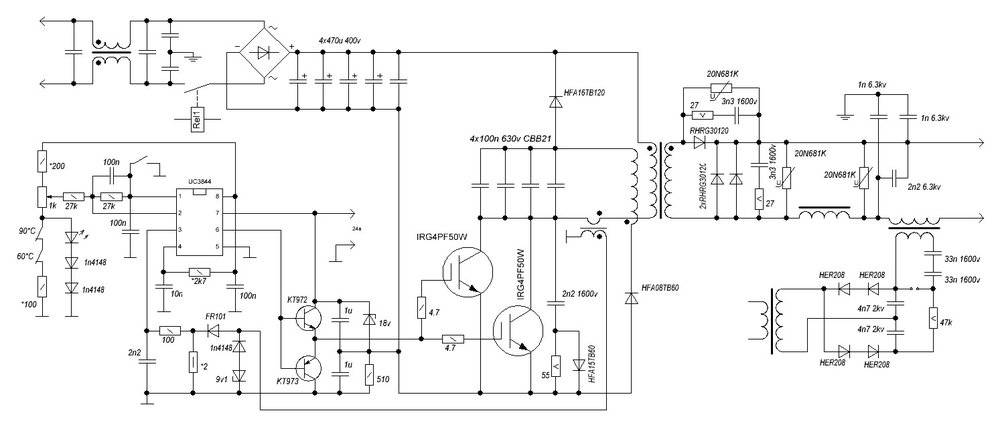
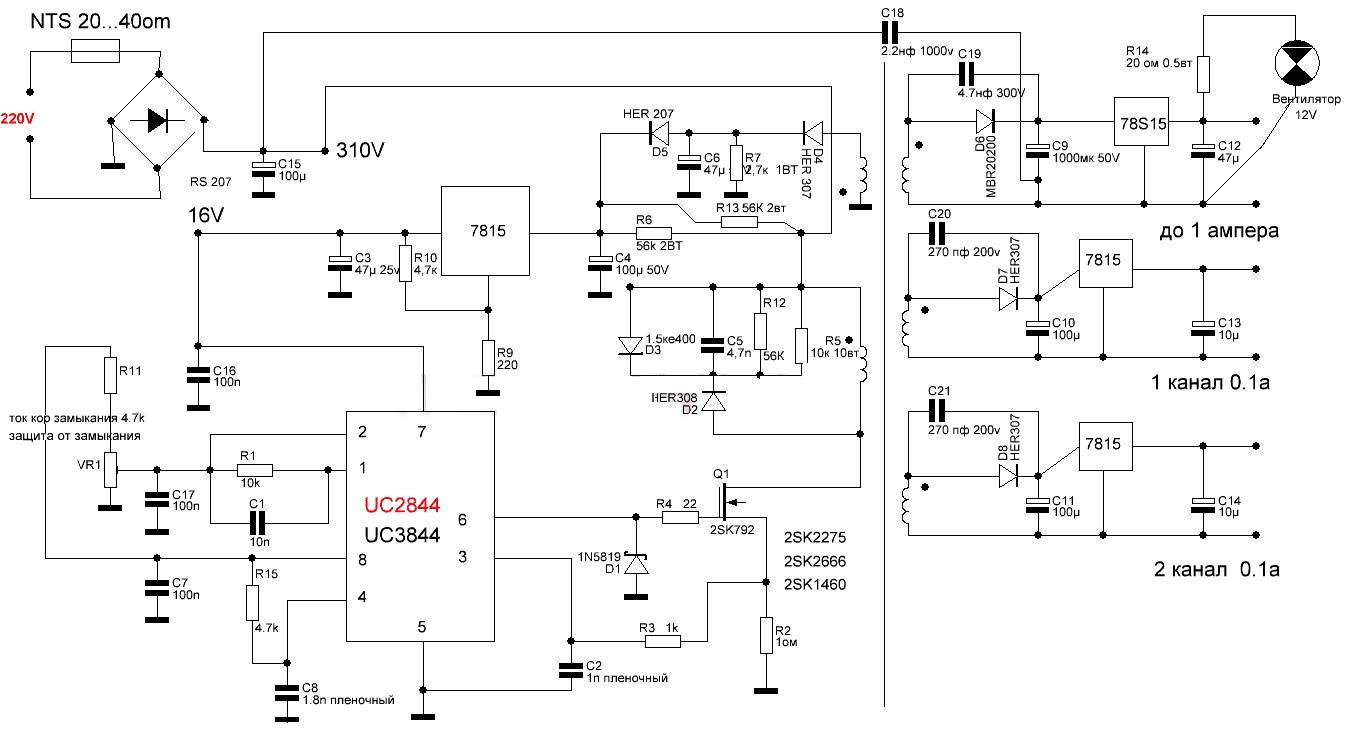
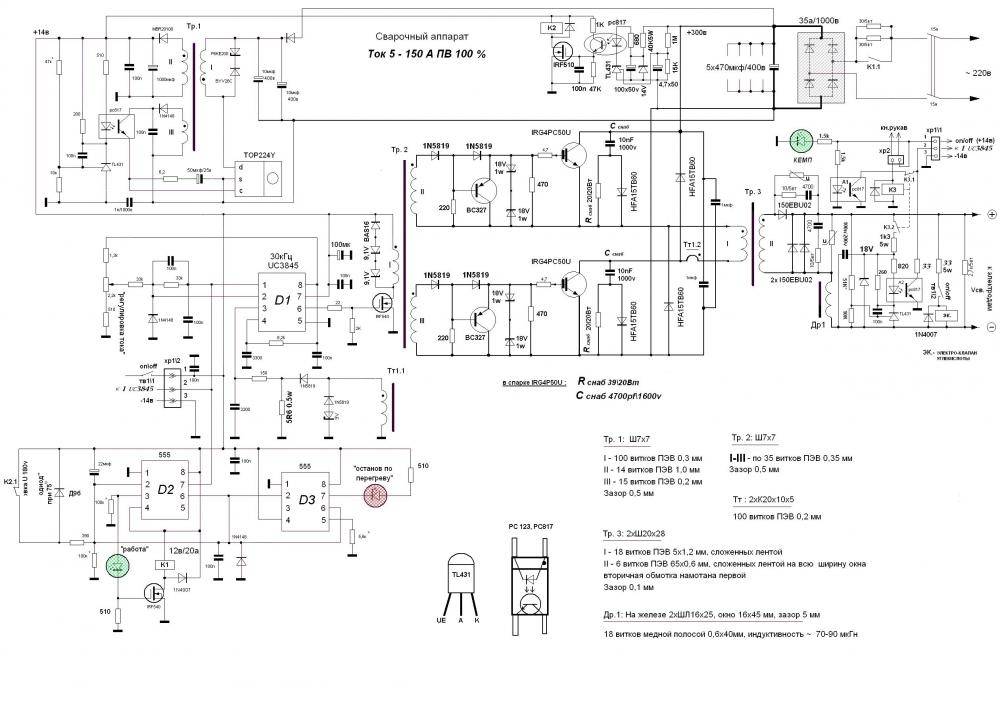
Типовая схема и принцип работы инвертора
В этом и заключается основная роль трансформатора T3. Читать далее. Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт — LMA. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX.
