Лучшие универсальные сварочные инверторы
Для выполнения отдельных операций квалифицированные специалисты применяют соответствующие ручные или автоматизированные технологии. Оптимизация технологического процесса обеспечивает высокое качество сварных соединений с одновременной экономией расходных материалов. Отмеченные преимущества объясняют целесообразность применения универсальной техники. Профессиональные инвертора этой категории выполняют свои функции безупречно при работе в режимах TIG, MIG/MAG и MMA.
1. Fubag IRMIG 180 SYN (TIG, MIG/MAG, MMA)
Особенность этой модели инвертора – микропроцессорное управление. Современное электронно-программное оснащение без вмешательства пользователя оптимальным образом настраивает рабочие функции с учетом применяемого инструмента. Напряжение в цикле холостого хода понижается автоматически до безопасного уровня. При необходимости можно применять обычную или флюсовую проволоку. Допустимо применение двух- или четырехтактного режима горелки. Защитная схема контролирует нагрузку, активизирует быстрое отключение при выходе параметров за границы нормального диапазона.
Плюсы:
- лучший в соотношении цена – качество инвертор универсальной категории;
- микропроцессорное управление;
- плавная точная регулировка сварочного тока;
- горелка в стандартной комплектации;
- компактные размеры и небольшой вес.
Минусы:
максимальный ток – 180 А.
2. Solaris MULTIMIG-227 (MIG/MMA/TIG) (TIG, MIG/MAG, MMA)
Хороший сварочный инвертор-полуавтомат современного уровня контролирует отдельные рабочие процессы с высокой точностью. Если необходимо создать точечное соединение тонких листов, выбирают специальный режим SPOT. После первичной настройки времени рабочего цикла, следующие действия будут выполняться автоматически (диапазон 0,1-10 секунд). В Solaris MULTIMIG-227 можно установить крупную катушку с проволокой. Для сварки без нейтральной газовой среды переключается полярность. В сварочный аппарат установлена специальная регулировка для выбора оптимальной интенсивности дуги при активизации форсажа.
Плюсы:
- точное микропроцессорное управление;
- стабильность рабочих параметров во всех режимах (TIG, MIG/MAG и MMA);
- возможность работы на низком напряжении;
- высокое качество сборки и функциональность на высшем уровне;
- широкий диапазон сварочного тока (от 20 до 220 А).
Минусы:
- ощутимо шумит;
- сравнительно небольшой рабочий цикл при высокой температуре (35%, +40 градусов).
3. Aurora SPEEDWAY 180 (TIG, MIG/MAG, MMA)
Оценить преимущества микропроцессорного управления можно после внимательного изучения особенностей эксплуатации профессионального инвертора Aurora SPEEDWAY 180. Чтобы установить оптимальный режим, пользуются стандартной таблицей настроек. Например, при толщине заготовки 1 мм выбирают 17V. Далее – коррекции оператора не нужны. Стабильность дуги поддерживается автоматически до завершения рабочего цикла. При возникновении короткого замыкания напряжение снижается до безопасного уровня 24V.
Плюсы:
- качественное воспроизведение профессиональных технологических операций;
- синергетическое управление с простой активизацией;
- стабильность рабочих параметров при снижении напряжения на входе до 160V;
- функция снижения напряжения до безопасного уровня VRD;
- регулировка скорости подачи проволоки (от 3 до 11 м/мин);
- цифровой дисплей;
- удобен в перемещении;
- эффективное охлаждение;
- небольшой вес и компактность.
Минусы:
для исключения программных ошибок надо правильно настроить натяжение проволоки.
Советы начинающим сварщикам
