Технологический процесс вакуумной металлизации
Рассматриваемый метод обработки деталей применяется достаточно давно. Вакуумная металлизация – процесс, основанный на испарении и выпадении конденсата материала на подложку. Среди особенностей данного процесса следует отметить нижеприведенные моменты:
- Универсальность и высокая эффективность метода определяет его большое распространение. В будущем ожидается более обширное применение процесса металлизации полимерных и других материалов. Развитие рассматриваемого метода обработки связывают с совершенствованием используемого оборудования. Так современные вакуумные установить позволяют автоматизировать процедуру металлизации деталей, повысить качество получаемых поверхностей, снизить себестоимость получаемых изделий. Единственное препятствие на пути развития данной отрасли – высокая стоимость современного оборудования и возникающие сложности при его установке, использовании и обслуживании.
- Технологический процесс вакуумной металлизации достаточно сложен, на результате отражается условие проведения каждого этапа. При нагреве материала, который должен стать будущим покрытием, он претерпевает большое количество изменений. Примером можно назвать то, что изначально покрытие испаряется, затем происходит адсорбция, после чего выпадение конденсата и кристаллизация для закрепления слоя на поверхности.
- На качество получаемого результата оказывает воздействие достаточно большое количество факторов, среди которых отметим физико-химические качества подложки, выдерживаемые условия проведения металлизации.
- Образование напыляемого покрытия при металлизации происходит в два основных этапа: перенос энергии и массы от источника к поверхности и их распределение по всей подложке.
Технология вакуумной металлизации подходит для обработки самых различных деталей. В качестве примера можно привести рулонные материалы из пластика или пластмассы.
Типовая технология состоит из нескольких основных этапов:
Подготовка детали к проводимому процессу. Среди требований, которые предъявляются к детали можно отметить отсутствие острых кромок и скрытых участков от прямолинейного попадания конденсата. Вакуумная металлизация пластмасс или других материалов возможна только в том случае, если фора заготовки не сложная.
Обезжиривание и сушка. Некоторые материалы могут содержать большое количество адсорбированной влаги, к примеру, полимеры. Сушка проводится при температуре около 80 градусов Цельсия, время выдержки составляет 3 часа. Обезжиривание уже проводится в вакуумной камере на подготовительном этапе. Технология обезжиривания предусматривает разматывание рулона и воздействие тлеющего разряда. Как показывают результаты проведенных исследований, выполнение отжига на стадии подготовки полимеров благоприятно сказывается на структуре рассматриваемого материала, так как существенно снижается показатель внутреннего напряжения. Вакуумная рулонная металлизация должна проводится с исключением вероятности образования складок на этапе подготовке заготовки, так как их можно назвать дефектов.
Этап активационной обработки поверхности. Вакуумная металлизация пластика и других материалов предусматривает активацию поверхности. При этом могут использоваться самые различные методы активации, выбор которых зависит от качеств самого материала. Данный процесс предназначен для повышения показателя адгезии поверхности.
Нанесение вещества на поверхность. В большинстве случае вакуумная металлизация алюминия или другого сплава проходит при применении резистивного метода испарения при условии воздействия температуры. Вольфрамовая технология испарения применяется намного реже, так как предусматривает нагрев среды до небольшой температуры, в результате чего испаритель разрушается за минимальные сроки.
Заключительный этап касается контроля качества металлизации. Если наносимый слой носит декоративный характер, то в большинстве случаев контроль качества заключается в регистрации оптических свойств
Кроме этого уделяется внимание равномерности напыления, прочности соединения поверхностного слоя и структуры.
Технология вакуумной металлизации пластмасс и других материалов сложна, для получения качественной поверхности нужно соблюдать все условия обработки.
Технологические особенности химической металлизации
Химическая металлизация может проводиться с различными целями, основной из которых является улучшение декоративных характеристик обрабатываемого изделия. Кроме того, полученное методом химической металлизации покрытие позволяет скрыть такие дефекты обрабатываемой поверхности, как мелкие поры и микротрещины. В отдельных случаях данную технологию используют для того, чтобы выполнить восстановление поверхности.
Если обобщить цели применения данного метода обработки, то все они заключаются в том, чтобы улучшить характеристики материала, из которого изготовлено изделие. К таким характеристикам, в частности, относятся:
- декоративные свойства;
- коррозионная устойчивость;
- твердость;
- износоустойчивость и др.
При этом, нанося на поверхность металлический слой химическим способом, можно получить покрытие с требуемыми характеристиками.

Процесс химической металлизации разделяется на несколько этапов, легко осуществимых на любом лакокрасочном производстве
Основная задача, которую необходимо решить при выполнении хим металлизации, – это обеспечить оптимальные условия для протекания окислительно-восстановительных реакций. При обеспечении таких условий из состава химического вещества происходит вылет атомов, окислительно-восстановительный потенциал которых находится на более высоком уровне. Конечно, такой процесс сложно проконтролировать визуально, но его результат – изменение цвета обрабатываемой поверхности – будет заметен сразу.