Проверка работоспособности После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп.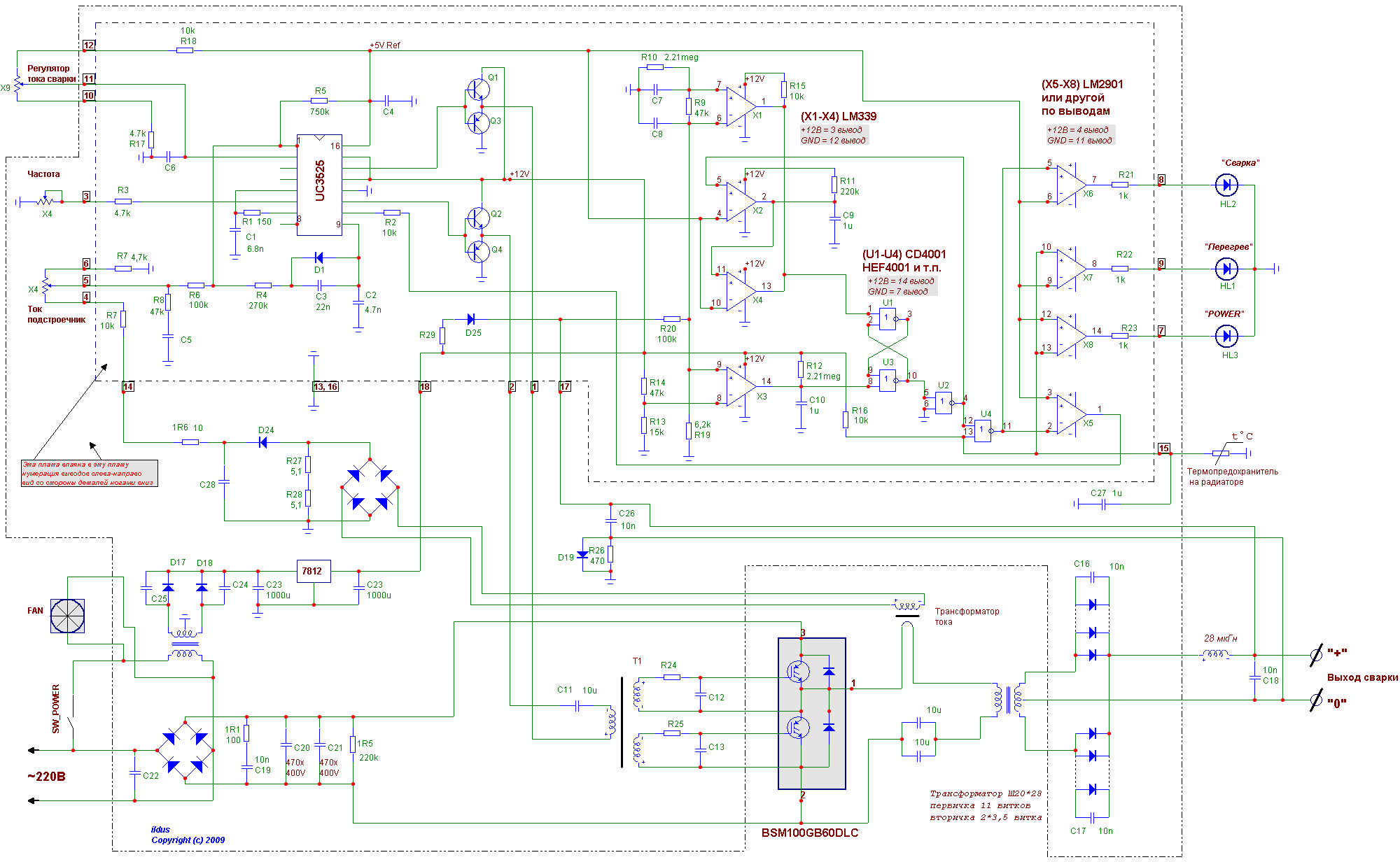
Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь.
При этом принцип функционирования последнего является неизменным.
Трансформатор понижает ток до уровня напряжения, равного В.
Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.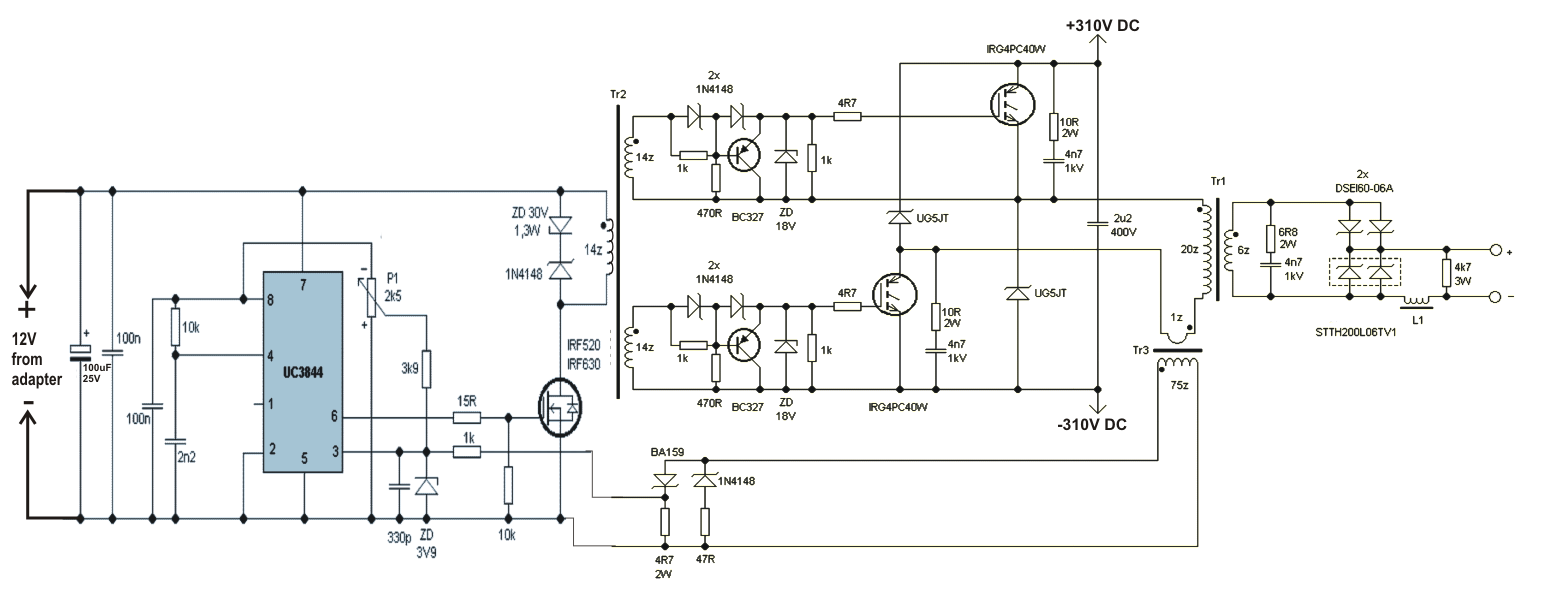
Сопротивление резистора — 47 ом. Показатель напряжения холостого хода 62 В.
ДВА в ОДНОМ. СВАРКА + ИНДУКЦИОННАЯ ПЕЧЬ. Краткий обзор. Сварочный аппарат — нагреватель 2 в 1

Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела
Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Уменьшаем количество витков
Снижение количества витков необходимо по той причине, что в трансформаторе, извлеченном из печи СВЧ, возникающее напряжение достигает две тысячи вольт. На картинке, сопровождающей данный этап, можно отчетливо увидеть, как выглядит этот самый трансформатор, мы же намерены немного его усовершенствовать. Итак, мы поставили перед собой две цели:
- Повысить ток.
- Понизить напряжение.
Подготавливаем трансформатор
Любой опытный сварщик вам скажет, что заниженный ток очень плохо влияет на качество сваривания, а чересчур высокая сила тока не только спалит электрод, но и изувечит металл.
Итак, приступаем к перематыванию вторичной обмотки. Делать это необходимо виток к другому витку, но использоваться будет другой провод, покрытый эмалью. Но предварительно необходимо аккуратно разрезать старую обмотку в нескольких местах и бережно извлечь ее из катушки
Все необходимо делать с предельной осторожностью, дабы случайно не повредить первичную обмотку
Мы преднамеренно не упоминали ни о толщине нового изолированного провода, ни о количестве витков, поскольку оба показателя будут зависеть от конкретной модели трансформатора и просчитать все это достаточно просто: вам понадобится обычный школьный учебник по физике или же специальный онлайн-калькулятор.