Сварщик с малым опытом часто задаётся вопросом о том, как правильно сваривать металл электросваркой. Общие советы по работе с инвертором и правила сварки металла электродом будут приведены в разделе ниже.
Сваривая металл инвертором, необходимо тщательно контролировать, чтобы сварной шов шёл вровень с металлом. Электродуга, проникающая в металл с интенсивной скоростью и достаточной глубиной, заставляет ванну двигаться назад и создаёт сварной шов, который способен стать дефективным, если скорость движения электрода будет слишком высока. Идеальный шов получится, если электрод будет совершать зигзагообразные и круговые колебания.
При изменении направления движения электрода следует помнить, что ванна следует за теплом. Формирование подреза происходит на фоне недостаточности металла электрода, поэтому стоит строго следить за границами ванны и контролировать их.
Располагая электрод под определённым углом можно управлять направлением движения ванны, при этом вертикальное положение электрода будет способствовать достаточному проплавлению. Ванна при таком положении будет вдавлена вниз и иметь хорошие границы, а шов будет иметь меньшую выпуклость. Слишком большой наклон электрода не позволит управлять ванной.
Положения электрода при сварке
Сварка инвертором также применима и при выполнении работ по свариванию труб
Сварка проходит в достаточно сложных условиях, поэтому необходимо большое внимание обращать на качество провара на поворотных стыках. Угол, равный 30º, является стандартным углом наклона электрода к поверхности трубы
На трубах из низколегированных сталей с сечением стенки до 12 мм шов будет однослойным. Для труб с большей толщиной стенки следует наложить повторный шов, за счёт чего общая прочность сварного шва повысится. После каждого нового наложения шва следует в обязательном порядке очистить затвердевший шлак. Трубы с диаметром до 0,5 м необходимо проваривать непрерывно.
Инвертор – простой сварочный аппарат, который идеально подойдёт начинающему сварщику для проведения сварочных работ в домашних условиях. При выборе инвертора необходимо полагаться на собственные нужды, и соответствие им выбираемого аппарата, таким образом обеспечивая свои потребности.
Технические возможности
Ручная сварка имеет существенные ограничения по толщине свариваемых деталей, это ее основной недостаток. Как правило, листы толще 10 мм этим способом не сваривают.
К другим можно отнести сравнительно низкую скорость процесса и прямую зависимость результата от мастерства сварщика. Процесс ручной сварки, как и любой ручной процесс, трудно стандартизировать: результат зависит от многих факторов. Среди них:
- тип источника тока;
- мощь источника;
- характеристика и свойства обрабатываемого сплава;
- толщина кромок;
- соответствие электродов возложенной на них задаче;
- грамотно подобранный режим сварки.
Особенности дуговой сварки заключаются в том, что для ее продуцирования используется сравнительно малое напряжение — и очень большой ток. Напряжение дуги составляет от 30 до 90 В (многие сварочные аппараты для бытового применения рассчитаны на среднее значение — 48 В), но очень большую силу тока — от 90 до 350 А.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
3 Ключевые особенности применения инвертора
Для использования сварочного агрегата по назначению для начала нужно выполнить розжиг электрической дуги. Для этого подносим конец электрода под некоторым углом к стальной (металлической) поверхности и выполняем чиркающее легкое движение по ней. При удачном поджиге стержня появится небольшая вспышка, металл начнет плавиться. Вы можете начинать сварку.