Сама технология выполнения металлизации химическим способом заключается в следующем: на изделие наносятся специальные химические реагенты, которые начинают вступать между собой в реакции. В результате на обрабатываемой поверхности формируется тонкий слой металла. Металлическое покрытие, полученное химическим способом, может быть выполнено не только в определенном цвете, но и иметь несколько оттенков с плавными переходами между ними. Известный многим специалистам и домашним мастерам метод каталитического хромирования изделий, к слову, также выполняется по технологии химической металлизации.
https://youtube.com/watch?v=B9DWzj5GWZY
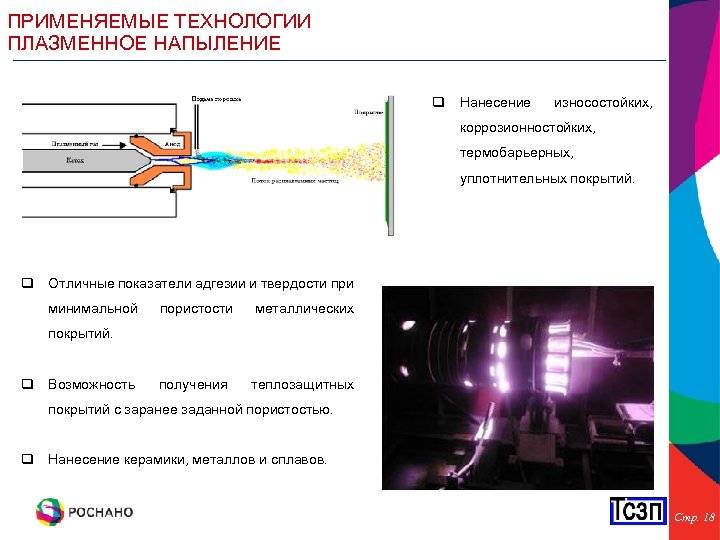
Сущность и назначение плазменного напыления металлов
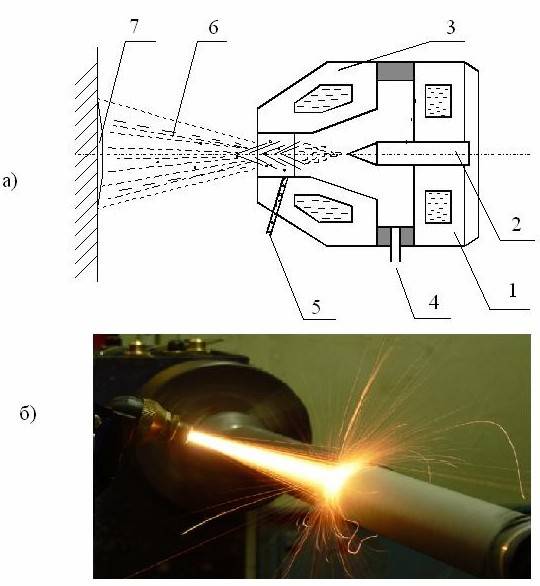
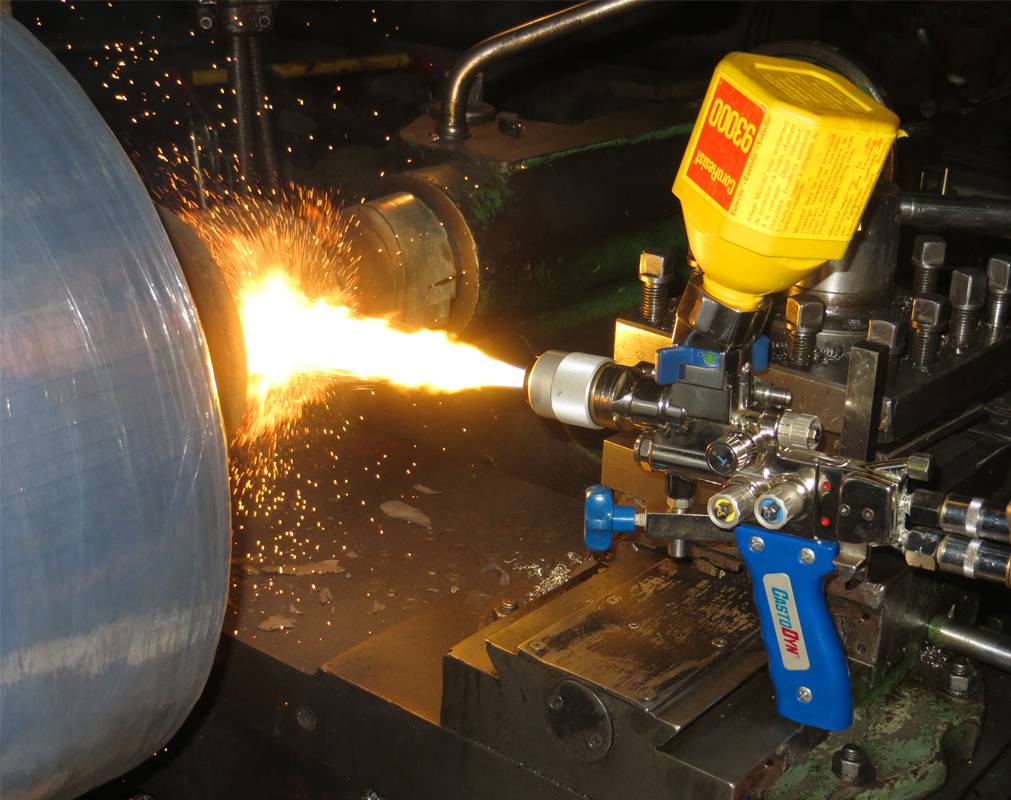
Суть процесса плазменного напыления заключается в том, что в струю из плазмы, которая имеет сверхвысокие температуры и направлена на обрабатываемый объект, подают дозированное количество частиц металла. Последние расплавляются и, увлекаемые струей, оседают на поверхности детали. К плазменному напылению прибегают в следующих случаях:
- Создание защитного слоя на изделии. Это может быть механическое усиление, когда на менее прочное основание наносят более прочный металл. С помощью диффузионной металлизации также можно увеличить сопротивляемость детали коррозионному воздействию, если наносить пленку из оксидов или металлов, мало подверженных окислению.
