Достоинства порошковой окраски.
- Экономическая выгода. Автоматизированное нанесение порошкового покрытия позволяет максимально эффективно использовать расходные материалы и исключает его перерасход. Средняя эффективность нанесения порошкового покрытия составляет 60-70%, и порошок, не попавший на деталь, может быть использован повторно. Жидкие краски имеют коэффициент нанесения 30-35%, примерно 50% продукта испаряется без возможности повторного использования. Основной продукт для нанесения порошковых покрытий также значительно дешевле, чем жидкой краской.
- Безопасность. Нанесение порошкового покрытия при помощи автоматизированных линий не требуют контакта человека с порошком. Порошковая краска не содержит вредных химических веществ, таких как летучие органические соединения, которые часто встречаются в обычной краске.
- Экологическая чистота. В составе порошковой краски нет вредных для окружающей среды веществ, которые выделяются во время нанесения. Отходы также не являются опасными и могут быть выброшены на обычную свалку. Обычная краска содержит вредные химические вещества, которые, как было доказано, наносят вред здоровью человека, а также производит опасные отходы, которые необходимо утилизировать надлежащим образом.
- Механическая прочность. Порошковая покраска изделий создает более эластичное, прочное и долговечное покрытие по сравнению с обычной краской. Это делает её применение весьма востребованным в деталях транспорта, где велико воздействие вибрации и колебаний.
Порошковое покрытие по многим параметрам превосходит обычную краску и поэтому является лучшим выбором с точки зрения цены и качества.
Оформление окнаОднотонные и в полоску, атласные и ситцевые, прозрачные и не…
Натяжные потолки — надежная защита и изысканный интерьерВ последнее время неотъемлемым атрибутом любого офисного здания, загородного дома…
Интерактивные технологии в музееВ прошлое уходят музеи, в которых посетители чувствуют себя сторонними…
Компания ООО Русский Терем — доступные цены на срубы из бревна в ПермиИзготовление срубов из бревна в Перми — основная специализация нашей…
Критерии выбора кровельных материалов для крыши’Мой дом — моя крепость!’ — думаю, с этим выражением…
Конструктор сайтовБесплатный хостингНовостиСлужба рассылкиТестыИгровой серверCкачать mp3ОткрыткиСоцопросы
Подробности
Виды
В составе первого типа присутствует наличие порошкообразной смеси с высокой дисперсностью, состоящего из добавок, пигментов и полиэфиров. Стоит заметить, что растворителя и эпоксидных смол в составе этого вида нет эпоксидной смолы и разжижителя.
Малотоксичны, могут использоваться при окрашивании спортивного оборудования, деталей автомобилей и т.п. Разрабатываются специально для металлических элементов, на которые регулярно воздействуют атмосферные явления, такие как осадки и температурные колебания.
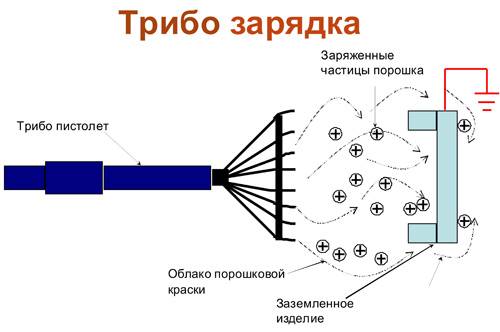
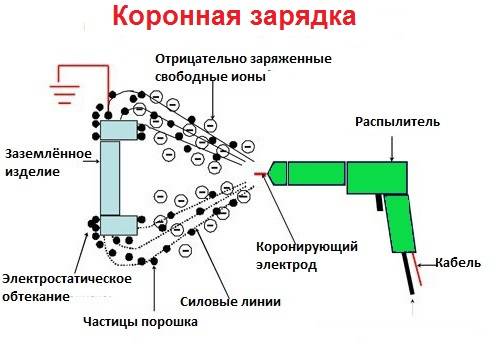
Способов нанесения два: электростатический и трибостатический.
К преимуществам можно отнести химическую стойкость, быстрое высыхание, укрывистость.
Порошок имеет однородную структуру, потому, что охлажденный расплав подвергается измельчению и просеиванию. Помимо металлических конструкций эта краска может использоваться и для покрытия пластиковых и деревянных. Краска безопасная с хорошими защитными свойствами, также она имеет экономичный расход.
Особенностью данного материала является его декоративность, широкая цветовая палитра, стойко переносит химические средства, хорошая плотность нанесения, обладание хорошей адгезией.
Уникальные свойства порошковых эмалей заключаются в ударопрочности, упругости, устойчивости к разного рода растворяющих веществ, а также хорошей растекающейся способностью.
Применяется для покраски металлических поверхностей бытовой техники и электрических приборов, автомобильных деталей и т.д
Такой состав служит отличной защитой от коррозийных образований, стойко переносит температурные колебания температур и не теряет своей яркости.
Эпоксидные краски считаются универсальными. Ее можно использовать как для наружных, так и для внутренних работ. Они отлично сочетают в себе физико-механические и электроизоляционные качества. Отличаются хорошей адгезией, обладают стойкостью к воздействию химическими веществами. Стойки к действию щелочи, топлива, масла, воды. Поэтому могут применяться для защиты трубопровода внутри и снаружи.
https://youtube.com/watch?v=OOvA61XgzE0
Способы нанесения
Может наноситься двумя способами: электростатическим распылением или трибостатическим распылением.
Этапы покраски
Подготовительная часть. Покрываемая поверхность чистится от старого покрытия, различных образований и дефектов;
- Затем поверхность необходимо обработать грунтовочной смесью; После наносят порошок любым способом;
- Затем покрытие полимеризуется, т.е. крашеную поверхность подвергают высоким температурам, которая подбирается в зависимости от красящего состава. При нагревании порошкообразная смесь начинает плавиться, превращаясь в очень прочную однородную поверхность.
Достоинства и возможности
Стоит отдельно отметить некоторые свойства этого необычного материала, которые делают его особенно привлекательным для потребителя.