Варить металл необходимо таким образом, чтобы во время процесса стержень находился от свариваемой поверхности на дистанции, примерно равной сечению выбранного электрода. Как правило, углеродистые стали и многие другие металлы соединяются на прямом по полярности токе. Впрочем, некоторые сплавы сваривают исключительно на токе обратной полярности. Не забывайте об этом. При выполнении запланированного мероприятия постоянно следите за качеством получаемого шва и проплавлением изделия.

Обратите внимание – сварочный ток на инверторе регулируется очень эффективно и при этом плавно. У вас не должно появиться проблем с его настройкой на требуемую величину
При малом показателе силы тока стык может получиться плохо проваренным. А вот если выбран чересчур высокий ток, есть вероятность прожигания поверхности. При использовании стержней для сварки малой толщины (до полутора миллиметров) можно без затруднений варить металл толщиной от одного до трех миллиметров.
Сила тока при выполнении такой работы обычно берется от 20 до 60 ампер. Если же применяются электроды большего сечения, появляется возможность сваривать металл толщиной 4–5 миллиметров. В этом случае требуется выбирать ток около 100 ампер. После того, как вы завершите сварочный процесс, выбейте (легкими ударами) окалину, образовавшуюся на полученном соединении, а затем зачистите шов щеткой.

Такое простое мероприятие обеспечит его привлекательный внешний вид. И не очень расстраивайтесь в тех случаях, если ваши первые шаги на поприще сварки будут неудачными. Поверьте, с выполнением каждой последующей сварочной процедуры у вас все будет получаться намного лучше. В этом деле практический опыт значит намного больше, нежели все советы по поводу того, как правильно пользоваться инверторным агрегатом.
Регулировка и управление сварочным током
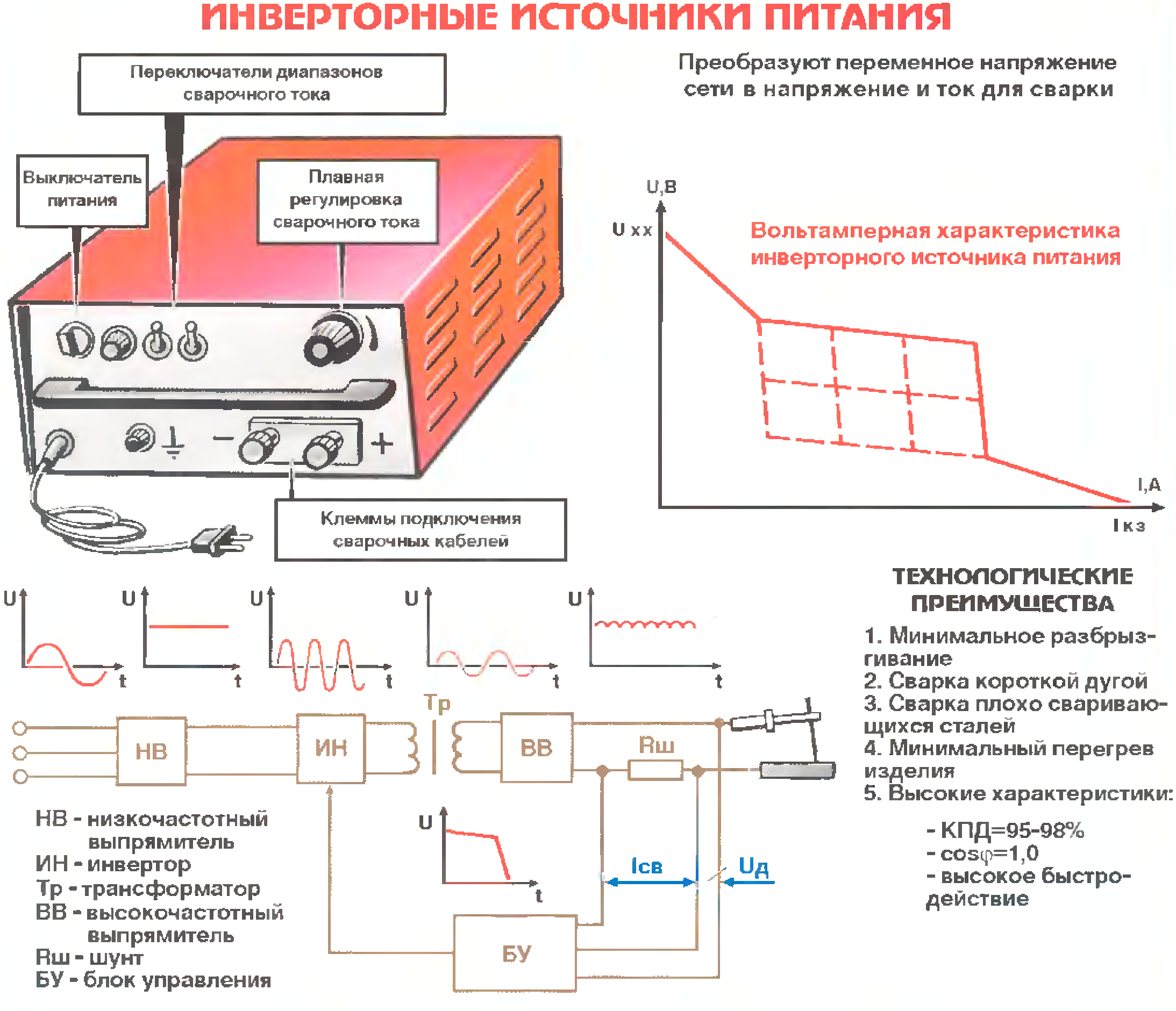
Для регулировки сварочного тока в инверторных устройствах предусмотрен специальный электронный регулятор. Конкретные параметры выбираются потенциометром, размещенном на передней панели устройства. Его ручка вращается и постепенно устанавливается определенный уровень первоначального напряжения на входе. Здесь расположены логические элементы, созданные в виде операционных усилителей.
На выходе находится датчик тока, с которого по линии обратной связи поступает сигнал. С помощью компаратора осуществляется сравнение фактически полученного напряжения с уровнем напряжения, заданного при регулировке потенциометром.