- Восстановление изношенных деталей. В этом случае за счет нового слоя покрытия можно убрать дефекты разрушения поверхности, чтобы придать изделию первоначальное состояние. В качестве материала напыления здесь используют металл, идентичный материалу основания.
Плазменное напыление отличается от других видов напыления рядом особенностей:
- Благодаря тому что плазма воздействует на исходное основание при помощи сверхвысоких температур (5000–6000 градусов по Цельсию), процесс протекает в ускоренном режиме. Иногда достаточно долей секунд, чтобы получить заданную толщину напыления.
- Диффузионная металлизация позволяет наносить как монослой на поверхность, так и делать комбинированное напыление. При помощи плазменной струи можно дополнять диффундируемый металл элементами газа, необходимыми для насыщения слоя элементарными частицами нужных химических элементов.
- При плазменном напылении практически отсутствует эффект дополнительного окисления основного металла. Это связано с тем, что реакция протекает в среде инертных газов без привлечения кислорода.
- Финальное покрытие обладает высоким качеством за счет идеальной однородности и равномерности проникновения атомов напыляемого металла в слой основания.
Маркировка
Для того, чтобы избежать ошибки при выборе окон с энергосберегающим стеклом, следует научиться читать маркировку стеклопакетов. Она отражает основные технические характеристики конкретной модели, в том числе:
- количество камер,
- тип заполнения камер,
- толщину стекол,
- наличие и тип энергосберегающего покрытия.
Так, маркировка Ar10-4M1-Ar10-И4 соответствует двухкамерному стеклопакету, толщина стекол которого составляет 4 мм, камеры заполнены аргоном, а на одно из стекол нанесено I-покрытие.

Напыление на стекло металлов, их окислов позволяет либо улучшить качество стекла, либо придать ему дополнительные полезные свойства. Например, бывает напыление на стекло энергосберегающее. Или тонировочное.
Насколько сложный это процесс – напыление? Можно ли осуществить его своими руками, в домашней лаборатории? Какие полезные свойства придаются стеклу напылением?
На эти и другие вопросы мы ответим в статье далее на нашем портале.
Оборудование для изготовления изделий из термореактивных СПМ
К основному технологическому оборудованию и вспомогательным техническим средствам, задействованным при изготовлении стеклопластиковых изделий на основе термореактивных связующих, предъявляются два основных требования:
- обеспечение равномерной подачи стекловолокнистого наполнителя или качественной укладки армирующих стекловолокон на поверхность шаблона-матрицы;
- обеспечение полноценной пропитки наполнителя связующим термореактивным составом.
Для каждой методики изготовления изделий из СПМ предлагаются различные модели технологического оборудования от ведущих производителей в сфере производства композитных полимеров.
Рассмотрим наиболее распространенные предложения по оборудованию для напыления, вакуумной формовки и намотки стеклопластиков.
Для напыления
Признанным лидером в производстве аппаратуры для изготовления изделий из СПМ является компания GlasCraft (Германия), которую в 2008 году приобрела компания Graco (США).
Стоимость комплекта аппаратуры, оснащенной пистолетом-распылителем рубленого ровинга и распылителем компонентов связующего состава, составляет 13 000 долл. США.






Из отечественных производителей качественную аппаратуру для напыления производят в цехах .

Для вакуумной формовки
Приоритеты среди производителей систем вакуумной формовки те же, что и для напыления – американские Graco и MVP. Стоимость их оборудования колеблется в пределах 12- 15 тыс. долл. США.
Однако для большинства российских предпринимателей, решивших заняться изготовлением стеклопластиковых изделий, вопрос комплектования мастерской или цеха вакуумной формовки решается путем приобретения разрозненных элементов от российских, белорусских и украинских производителей, включая китайский контрафакт, и сборки на их основе полноценной вакуумной установки.
По разным оценкам в этом случае приходится затратить не более 250-400 тыс.руб.
Остается только прикупить силиконовые вакуумные мешки и оснастить предметный столик для размещения шаблона.
Для намотки

Изготовление стеклопластиковых труб или емкостей методом намотки осуществляется на заводах по изготовлению стеклопластика, оснащенными технологическими линиями, включающими следующее оборудование:
- намоточные станки;
- станки пропитки и подачи сырья;
- системы поддержки и центровки трубной оснастки;
- систем регулировки скорости вращения.
Комплектация оборудования завода по изготовлению изделий намоткой стеклопластика осуществляется в соответствии с техническим проектом.