Стойкость к химическому воздействию
Покрытия, получаемые при использовании полиэфирных красок, обладают повышенной стойкостью к следующим веществам:
- растворы кислот: серной, соляной, азотной, уксусной, лимонной, фосфорной и других,
- спирт этиловый и метиловый,
- масла на минеральной основе,
- метилэтилкетон,
- соединения, содержащие карбоксил,
- ацетон.
Благодаря обработке полиэфирными красящими средствами, значительно повышается срок эксплуатации деталей самых разных конструкций.
Хранить материал в заводской упаковке рекомендуется при температуре от 25 до 50 градусов выше нуля. Срок эксплуатации готового покрытия в среднем составляет 10 лет (если речь идёт о качественном материале от добросовестных производителей).
Декоративность
Полиэфирные краски широко используются при декоративной отделке. Кроме разнообразия цветов и оттенков, можно получить дополнительные интересные визуальные эффекты.
Муар
Высохшая поверхность напоминает фактуру наждачной бумаги. Такое покрытие универсально, поскольку позволяет не только замаскировать мелкие дефекты на окрашиваемой основе, но и придать изделию эстетичный внешний вид.
Шагрень
Покрытие похоже на кожу особой выделки (отсюда и название); так же как и эффект «муара» скрывает изъяны на поверхности и придаёт ей особую элегантность. Такую отделку часто можно встретить на металлических входных дверях или офисной мебели.
Эффект молотковой чеканки
Поверхность смотрится очень декоративно и ассоциируется со старинным железом, которое вручную обрабатывали молотком. Оригинально, красиво и практично.
Краскопульт «Star 3001»
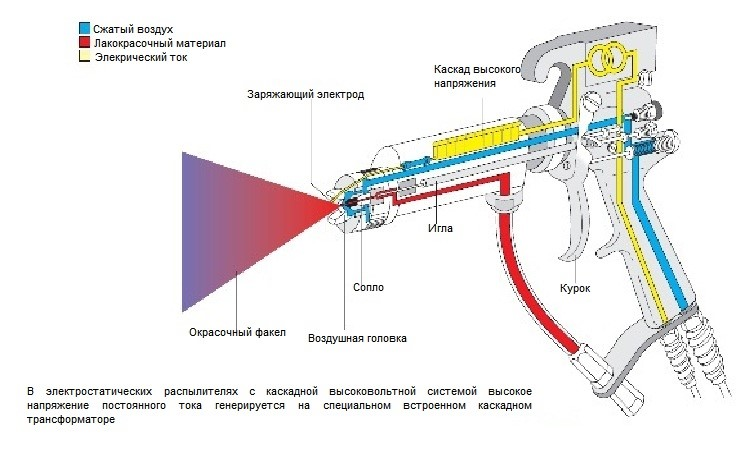
В качестве примера разберем краскораспылитель «Star 3001». В данном аппарате применяется каскадный способ образования высокого напряжения. Изготавливаются как механические, так и автоматические модификации оборудования. Обе модели могут работать как с безвоздушным распылением, так и с воздушной смесью.

Для водорастворимых ЛКМ и для красок на базе растворителя также существуют отдельные модификации. Каждая модель, в зависимости от ее предназначения, может значительно отличаться по используемым в ней материалам, а также иметь свои конструктивные особенности.
Таким образом, ассортимент оборудования широк, поэтому перед покупкой нужно определиться с тем, как будет использоваться электростатический пистолет. Аппарат «Star 3001» предназначен для работы с ЛКМ на водной основе. Это означает защищенность устройства от короткого замыкания, поскольку конструкция произведена из специального материала. А вот для работы с органическим растворителем «Star 3001» не подходит, поэтому нужно поискать модификацию, корпус которой инертен по отношению к растворителям.
Проблема с контуром Фарадея в распылителе данной модели решается отключением электропитания. При отсутствии питания ЛКМ распыляется только под воздействием давления. Клавиша управления напряжением располагается прямо на корпусе краскопульта, что очень удобно. Кроме того, давление можно контролировать своими руками — достаточно нажать на курок. Пистолет также оснащен памятью, благодаря чему поддерживается до трех вариантов электростатического поля на каждый вид краски.
Немаловажный параметр любого применяемого лакокрасочного материала — электрическая сопротивляемость. Вместе с аппаратом «Star 3001» поставляется зонд, который тестирует ЛКМ на сопротивляемость, тем самым обеспечивая наилучший показатель для электростатического поля.

Несмотря на техническую оснащенность, такой краскораспылитель отличается простотой обслуживания. Корпус легко разбирается, после чего все механизмы доступны визуальному наблюдению. В случае поломки замене подлежат любые детали пистолета. Это обстоятельство позволяет упростить ремонтные работы, а также удешевить их.
Следует отметить малый вес устройства — всего 900 граммов. Благодаря легковесности, работать с аппаратом физически не тяжело, а за счет эргономичной рукоятки еще и удобно.
Для промышленного применения разработана модификация «LARIUS 2 Paint Systems». В такой системе применяется двойная диафрагма, за счет которой краска нагнетается под малым давлением.
Приступаем к покраске
И вот, место подготовлено, оборудование установлено и наступает момент, ради которого все это создавалось – покраска.
Однако и тут есть к чему подготовиться, ведь порошковая покраска в домашних условиях не означает покраску в домашней одежде.
Самое важное при порошковой покраске своими руками это защита дыхательных путей и глаз. Для этого подойдет молярный респиратор и обычные, прозрачные, защитные очки
Эти меры предосторожности связаны со спецификой порошковой краски и ее способностью очень быстро заполнить все пространство вокруг себя, а ее попадание на слизистые оболочки — может привести к серьезным последствиям. Также имеет смысл защитить руки, для чего могут подойти даже медицинские перчатки
Также имеет смысл защитить руки, для чего могут подойти даже медицинские перчатки.