Если уровни напряжений не совпадают, в этом случае импульс, поступающий на контроллер, изменит свою амплитуду
Одновременно изменится и скважность самих импульсов, выдаваемых контроллером. В результате, режим переключения транзисторов также изменится, оказывая тем самым влияние на величину сварочного тока
Суть данной схемы заключается в поддержании определенного равновесия и значения между фактическим и заданным током, обеспечивая его стабильное состояние.
Рассматриваемая схема носит достаточно общий характер и служит примером взаимодействия узлов, деталей и блоков во всех инверторах. Более детальные электрические схемы в разных моделях могут отличаться своими конструктивными особенностями.

Работа автоматики в сварочной аппаратуре:
- Функция Ark Force. Предназначена для форсирования или увеличения мощности электрической дуги. Это нужно в тех случаях, когда капля металла с расплавленного электрода своевременно не отрывается и зависает, снижая размеры зазора. В результате, электрод может прилипнуть к заготовке, поэтому сварочный ток на короткое время увеличивается и быстро сдувает металлическую каплю.
- Функция Anti Stick. В самом начале при возникновении дуги возможно прилипание электрода к свариваемой детали. В этот момент ток резко снижается, электрод отрывается, и аппаратура возвращается в первоначальное состояние.
- Функция Hot Start. Данная опция создана, чтобы облегчить запуск электрической дуги. В момент розжига, когда электрод отрывается от заготовки, сварочный ток резко увеличивается на короткое время, после чего возникает стабильная дуга.
Действие автоматики в комплексе обеспечивает быструю работу инверторного устройства, высокое качество сварных швов.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.

Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Источники питания для импульсно-дуговой сварки плавящимся электродом
В домашних условиях можно изготовить сварочный аппарат своими руками . Запчасти для этого устройства можно легко найти в продаже, однако при этом надо учитывать некоторые тонкости.
Особое внимание необходимо уделить транзисторам, так как они быстро выходят из строя. Поэтому на этих деталях лучше не экономить
Самодельный сварочный инвертор оснащается четырьмя транзисторами, которые присоединяются к изолированным радиаторам.
Для того чтобы правильно собрать импульсный сварочный аппарат, необходимо просчитать его мощность и силу тока . Примеры расчетов можно посмотреть в Интернете.
Установленный фильтр поможет поддерживать напряжение 220 В. Для сборки своего аппарата понадобятся инструменты и специальные приборы, такие как осциллограф, паяльник, мультиметр, вольтметр и т.д.
Во время сборки следует соблюдать технику безопасности.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем.







Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат.
Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка.
Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно.
С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку, Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
От чего зависит качества сварных швов
О качестве сваривания судят по провару – степени проваривания шва. Провар вычисляется следующим образом: берётся толщина шва и делится на его глубину. Чем больше глубина сварного шва, тем он должен быть уже.


Но толщина шва от этого не зависит. На нее оказывает влияние тип тока. Узкие швы даёт постоянный ток, а широкие – переменный.

Кроме того, параметры шва зависят от сечения электрода. Чем крупнее размер, тем более широким получится шов.

Последним фактором, который влияет на качественные характеристики шва, а точнее на его толщину, является напряжение дуги. Высокое напряжение даёт шов большей толщины и наоборот.

В заключение отметим, что, задумавшись о покупке аппарата ручной дуговой сварки, не следует жалеть времени на самостоятельное обучение работе на сварочном оборудовании. Информация никогда не бывает лишней. Удачи!