Стоимость оборудования для одной линии может составлять до нескольких миллионов рублей.
Подробности. Виды напыления стекла
Магнетронное напыление
Такая разновидность обработки будет предполагать нанесение на стеклянные поверхности разные виды металлов и их соединений посредством применения метода магнетронного напыления. Изделия обрабатывают в условиях закрытого пространства. Такой тип обработки поводят на молекулярном уровне, за счет чего изделия получают высокие эксплуатационные и качественные характеристики. Для получения требуемого эффекта часто применяют различные Газы – азот, кислород или даже аргон. В процессе реакции на поверхности изделий получаются слои металлов. Это будет обеспечивать возможность изготавливать стекла с разными заданными характеристиками.
Рассмотрим вторую технологию обработки.
Ионно-плазменное напыление
Для того, чтобы наносить ионно-плазменный тип напыления на стекло, следует обязательно поместить изделие в условиях вакуума. При закрытом пространстве находится инертный газ, катоды, имеющие отрицательный заряд и металлическое покрытие, анод, который заряжен положительно, а еще подшипник с тройными вкладышами
. Слой напыления во время обработки наносят именно на подшипник. Плазменный способ дает возможность нанесения на поверхность изделий сплавы всевозможных металлов, а еще их соединений, таких как серебро, титан, алюминий, хром, никель и прочее. Качество наносимых покрытий всегда будут напрямую зависеть от поверхностного качества.
В таком деле следует учесть еще и такие моменты, как фактура или шероховатость заготовки, качество подготовки самой поверхности, а еще культура производства. Можно отметить, что сдерживающим фактором, который будет оказывать воздействие на распространение такого способы можно называть весьма жесткие требования к подготовке поверхности, а еще цена применяемого оборудования.
Сапфирное напыление
Отдельного внимания будут заслуживать стекла с напылением сапфира. В часовой промышленности такая технология часто применяется для того, чтобы создавать циферблаты. В роли материала для производства применяется минеральное стекло, которое же, в свою очередь, искусственно выращивают из кристаллов кремния оксида. Для любителей особенно прочных стекол, швейцарские мастера делали стекла даже из сапфира искусственного происхождения.
Атермальные пленки
Если присадки добавляются в массу стекла в процессе его производства, то атермальные пленки наклеиваются уже на готовое стекло. Это многослойная полиэфирная пленка с диэлектрическим покрытием и металлизированным напылением (частицы золота и серебра), играющим роль селективного зеркала.
Такие пленки являются самоклеящимися и предназначены для наклеивания на стекло изнутри (со стороны помещения или автомобильного салона).
Они пропускают значительную часть излучения видимого спектра (кроме тонирующих), при этом отражают до 100% ультрафиолетового излучения и поглощают значительную часть (41-92%) инфракрасного. Такие пленки могут иметь разный оттенок.
- AIR 75 Solartek пропускает 75% видимого света, при этом поглощает 90% тепловой энергии и отражает 99% ультрафиолетового излучения.
- JOHNSON IR 70 – пленка с дымчатым оттенком, пропускает 73% видимого света, поглощает 47% ИК излучения, отражает 100% УФ излучения.
- Sun Control ICE COOL 70 – пленка голубоватого и зеленоватого оттенка, пропускает 72% видимого света, поглощает 92% ИК излучения, отражает 100% УФ излучения.
- Sun Control ICE COOL 80 — пленка голубоватого и зеленоватого оттенка, пропускает 78% видимого света, поглощает 78% ИК излучения, отражает 100% УФ излучения.
- Armolan Spectrum 80 — пленка голубоватого оттенка, пропускает 80 % видимого света, поглощает 41% ИК излучения, отражает 97% УФ излучения.
- USB Nano Blue 60 — пленка голубоватого оттенка, пропускает 46% видимого света, поглощает 64% ИК излучения, отражает 90% УФ излучения.
- ULTRA VISION «Хамелеон» — пленка с базовым фиолетовым цветом и богатой гаммой оттенков на выбор, пропускает 73-83% видимого света, поглощает 69% ИК излучения, отражает 100% УФ излучения.
Что такое мультифункциональный стеклопакет?
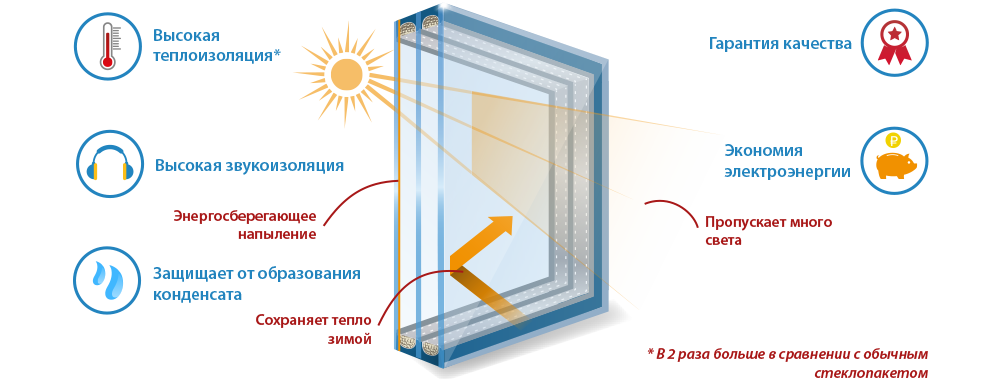
Принцип работы конструкции основан на эффекте теплового зеркала. Отражение энергии идет в двустороннем порядке: тепло в комнате отражается внутрь. В результате его потери снижаются, а ультрафиолетовое излучение отталкивается наружу.