В остальном все направлено на поддержание чистоты в помещении, поэтому рекомендуется использовать белый малярный комбинезон, а так же бахилы.
После облачения во все вышеуказанное, можно приступать к выполнению работы. В зависимости от материала, формы и размеров изделия — существуют определенные нюансы в работе.





Обычно они связаны с уровнем давления и с используемыми насадками для пистолета.
Например, порошковая покраска дисков своими руками — процесс очень легкий и требует скорее кропотливости и внимания к деталям, нежели особых навыков.
В этом плане проще всего работать с корпусом автомобиля – простые линии, большое пространство и в процессе окраски рука успеет привыкнуть и опыта будет достаточно для последующих экспериментов.
Еще один момент, который следует отметить, связан с областью применения порошковых покрытий.
Чаще всего требуется порошковая покраска металла своими руками, а любой металл — достаточно привередлив в плане обработки и покраски.
Перед началом подобных работ необходимо полностью избавить помещение от пыли, а так же использовать лампы дневного света закрытого типа.
Краска должна наноситься минимум в три слоя, притом — первый должен быть грунтовочным и иметь белый или черный цвет (выбор зависит от итогового цвета — будет ли он темный или светлый).
После полного высыхания грунтовочного слоя можно приступать непосредственно к покраске.
Использование порошковой краски для реставрации ЛКП автомобиля позволяет в результате получить качественное полимерное покрытие, которое помимо отличного вешнего вида характеризуется и повышенными защитными свойствами. Разработана данная технология нанесения покрытия еще в 50-х годах. В большинстве случаев, в отличие от стандартных эмалей, порошковая краска после нанесения поддается термической обработки в камере, расплавляясь, образует надежный защитный слой на металлических деталях кузова.
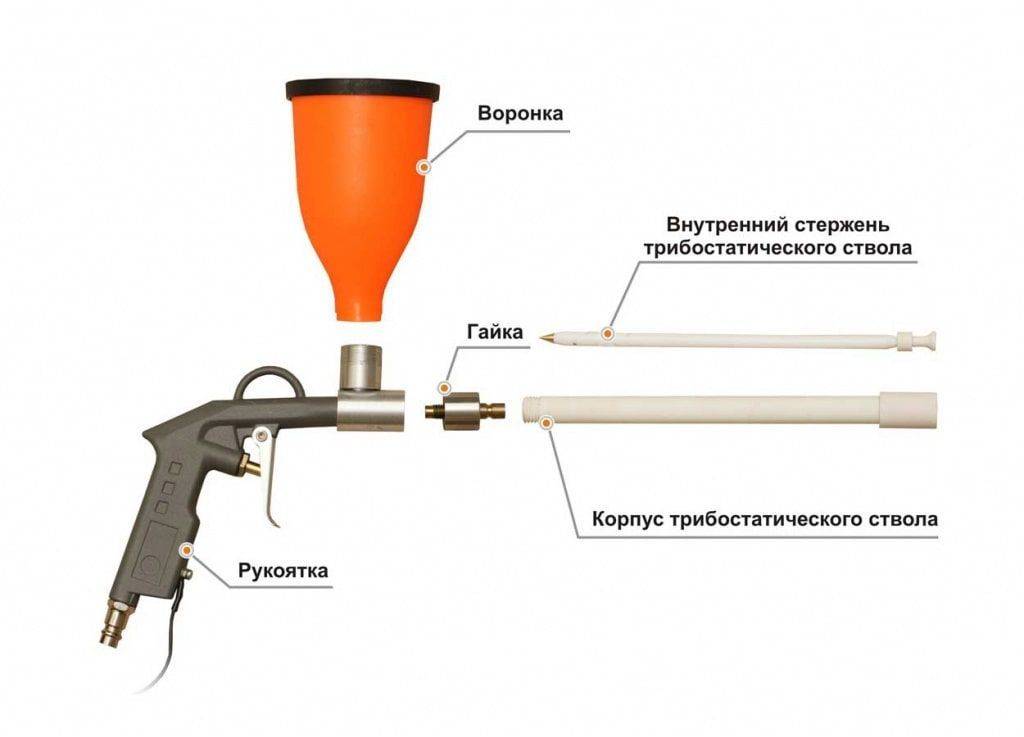
Нанесение краски происходит с помощью специального пистолета для порошковой покраски, который имеет свои особенности и отличия в сравнении с уже привычными для нас краскопультами для эмалей.
Растворители, ускорители и ингибиторы
Обязательный компонент смолы — растворитель-мономер. Нужен для разведения, снижения вязкости (сам полиэфир очень густой), как участник сополимеризации. Для перевода материала из жидкого состояния в твердое применяются катализаторы, например, гидроперекись (позволяет полиэфирке обрести конечные свойства).
Ускоритель вводят в состав сразу либо добавляют, чтобы стабилизировать массу, в процессе эксплуатации. Обычно в качестве ускорителя выступают соли кобальта. Без последовательного применения таких веществ процесс отверждения будет происходить медленно или преждевременно, готовое изделие будет испорчено.

Как проходит покраска металла порошковой краской
Металлические поверхности, в большинстве случаев, постоянно сталкиваются с воздействием окружающей среды и поэтому лакокрасочный состав очень быстро изнашивается. Порошковые краски отличное решение этой проблемы.
Стоят они относительно не дорого, поэтому стоимость здания из металлоконструкций особо не изменится, а множество положительных качеств данного материала надолго защитят поверхность постройки.
Единственный минус — технология нанесения порошковых красок, которая требует определенных познаний.
Как покрасить металл порошковой краской?
Как уже было сказано ранее, лучшая краска для металлического забора — это порошковая краска. Подготовка поверхности, которую требует технология порошковой покраски металла, практически не отличается от подготовки металла для других видов лакокрасочных изделий.
Чаще всего применяется обезжиривание, фосфатирование и травление поверхности металла.