Сварочный выпрямитель
Использование постоянного напряжения дает более качественный шов. Она позволяет кроме обычных видов обработки выполнять аргонно-дуговую сварку и другие виды работ.
Информация! Такие устройства кроме однофазных изготавливают трехфазные. Это увеличивает мощность с распределением нагрузки на три фазы и обеспечивает более “гладкое” выходное напряжение, без пульсаций.
Сварочные выпрямители различают по типу установленных выпрямительных блоков:
- С двумя диодами. Вместо одной вторичной обмотки мотаются две и диоды подключаются по схеме с общей средней точкой.
- С обычным диодным мостом. В однофазных аппаратах устанавливается обычный мост, из четырех диодов, в трехфазных – мост Ларионова, из шести.
- Транзисторные. Редко встречаются из-за слишком мощных выходных транзисторов.
- Тиристорные. Разновидность диодных аппаратов, но вместо диодов устанавливаются тиристоры и система управления. Регулировка осуществляется за счет изменения угла открытия тиристора и действующего значения напряжения.
- Инверторные. Современные электронные аппараты индивидуального использования. Ток регулируется ручками управления или кнопками, расположенными на передней панели.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Положение электрода при сварке.
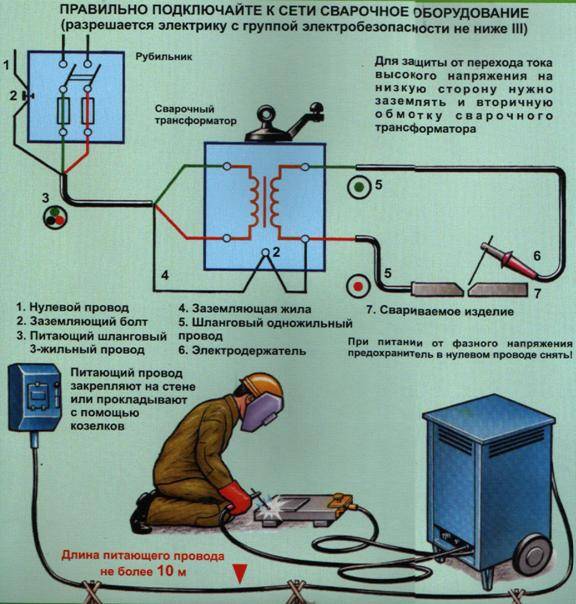
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.








Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
- Траектория перемещения электрода должна быть выбрана предварительно. Варианты движения электродом представлены ниже
- Когда осуществляется работа аппаратом, нужно знать, что длина электрода при движении уменьшается. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
- Размер сварной ванны настраивается путем увеличения или уменьшения скорости перемещения электрода. Чем меньше скорость, тем больше размер шва
- Следить за направлением шва, так как работы проводить требуется исключительно в специализированных защитных очках или маске
Научиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Это интересно! Не торопитесь сваривать две детали. Предварительно нужно научиться класть ровные швы, а уже после этого осуществлять попытки соединения двух деталей.
https://youtube.com/watch?v=usm9dqPDQAg%3F
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
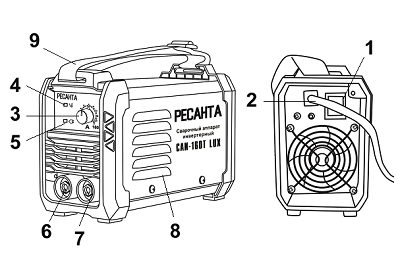
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Под каким углом держать электрод при сварке
При работе важно соблюдать такое условие, как угол наклона электрода. Если хотите научиться правильно работать сваркой, то следует знать следующее, что электрод должен быть наклонен к сварщику на угол от 30 до 60 градусов, как показано на фото ниже
Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
На фото выше первое расположение именуется «угол назад». При нем происходит движение расплавляющегося металла за электродом. Двигать электрод требуется с такой скоростью, чтобы плавящийся шлак заполнял ванну. При таком способе варки осуществляется прогревание большой глубины металла.
Есть и другой способ — «с углом вперед». Этот метод менее популярен, и применяется он для того, чтобы обеспечить не сильный прогрев металла. Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
https://youtube.com/watch?v=OieoT1LIvQw%3F