Также не стоит забывать о том, что после того, как новая обмотка будет готова, ее в обязательном порядке следует покрыть токоизоляционным лаком. Идем дальше.
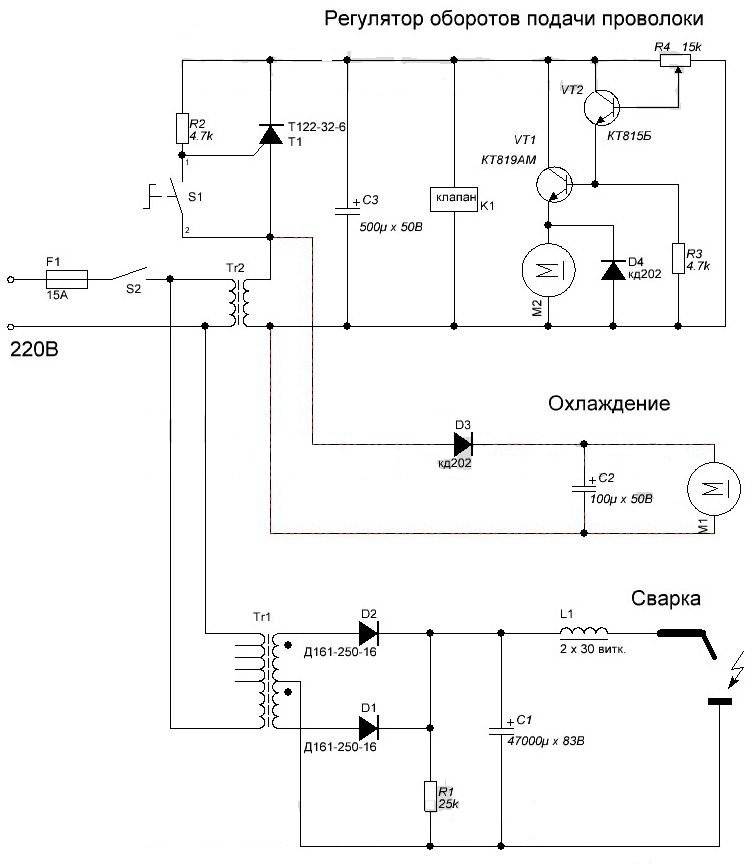
Сварочный полуавтомат из инвертора
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания. Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.
На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.
Особенности функционирования
Перед сборкой, следует ознакомиться с особенностями работы инвертора, аналогичными функционированию компьютерного блока питания. Функционирование устройства происходит в таком порядке:
- входящее переменное напряжение превращается в постоянное;
- входной ток 50 Гц трансформируется в ток высокой частоты;
- выходное напряжение понижается;
- выходной ток выправляется, поддерживается нужная для сварки частота.
Трансформаторное оборудование отличается габаритностью и тяжестью в связи со следующими особенностями. Дуговая сварка выполняется через силу тока. Вторичная обмотка для ослабления напряжения и усиления тока устраивается из минимального числа оборотов, сечение проводника принимается максимально возможным.
Применение инверторного принципа снижает объем и вес агрегатов на порядок благодаря увеличению частоты до 60-80 кГц.
Для реализации такого преобразования необходимо использование полевых транзисторов, сообщающихся друг с другом именно на такой частоте. Для их питания используется постоянный ток, направляющийся от выпрямителя, роль которого выполняет диодный мост. Для выправления напряжения требуются конденсаторы. От транзисторов ток подается к трансформатору, представляющему собой компактную катушку.
Возможна переделка и доработка в инверторный полуавтомат. Ему присущи схожие с трансформатором характеристики, но масса и габариты его меньше.