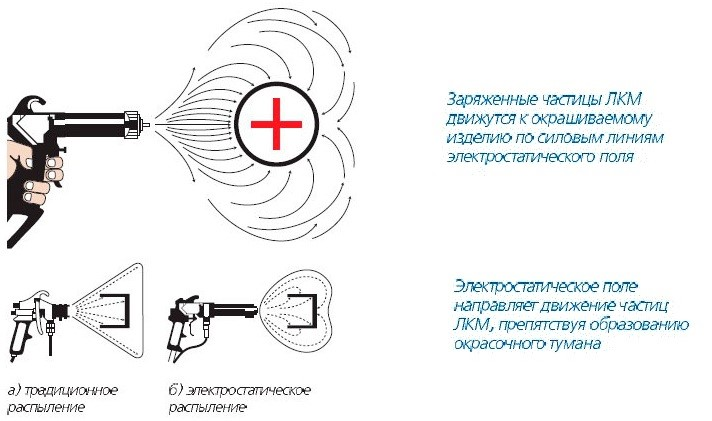
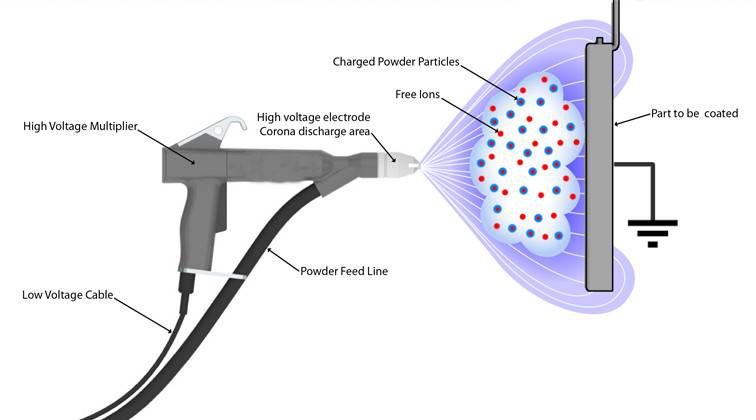
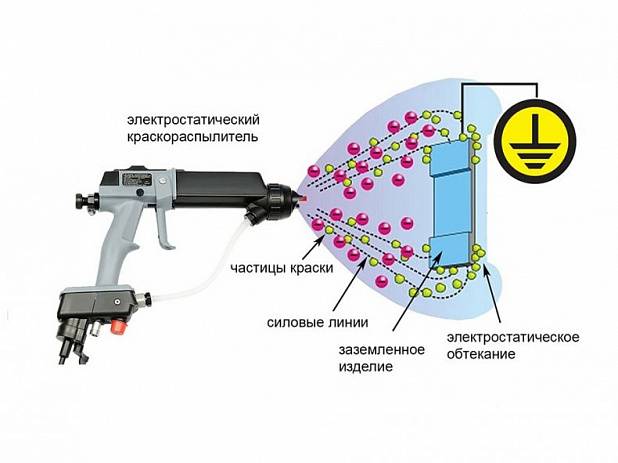
Далее наступает этап непосредственной покраски металла порошковой краской. Если требуется окрасить большую однородную металлическую поверхность, то выгоднее использовать электростатическое нанесение.
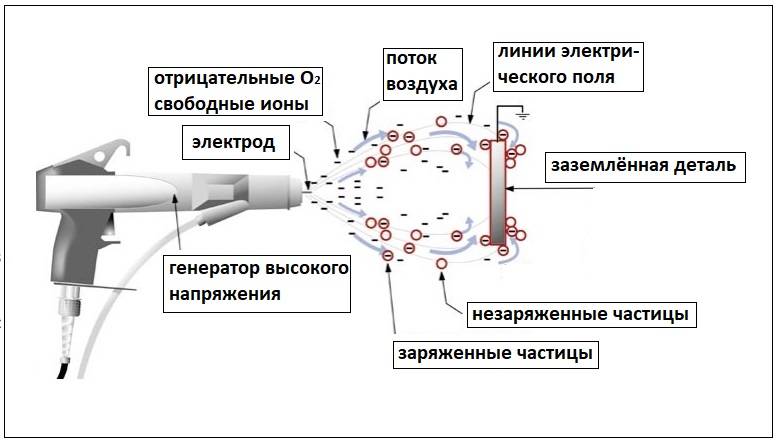
Суть заключается в том, что с помощью специального прибора частицы краски наделяются электрическим зарядом и направляются на поверхность металла. Этот метод обеспечивает равномерное нанесение порошковой краски на металл.
Вторая технология нанесения порошковых красок заключается в нанесение лакокрасочного изделия на «кипящий слой».
Для этого изделие, которое необходимо окрасить, чаще всего это сета или металлическое изделие неправильной формы, нагревается до температуры в 55-60 градусов Цельсия, и на небольшое время опускается в специальную ёмкость с порошковой краской, оборудованную мембранами с нижней стороны, через которые поступает сжатый воздух, который доводит порошок до температуры кипения.
Растворяясь, частицы краски оседают на нагретой поверхности металла и формируют гладкий равномерный слой.
Цена оборудования для порошковой краски
В бытовых условиях, чаще всего, используются ручные электрические распылители, работающие от обычной розетки в 220 вольт.
Стоимость таких приспособлений варьируется от 1800 рублей до 12000 рублей и зависит, в основном, от именитости производителя.
Промышленное же оборудование для покраски металла порошковой краской очень разнообразно и может стоить от нескольких десятков тысяч рублей до нескольких миллионов рублей.
Как наносить порошковые краски на металлические поверхности?
К сожалению, в домашних условиях качественно нанести данный вид лакокрасочного покрытия на металлическую поверхность не получится. Для этого используются специальные покрасочные камеры.
Это связано, в первую очередь, с тем, что около 30% частиц порошковой краски по металлу не оседают с первого раза на поверхности и в случае открытого пространства осядут на всем, что окружает объект окрашивания. В покрасочной камере данные частицы улавливаются и снова направляются в работу.