Окно с мульти-стеклопакетом пропускает определенную часть ультрафиолетового излучения, в то время как инфракрасное отражается почти полностью. Это сохраняет светопропускную способность практически целиком, в комнате не будет затемнения. Эффект достигается за счет металлического напыления. Кроме высокой степени прозрачности, такие стекла отличаются тем, что не искажают цвета.

Некоторые модели, помимо слоя металла, имеют дополнительную пленку в нижнем сегменте. Она сделана из полипропиленовых компонентов, фольги и абсорбента. Это решение позволяет не только снизить потери тепла, но и защитить конструкцию от появления конденсата. Установка таких окон позволяет сохранить в доме тепло зимой и защитить его от перегрева в летнюю жару.
Способы напыления, применяемое оборудование
Существует два вида процесса напыления:
- Газодинамическое. Обработка осуществляется мельчайшими частицами, размер которых не превышает 150 мкм.
- Вакуумное. Процедура протекает в условиях пониженного давления. Образование защитного слоя происходит в процессе конденсации напыляемого материала на базовой поверхности.
Рассмотрим основные способы обработки, а также особенности используемого оборудования для напыления.
Напыление в магнетронных установках
Технология магнетронной вакуумной металлизации основана на действии диодного газового разряда в скрещенных полях. В процессе работы установки в плазме тлеющего заряда образуются ионы газа, которые воздействуют на распыляемое вещество. Основными элементами магнетронной системы являются:






- анод;
- катод;
- магнитный узел.

Преимущества магнетронного метода:
- высокая производительность;
- точность химического состава осажденного вещества;
- равномерность покрытия;
- отсутствие термического воздействия на обрабатываемую заготовку;
- возможность использования любых металлов и полупроводниковых материалов.
С помощью установок получают тонкие защитные пленки в среде специального газа. Напыляемым материалом могут выступать металлы, полупроводники или диэлектрики. Скорость образования слоя зависит от силы тока и давления рабочего газа.
Ионно-плазменное напыление
В состав принципиальной схемы оборудования для ионно-плазменного насаждения входят следующие элементы:
- анод;
- катод-мишень;
- термокатод;
- камера;
- заготовка.
Алгоритм действия установки:
- В камере создается пониженное давление.
- На термокатод, который является вспомогательным источником электронов, подается ток.
- Вследствие нагрева возникает термоэлектронная эмиссия.
- В камеру подают инертный газ. Наибольшей популярностью пользуется аргон.
- Между анодом и термокатодом возникает напряжение, которое инициирует образование плазменного тлеющего заряда.
- На катод подают мощный заряд.