Полезные рекомендации по настройке аппарата
 Сам процесс сборки не так уж сложен. Самый важный этап – это настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
Сам процесс сборки не так уж сложен. Самый важный этап – это настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
- Сначала инвертор необходимо подключить питание 15В к ШИМ, одновременно подключить к питанию один конвектор, чтобы уменьшить нагреваемость аппарата и сделает тише его работу.
Для замыкания резистора необходимо подключить реле. Его подключают, когда закончится зарядка конденсаторов. Такая процедура существенно сокращает колебания напряжения при подключении инвертора в сеть 220В. Если не использовать резистор при подключении напрямую может произойти взрыв.
Затем проконтролировать, как срабатывают реле замыкания резистора через несколько секунд после подключения тока на плату ШИМ. Продиагностировать саму плату на присутствие импульсов прямоугольной формы после того, как сработают реле.
Потом подается питание 15В на мост, чтобы проверить его исправность и правильность монтажа. Сила тока не должна быть выше 100мА. Ход установить холостой.
Проверить корректность установки трансформаторных фаз. Для этого можно воспользоваться осциллографом на 2 луча. Подключить питание на мост от конденсаторов через лампу 220В 200вт, перед этим выставить частоту ШИМ 55кГц, подсоединить осциллограф, глянуть на сигнальную форму, отследить, чтобы напряжение не поднималось больше 330 В.
Для того, чтобы определить частоту аппарата, нужно постепенно снижать частоту ШИМ пока на нижнем ключе IGBT не появится небольшой заворот. Зафиксировать этот показатель, разделить его на два, к получившейся сумме добавить значение частоты перенасыщения. Конечная сумма и будет рабочим колебанием частот трансформатора.
Мост должен потреблять тока в районе 150ма. Свет от лампочки должен быть не ярким, сильно яркий свет может указывать на пробой в обмотке или об ошибках в конструкции моста.
Трансформатор не должен выдавать никаких шумовых эффектов. Если они присутствуют, то стоит проверить полярность. На мост можно подключить тестовое питание через какой-нибудь бытовой прибор. Можно использовать чайник мощностью 2200 Вт.
Проводники, которые идут от ШИМ, должны быть короткими, скрученными и размещаться подальше от источников помех.
Постепенно повышать ток инвертора при помощи резистора. Обязательно слушать прибор и наблюдать за показаниями осциллографа. Нижний ключ не должен повышаться больше 500В. Стандартный показатель – 340В. При наличии шума могут выйти из работы IGBT.
Начинать сварку с 10 секунд. Проверить радиаторы, если холодные, продлить сварку до 20 секунд. Потом можно увеличить время сварки до 1 минуты и более.
После использования нескольких электродов трансформатор нагревается. Через 2 минуты вентилятор его охлаждает и можно снова приступать к работе.
Сборка
Чтобы самодельный сварочный инвертор, своими руками сделанный, был удобен в эксплуатации и его можно было транспортировать, ему потребуется корпус. Туда и будут монтировать все детали.
Трансформаторы крепятся один за другим, при этом происходит уменьшение тока до пятидесяти ампер. Обмотки первичные монтируются параллельно, а вторичные – последовательно. Таким образом, получится устройство с нагрузкой в шестьдесят ампер и тридцать восемь вольт на выходе.
Детали устанавливаются на заводскую плату. При этом фиксация блока питания, драйверов и платы производится отдельно. Силовая часть отделяется металлическим листом, присоединенным к корпусу, от платы. Соединяются управляющие проводники.
Все силовые дорожки должны быть армированы при помощи медной проволоки.
Для отвода тепла крепится специальный радиатор. От его качества зависит долговечность всего устройства.
Сопротивление для блока питания выбирается такое, чтобы было питание в двадцать вольт. Входные выпрямители должны иметь достаточно мощные радиаторы.
В корпус вставляется термический датчик для фиксации максимальной температуры.
Блоком управления служит ШИМ-контроллер с одним каналом настройки. Его назначением является обеспечение горения дуги и стабильность работы. Вмонтированный конденсатор будет влиять на силу сварочного тока.