Стоит отметить, что такое улавливание частиц порошковой краски по металлу не только оберегает окружающие предметы от порчи, но и снижает расход лакокрасочного материала.
Как говорилось ранее, после нанесения порошковой краски на металлическую поверхность, изделие отправляется в специальную полимеризационную камеру. На данном этапе нет никаких особенностей, необходимо просто следовать технологии.
Несколько слов о преимуществах порошковых красок по металлу
Данный вид лакокрасочных материалов имеет ряд преимуществ, которые выделяют его среди других возможных кандидатов на металлические поверхности:
- При помощи данного лакокрасочного материала достигаются уникальные физико-химические свойства;
- Покрытие из порошковых красок по металлу достаточно наносить всего в один слой, что существенно снижает расходы;
- Лакокрасочное покрытие из данного лакокрасочного материала обладает более высоким уровнем ударопрочных и антикоррозийных свойств, по сравнению с лакокрасочными материалами другого вида;
- Затвердевание покрытия происходит очень быстро — всего за 30 минут. Эта величина не достижима ни для одного другого вида лакокрасочного покрытия;
- Процесс окрашивания порошковыми красками по металлу является одним из самых экологически безопасных.
Время использования эпоксидных смол
Этот параметр наиболее важен при работе с составами, поскольку промежуток, на протяжении которого они сохраняют вязкое либо жидкое состояние и пригодны для переработки имеет свои ограничения. «Рабочее время» состава зависит от нескольких факторов, которые обязательно должны учитываться в процессе приготовления компаунда.
Отверждение одних составов наступает при температуре -10, других — выше +100 градусов. Работать с составом, как правило, можно от получаса и до часа. Если он отвердеет, то станет непригоден для применения. Поэтому, готовя составы, нужно четко контролировать как количество отвердителя, так и температуру смолы.
Работа с полиэфирной смолой
Вначале следует точно отмерить объем смолы и ускорителя, пропорции всегда указываются в инструкции. Рекомендуется начинать работу с минимального количества материалов — не более 0,5 – 1 литра. Ускоритель добавляют постепенно, после тщательно размешивают смолу. Быстрые движения недопустимы — так в массу попадет много воздуха.
Когда требуется замедлить отверждение, можно поставить емкость с массой в таз с холодной водой. Переход жидкости в желатинообразное состояние означает окончание периода ее использования. Обычно такой процесс занимает 20 – 60 минут. Склеить изделия или нанести смолу на поверхности надо раньше, после желатинизации перемещать материал уже нельзя. Далее надо дождаться полной полимеризации — от нескольких часов до 2 суток, но окончательные свойства полиэфирка обретет через 1 – 2 недели.
Полимеризация
На заключительной стадии окрашивания происходит плавление и полимеризация нанесенной на изделие порошковой краски в камере полимеризации.
После нанесения порошковой краски изделие направляется на стадию формирования покрытия. Она включает оплавление слоя краски, последующее получение пленки покрытия, его отвержения и охлаждения. Процесс оплавления происходит в специальной печи оплавления и полимеризации. Существует много разновидностей камер полимеризации, их конструкция может меняться в зависимости от условий и особенностей производства на конкретном предприятии. С виду печь представляет собой сушильный шкаф с электронной «начинкой». При помощи блока управления можно контролировать температурный режим печи, время окрашивания и настраивать таймер для автоматического отключения печи при завершении процесса. Источниками энергии для печей полимеризации могут служить электричество, природный газ и даже мазут.
Печи делятся на проходные и тупиковые, горизонтальные и вертикальные, одно- и многоходовые. Для тупиковых печей важным моментом является скорость подъема температуры. Этому требованию в наибольшей степени соответствуют печи с рециркуляцией воздуха. Камеры нанесения из диэлектриков с электропроводным покрытием обеспечивают равномерное распределение порошковой краски на поверхности детали, однако при неправильном использовании они могут накапливать электрические заряды и представлять опасность.
Оплавление и полимеризация происходит при температуре 150-220 °С в течение 15-30 минут, после чего порошковая краска образует пленку (полимеризуется). Основным требованием, предъявляемым к камерам полимеризации, является поддержание постоянной заданной температуры (в разных частях печи допускается разброс температуры не менее 5°С) для равномерного прогрева изделия.
При нагреве в печи изделия с нанесенным слоем порошковой краски частицы краски расплавляются, переходят в вязкое состояние и сливаются в непрерывную пленку, при этом вытесняя воздух, находившийся в слое порошковой краски. Часть воздуха может все же оставаться в пленке, образовывая поры, ухудшающие качество покрытия. Для избежания появления пор окраску следует проводить при температуре, превышающей температуру плавления краски, а покрытие наносить тонким слоем.
При дальнейшем нагревании изделия краска глубоко проникает в поверхность и затем отвердевает. На этом этапе формируется покрытие с заданными характеристиками структуры, внешнего вида, прочности, защитных свойств и т.д.
При окраске больших металлических деталей температура их поверхности поднимается значительно медленнее, чем у тонкостенных изделий, поэтому покрытие не успевает полностью затвердеть, в результате чего снижается его прочность и адгезия. В этом случае деталь предварительно нагревают или увеличивают время его отвержения.
Отвержение рекомендуется производить при более низких температурах и в течение более продолжительного периода времени. При таком режиме снижается вероятность возникновения дефектов, и улучшаются механические свойства покрытия.
На время получения необходимой температуры на поверхности изделия влияют масса изделия и свойства материала, из которого изготовлена деталь.
После отвержения поверхность подвергается охлаждению, которое обеспечивается за счет удлинения конвейерной цепи. Также для этой цели используются специальные камеры охлаждения, которые могут являться частью печи отвержения.



Соответствующий режим для формирования покрытия необходимо подбирать с учетом вида порошковой краски, особенностей окрашиваемого изделия, типа печи т.д. Необходимо помнить, что для нанесения порошкового покрытия решающую роль играет температура, особенно при нанесении покрытия на термостойкие пластмассы или изделия из древесины.