- Положительные ионы воздействуют на распыляемый материал-мишень.
- Распыленные атомы осаждаются на заготовке в виде тонкого покрытия.
Ионно-плазменное осаждение используют в качестве декоративных или защитных покрытий, которые характеризуются высокой плотностью и прочностью, а также отсутствием изменений в стереохимическом составе.
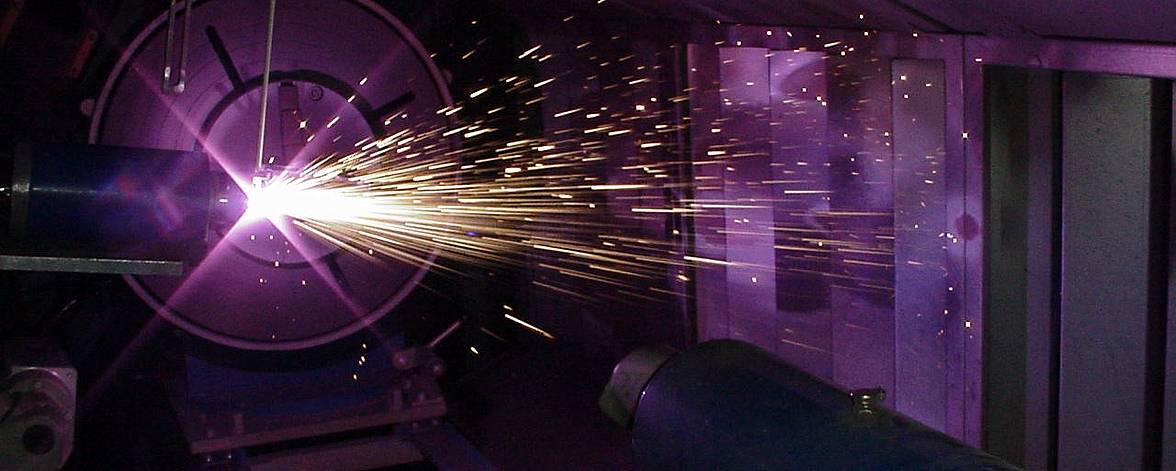
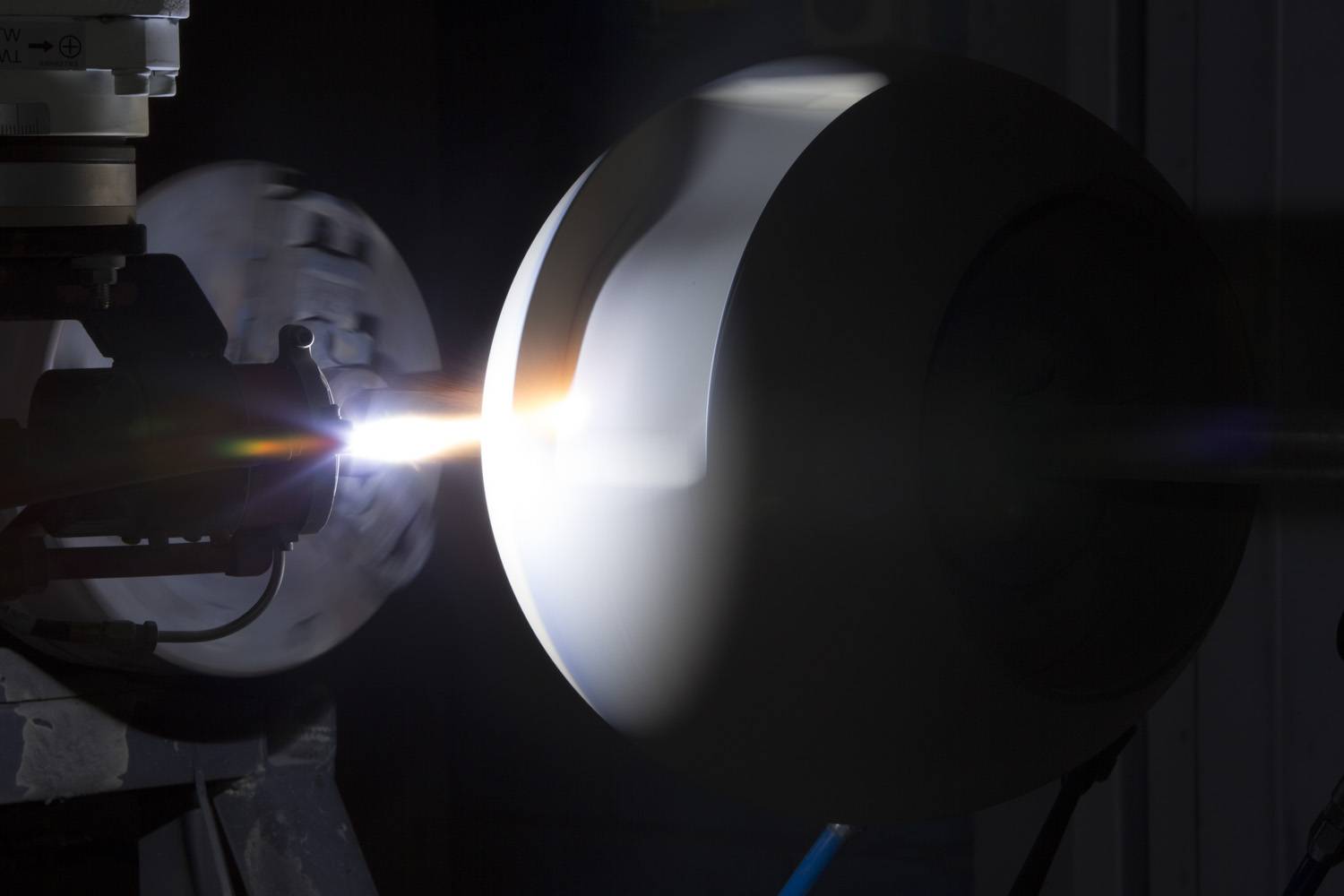
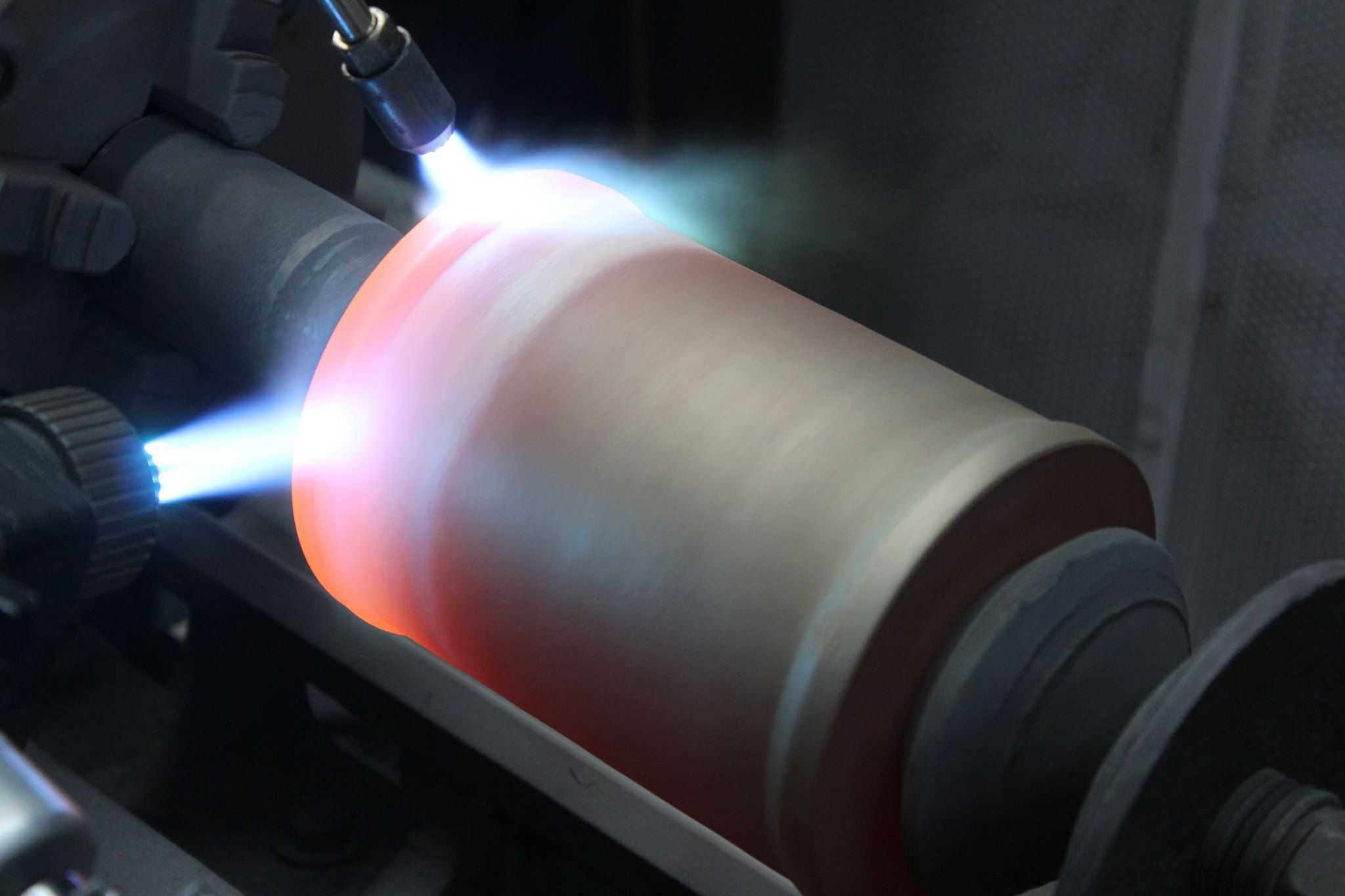
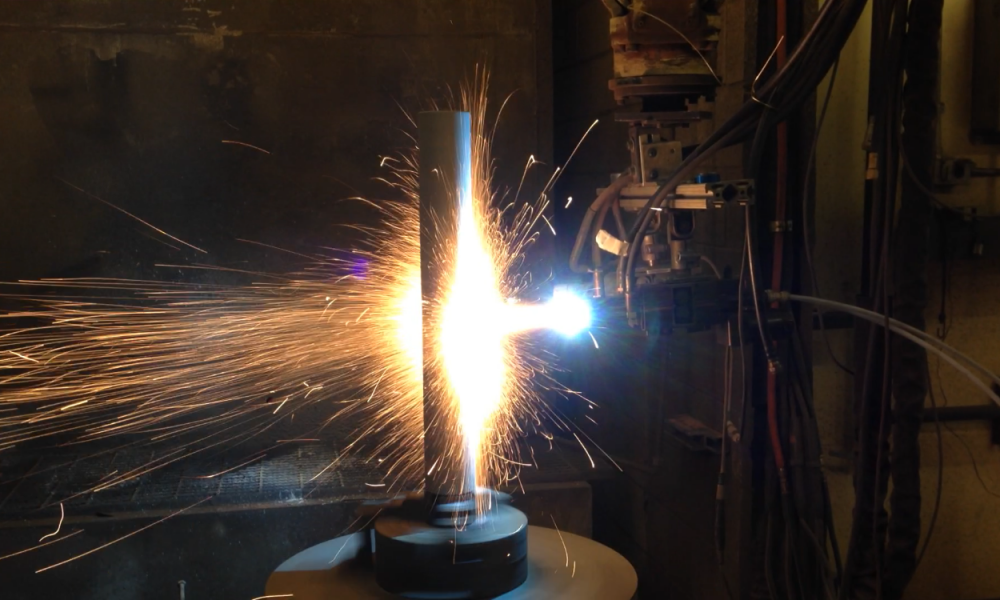
Плазменное напыление
- Рабочая температура плазмы может достигать 6000 ºC. Это способствует высокой скорости осаждения состава на поверхности. Длительность процесса – десятые доли секунды.
- Существует возможность изменения структурного состава поверхности заготовки. Вместе с горячей плазмой в верхние слои изделия могут диффундировать отдельные химические элементы.
- Плазменная струя отличается неизменными показателями давления и температуры. Это положительно влияет на качество напыления.
- Благодаря малому времени обработки заготовка не подвергается вредным поверхностным факторам, таким как перегрев или окисление.
В качестве источника энергии для образования плазмы используют искровой, импульсный или дуговой разряд.
Лазерное напыление
- повышения прочности поверхностного слоя;
- восстановления геометрии изделия;
- снижения коэффициента трения;
- защиты от коррозионных процессов.