По окончании полимеризации изделие охлаждается на воздухе. После остывания изделия покрытие готово.
Другие виды смол
Винилэфирные составы
Это новый вид смеси, принцип получения которой похож на получение полиэфирной смолы.
Они имеют хорошую прочность, которая есть благодаря определенным молекулам из эпоксидки. А усадка средняя (больше, чем у эпоксидной смолы, и меньше, чем у полиэфирной).
Иные свойства:
- Не дает микротрещинам образовываться;
- Повышает уровень сцепления с основанием;
- Водостойкий.
Но такой материал опасен для человека из-за того, что в составе есть вредные элементы. Современные варианты такого материала их уже не содержат. Из отрицательных моментов можно еще назвать плохую адгезию при комнатной температуре.
Бакелитовая смесь
По внешнему виду такая смола похожа на тягучую жидкость желтого цвета с разным оттенком (светлым или темным).
Такое средство применяют как соединяющий элемент при производстве инструментов для обработки металла холодного и горячего прессования или вальцевания.
Бакелит используют в производстве пластмассы, потому что у него есть свойство оставаться сформировавшимся и не плавится при нагревании.
Свойства такого средства:
- Высокий уровень стойкости к ударам, давлению;
- Низкий уровень теплопроводности;
- Легко обрабатывать на оборудовании;
- Хорошая электроизоляция;
- Не боится химических веществ;
- Выдерживает температуру до +300 градусов.
Эпоксивинилэфирные средства

Пользуются большой популярностью на производствах, где нужны антикоррозийные особенности стеклопластикового материала.
Именно поэтому такие средства применяют в различных направлениях промышленности:
- Химическая промышленность;
- Энергетическая промышленность;
- Целлюлозная промышленность;
- Нефтехимическая промышленность;
- Производство лекарственных препаратов;
- Обработка отходов.

При нанесении на объекты таких смол они надежно защищены от разных растворителей, щелочей, окислителей и так далее. Некоторые виды таких смесей могут выдержать температуру до +315, но в основном их используют при температуре до +175.
Изофталевая смесь
Такой материал — это тот же полиэфир, только процесс его производства немного другой. От обычной полиэфирной массы такая смола отличается строением (молекулярной массой). Поэтому и свойства у данного материала немного другие.
Изофталевая смесь имеет сложное строение. Основные ее особенности:
- Высокий уровень прочности и стойкости к ударам;
- Отлично связывается с волокнами стекла;
- Выдерживает серьезные нагрузки;
- Низкий уровень водопоглощения;
- Подходит ручной метод или напыление.
Ортофталевые средства
Если сравнивать с изофталевыми смесями, эти имеют не такую сложную структуру.
В состав входят такие материалы, которые делают смесь с хорошими экологическими показателями, количества испаряемых вредных веществ минимально. А некоторые вообще были признаны безопасными для человека.
В большинстве смол содержится парафин. Такие средства часто используют для создания верхнего слоя на ламинате. Этот материал быстро высыхает, поэтому время работы с ним очень маленькое.
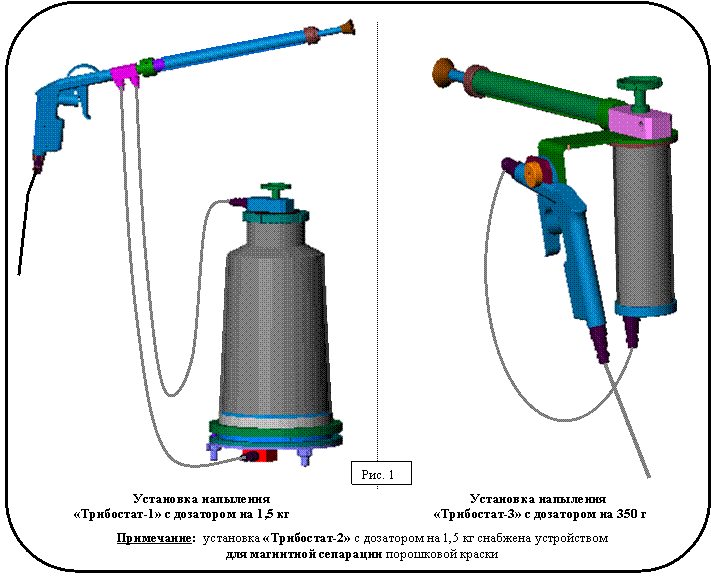
Напыление порошковых красок трибостатическим методом
После промывки и выхода деталей из водоосушительной печи производится их перенавеска на конвейер окраски, который проходит через камеру напыления и печь оплавления покрытия.
Установка напыления состоит из 2-х кабин, оснащенных пистолетами-распылителями и предназначена для нанесения эпокси-полиэфирной порошковой краски и ее регенерации.
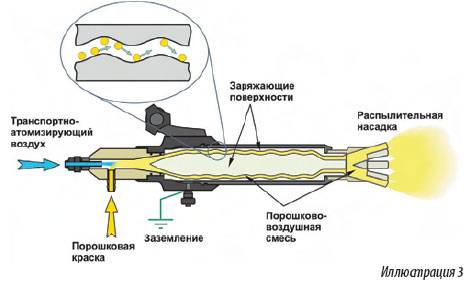
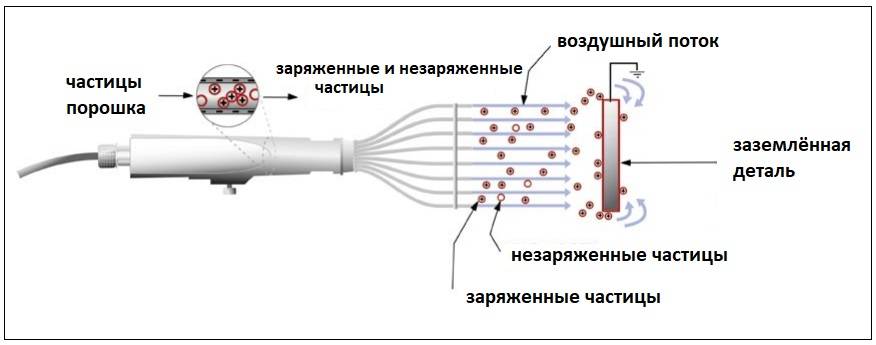
Трибостатический метод распыления краски, в отличие от общепринятого электростатического метода распыления порошка (создание порошковых покрытий), не использует внешнего источника энергии высокого напряжения. Заряжение порошкового покрытия происходит фрикционным путем, в воздушном потоке. При этом скорость протекания воздуха в камере не должна превышать 0,3 м/сек. Такое значение скорости выбрано с целью избежания статического заряжения частичек порошка, вызываемого турбулентным потоком воздуха.
Преимущества предлагаемого способа напыления состоит также в том, что попавший в кабину, а не на поверхность обрабатываемого изделия порошок может быть регенерирован. В зависимости от геометрической формы деталей от 10% до 50% краски не оседает на их поверхности, а попадает в систему регенерации. В результате непрерывного отсоса порошок из кабины попадает в циклон, который работает по принципу обычного центробежного отделения порошка. После центрифуги оставшаяся часть порошка собирается на воздушном фильтре.
Повышенная температура
Но даже и так реакция между этим веществами не заставляет себя ждать. Изотермичность этой реакции, то есть активное выделение тепла во время ее протекания, является важнейшим условием дальнейших превращений смолы, перехода ее агрегатного состояния из жидкого сначала в желеобразное, а затем и твердое.

Температура при активном взаимодействии этих веществ может иногда подниматься до 100°C и более градусов. Особенно это проявляется в больших массах разводимой отверждаемой полиэфирной композиции, будь то объемная отливка или слой напольного покрытия. В объемных отливках температура понимается выше всего, в площадных, напольных и им подобных не так высоко из-за большой площади охлаждения при контакте с воздухом.
Если же температура после смешивания предускоренной полиэфирной смолы с отвердителем становится выше критической, то в случае с объемной отливкой тару или форму с ней можно поместить в холодную воду. Но тогда пониженная температура снизит и скорость протекания реакции отверждения.
Температура нагрева выше комнатной наоборот, ускоряет реакции сначала желатинизации, а потом и отверждения. Отверждение проходит сначала резиноподобную фазу, когда застывающая масса прогибается при надавливании на нее, но потом сразу возвращается в исходное положение. Такая фаза наступает обычно через полтора-два часа после того, как в полиэфирку с предускорителем ввели отвердитель.

Для горячих процессов в качестве такого вещества лучше использовать 50% перекись бензоила на дибутилфталате. При вымешивании массы ее температура может повыситься до 100-130°C градусов, что гораздо выше температуры кипятка, поэтому производить такие действия нужно, максимально защитившись от возможных последствий. Если отвердителем работает раствор перекиси дикумила (C6H5C)CH3)2O2, (или кумила пироксида), температура может повысится и до 160°C градусов.
Полезно узнать > Как выглядят и используются силиконовые молды для эпоксидной смолы
Общие характеристики
Твёрдые дисперсные структуры, в соединении которых присутствуют смолы образующие смолы, отвердители (сиккативы), разные пигменты, а еще установочные добавки, именуются красками на основе порошков.
Подобным составам характерны:
- гомогенность (однотипность состава);
- физическое и химическое постоянство;
- неизменность смеси во время эксплуатации и хранении.
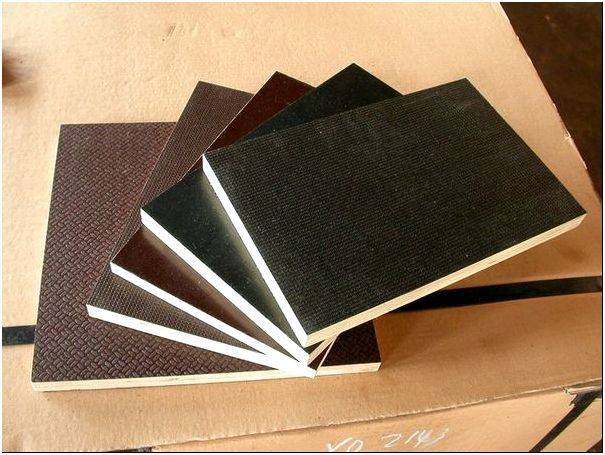
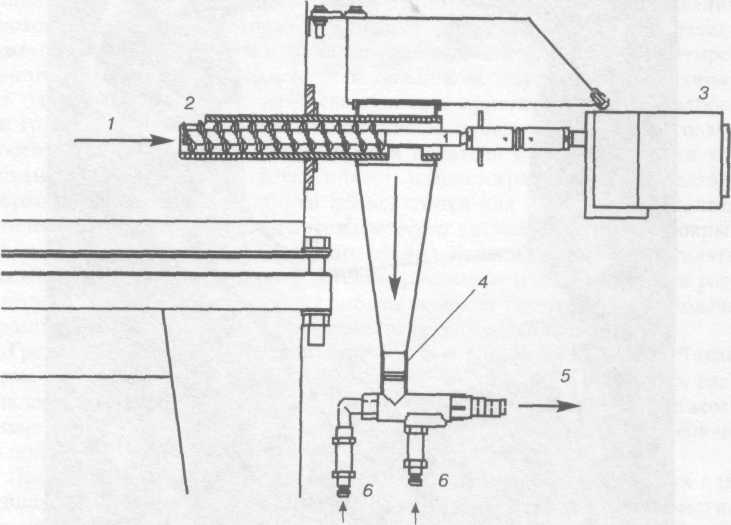
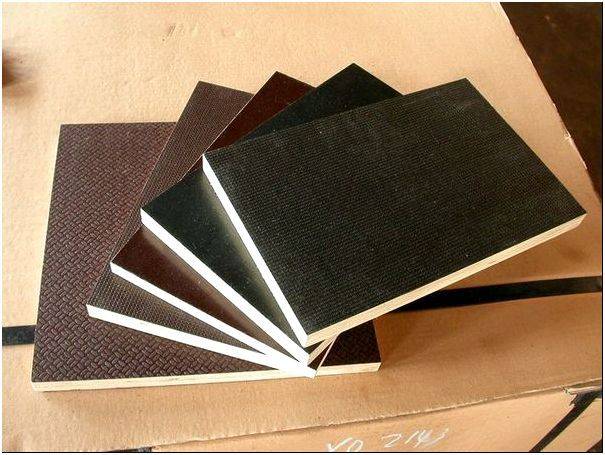
Полиэфирные полимерные краски производятся так: все ингридиенты перемешивают, потом гомогенизируют, (это происходит при большой температуре в двухшнековом экструдере). Готовый расплав охлаждают, делают мельче и просеивают, чем добиваются однородности порошка. Такие краски применяют только для поверхностей из металла. Однако за последние десять лет сделаны более десяти видов порошковых ЛКМ для пластика и дерева.