В отличие от прочих методов металлизации источником тепла является энергия излучения лазера. Высокая точность фокусировки позволяет добиться концентрации энергии точно в зоне работы. Это снижает термическое воздействие на заготовку, что позволяет избежать изменения геометрии изделия и дает возможность осуществить напыление практически любого материала.
Благодаря высокой скорости охлаждения в поверхностном слое металла образуются структуры с высокой твердостью, что повышает эксплуатационные характеристики детали.
Вакуумное напыление
- испарение;
- конденсация;
- адсорбция;
- кристаллизация.
Производительность процесса зависит от многих факторов: структуры заготовки, типа наносимого материала, скорости потока заряженных частиц и многих других.
Вакуумные установки отличаются принципом действия. Существует непрерывное, полунепрерывное, а также периодическое оборудование.
Советы
Энергосберегающее стекло визуально сложно отличить от обычного
Перед покупкой важно убедиться, что предлагаемый поставщиком стеклопакет действительно является энергосберегающим
Отличить последний от обычного можно с помощью пламени свечи, зажигалки, спички. Конечно, в магазине или на складе продукции проще всего осуществить проверку зажигалкой. Для этого достаточно высечь пламя и поднести его к стеклопакету. Если один из отражающихся язычков пламени (а их будет несколько, поскольку изделие состоит из нескольких слоев) имеет другой оттенок (ярко выраженный красный цвет), это свидетельствует о наличии отражающего слоя. Так проверка показывает, что стеклопакет является энергосберегающим.
Точно определить вид стеклопакета можно, если проверить его специальным прибором. Он прикладывается внутренней стороной (где не имеется кнопки и индикатора) к изделию. После чего достаточно нажать кнопку прибора. Если стеклопакет энергосберегающий, агрегат издаст характерный звук, а индикатор загорится зеленым.
Энергосберегающие стеклопакеты имеют собственную маркировку. В первую очередь, на такое стекло указывают литеры «К» или «I». Дополнительно конструкция может оснащаться теплосберегающей пленкой, тогда оно маркируется буквой «P». Обозначение «Ar» указывает на присутствие аргона между стеклами.
Стандартная маркировка теплосберегающего пакета может выглядеть так – 4М – 16Аr – 4К. Это означает, что стеклопакет является однокамерным, имеет 2 линзы толщиной 4 мм, расстояние между которыми составляет 16 мм. Внутреннее стекло энергосберегающее «твердое» (К-стекло) толщиной 4 мм. Пространство между стеклами заполнено аргоном.
Устанавливая энергосберегающие конструкции важно помнить, что риск утечки тепла сохраняется при некачественной герметизации и теплоизоляции оконного проема. Нанесенный слой штукатурки не справится с этим. Размеры энергосберегающего стекла не должны превышать 3х3,2 м
Это связано с тем, что при увеличении габаритов стекла узкие дистанционные рамки остаются по-прежнему узкими. В такой конструкции высок риск разгерметизации стеклопакета, а значит, потеря им энергосберегающих функций
Размеры энергосберегающего стекла не должны превышать 3х3,2 м. Это связано с тем, что при увеличении габаритов стекла узкие дистанционные рамки остаются по-прежнему узкими. В такой конструкции высок риск разгерметизации стеклопакета, а значит, потеря им энергосберегающих функций.





Оптимальное расстояние между стеклопакетами составляет 10-15 мм. При увеличении последнего вырастает стоимость изделия, однако его теплоэффективность никак не меняется.
Для жилых помещений в средней полосе России обычно достаточно однокамерного стеклопакета с энергосберегающим напылением. Он заменяет стандартную двухкамерную конструкцию.
Еще больше информации об энергосберегающих стеклопакетах вас ждет в видео ниже.
Преимущества и недостатки
У низкоэмиссионного стекла есть сильные и слабые стороны.
- прекрасно задерживает тепло внутри помещения. Коэффициент эмиссии флоат-стекла (обычного) — 0,85, k-стекла — 0,2, i-стекла — 0,04, iM-стекла — 0,01;
- уменьшает затраты на отопление в холодный период года;
- поддерживает комфортный микроклимат в жару;
- препятствует образованию конденсата за счет более высокой температуры в зоне оконного проема;
- предотвращает выгорание напольного покрытия, отделки стен и мебели;
- защищает комнатные растения от солнечных лучей.
- более высокая цена;
- i-стекло хрупкое. Повысить поверхностное натяжение, а с ним и прочность не получается — во время закалки пленка разрушается;
- покрытие легко повреждается механическим путем;
- окисляется, что можно заметить по радужным пятнам, как от пролитого бензина.

Особенности лазерного осаждения металлов
Благодаря точной направленности луча лазера, во время наплавки происходит формирование равномерно плотного конгломерата из порошка и материала основы. Толщина металлического разжижения колеблется в пределах 0,2-1 мм, удается создать несколько таких слоев, располагающихся один над другим.
Для нанесения линий, граней или контуров установка оборудована оптическим устройством с возможностью автоматического перемещения. Равномерность распределения слоев обеспечивается интеллектуальной системой сенсоров. Прогрессивную наплавочную технологию реализуют с использованием двух типов лазерного излучения – импульсного и непрерывного.