Такие краски отличительны экологической безопасностью, хорошими свойствами защиты, декоративностью. Плюс к этому, они экономны. Окрашивание происходит в специализированной камере, чем достигается 100% применение материала.

Специфики полимерной краски:
- декоративность (возможность применять широкую палитру цветов);
- надежность (большая устойчивость к химии);
- возможность получить довольно толстое покрытие за одно окрашивание;
- полное отсутствие потеков на вертикалях;
- хорошая адгезия.
Время использования эпоксидных смол
Этот параметр наиболее важен при работе с составами, поскольку промежуток, на протяжении которого они сохраняют вязкое либо жидкое состояние и пригодны для переработки имеет свои ограничения. «Рабочее время» состава зависит от нескольких факторов, которые обязательно должны учитываться в процессе приготовления компаунда.
Отверждение одних составов наступает при температуре -10, других — выше +100 градусов. Работать с составом, как правило, можно от получаса и до часа. Если он отвердеет, то станет непригоден для применения. Поэтому, готовя составы, нужно четко контролировать как количество отвердителя, так и температуру смолы.
Другие виды смол

Винилэфирные составы
Это новый вид смеси, принцип получения которой похож на получение полиэфирной смолы.
Они имеют хорошую прочность, которая есть благодаря определенным молекулам из эпоксидки. А усадка средняя (больше, чем у эпоксидной смолы, и меньше, чем у полиэфирной).





Иные свойства:
- Не дает микротрещинам образовываться;
- Повышает уровень сцепления с основанием;
- Водостойкий.
Но такой материал опасен для человека из-за того, что в составе есть вредные элементы. Современные варианты такого материала их уже не содержат. Из отрицательных моментов можно еще назвать плохую адгезию при комнатной температуре.
Бакелитовая смесь
По внешнему виду такая смола похожа на тягучую жидкость желтого цвета с разным оттенком (светлым или темным).
Такое средство применяют как соединяющий элемент при производстве инструментов для обработки металла холодного и горячего прессования или вальцевания.
Бакелит используют в производстве пластмассы, потому что у него есть свойство оставаться сформировавшимся и не плавится при нагревании.
Свойства такого средства:
- Высокий уровень стойкости к ударам, давлению;
- Низкий уровень теплопроводности;
- Легко обрабатывать на оборудовании;
- Хорошая электроизоляция;
- Не боится химических веществ;
- Выдерживает температуру до +300 градусов.
Эпоксивинилэфирные средства

Пользуются большой популярностью на производствах, где нужны антикоррозийные особенности стеклопластикового материала.
Именно поэтому такие средства применяют в различных направлениях промышленности:
- Химическая промышленность;
- Энергетическая промышленность;
- Целлюлозная промышленность;
- Нефтехимическая промышленность;
- Производство лекарственных препаратов;
- Обработка отходов.

При нанесении на объекты таких смол они надежно защищены от разных растворителей, щелочей, окислителей и так далее. Некоторые виды таких смесей могут выдержать температуру до +315, но в основном их используют при температуре до +175.
Изофталевая смесь
Такой материал — это тот же полиэфир, только процесс его производства немного другой. От обычной полиэфирной массы такая смола отличается строением (молекулярной массой). Поэтому и свойства у данного материала немного другие.
Изофталевая смесь имеет сложное строение. Основные ее особенности:
- Высокий уровень прочности и стойкости к ударам;
- Отлично связывается с волокнами стекла;
- Выдерживает серьезные нагрузки;
- Низкий уровень водопоглощения;
- Подходит ручной метод или напыление.
Ортофталевые средства
Если сравнивать с изофталевыми смесями, эти имеют не такую сложную структуру.
В состав входят такие материалы, которые делают смесь с хорошими экологическими показателями, количества испаряемых вредных веществ минимально. А некоторые вообще были признаны безопасными для человека.
В большинстве смол содержится парафин. Такие средства часто используют для создания верхнего слоя на ламинате. Этот материал быстро высыхает, поэтому время работы с ним очень маленькое.
Методы покраски
Существует 2 способа нанесения порошковых полиэфирных и эпоксидно-полиэфирных составов – это электростатическое и трибостатическое распыление. Типовой процесс покраски состоит из следующих шагов:
- Подготовки основания предмета к покраске – зачистки от ржавчины, обработки грунтовками.
- Нанесения на окрашиваемый предмет порошка одним из самых подходящих для этого способов.
- Полимеризации при температуре от 140 – 220 °С. Это зависит от вида краски. В процессе подогревания порошок медленно расплавляется, в результате чего получается прочное однородное покрытие.
Производители порошковых красок выпускают составы, напоминающие хром, патину, медь, анодированный алюминий и некоторые металлы. Поверхности после окрашивания могут быть глянцевыми, способными скрывать мелкие дефекты, или фактурными, подчеркивающими достоинства. Выбор для потенциального потребителя огромен.





