Основные моменты ковки
Холодный способ ковки
Процесс холодной ковки достаточно простой, и состоит всего из нескольких этапов:
| Иллюстрации | Описание действий |
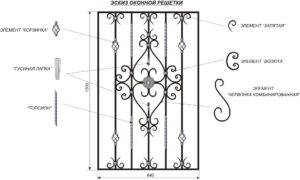 | Создание эскиза. Эскиз служит проектом, поэтому на нем необходимо изобразить конструкцию, которую вы собираетесь сделать, и указать на ней все узоры и их расположение. Имейте в виду, что узоры должны соответствовать вашему оборудованию, на котором вы будете заниматься ковкой. |
 | Изготовление узоров. Все узоры, которые имеются на эскизе, изготавливаются из заготовок на вышеперечисленном оборудовании — детали изгибаются, спрессовываются, вытягиваются и т.д. |
 | Сборка конструкции. Эта работа выполняется так:
|
Таким образом, в процессе холодной сварки никаких ударов молота не выполняется. Поэтому, чтобы освоить мастерство, главное разобраться как работают различные инструменты или станок. Кроме того, нужно уметь обращаться со сварочным аппаратом.
Горячий способ ковки
Горячая ковка тоже включает в себя несколько этапов, но сам процесс обработки металла гораздо более сложный, требующий определенных навыков и физической подготовки.
Работа осуществляется в такой последовательности:
| Иллюстрации | Описание действий |
 | Подготовка эскиза. Как и при холодной ковке, работа начинается с подготовки проекта. |
 | Нагрев в горне. Заготовка нагревается до температуры от 800 до 1250 градусов. Нагрев может происходить как общий, т.е. всей заготовки, так и локальный — того участка детали, с которым вы планируете работать. |
 | Обработка. Данный процесс обычно включает в себя выполнение нескольких основных операций:
|
Надо сказать, что в процессе горячей ковки важно не только научиться обрабатывать металл, но и разбираться в температурных режимах. Как я уже с казал выше, черные металлы нагреваются до температуры 800 до 1250 градусов
Так как термометром измерить температуру невозможно, необходимо ориентироваться по цвету. Для этого надо запомнить, что при разогреве до 800 °C метал становится светло-вишнево- красным. При дальнейшем повышении температуры металл изменяет свой цвет от светло-красного до оранжевого и светло-желтого (1250 °C)
Вот и все основные моменты ковки, о которых я хотел вам рассказать.
Виды кузнечных работ
Ковку выполняют с помощью ручных или механических ударных инструментов, это может быть, кувалда или пресс, который может работать от электрического, пневматического или гидравлического привода.
Ковка и штамповка обеспечивают получение деталей, которые имеют разные габаритно-весовые параметры и форму.
Использование ковки приводит к повышению механических параметров стали и оптимизирует его внутреннюю структуру. Именно поэтому ответственные детали, например, шатуны, производят применяя свободную ковку или штамповку. Ковку можно разделить на следующие типы — ручную и машинную. Для первой применяют ручной ударный инструмент (молот, кувалда и пр.) все работы по обработке металла выполняют на наковальне. Второй тип ковки выполняют на кузнечном оборудовании, оснащенными молотом и пр. При машинной обработке тяжелые и объемные заготовки обрабатываются под прессовым оборудованием, а менее размерные, и с меньшим весом обрабатывают на молоте.
Обработку металла с помощью ударов можно разделить на свободную ковку и обработку в штампах. Свободная ковка подразумевает то, что заготовку сжимают между прессом и основанием. Формирование готовой детали происходит за счет вспомогательного инструмента, которые применяет кузнец.

Кузнечные работы
При штамповке, металл приобретает форму и размеры в пределах инструментального штампа. Для изготовления отдельной детали необходимо изготавливать новый штамп. По сути, ковка и штамповка – это промежуточные технологические операции, которые приводят к получению заготовок, которые в дальнейшем будут проходить через дополнительную обработку, например, фрезеровку или сварку.
Отделка, нанесение изображения, набивка фактуры
Художественная ковка подразумевает обязательное наличие отделки изделия, нанесения орнамента и набивки фактуры.
https://moyakovka.ru/youtu.be/eO3dqHbirkc
Отделка или выглаживание может иметь место только тогда, когда работы по ковке основной формы заготовки уже завершены. Отделка необходима, чтобы придать изделию законченный вид. Технология ковки такова, что после молотка на поверхности металла всегда остается определенная волнистость. Помимо этого заготовка может выглядеть неряшливо. Отделка осуществляется посредством гладилок разнообразной формы.
Операцию следует осуществлять при темно-красном нагреве металла, передвигая гладилку по заготовке и нанося по ней удары кувалдой.
Далее следует нанесение орнамента или изображения. Используя зубило, при низкой или высокой температуре на полотно изделия можно нанести насечки, узоры, штрихи. Рисунок наносится на относительно плоские поверхности поковки.
Завершающим этапом художественной поковки выступает набивка фактуры. Технология набивки подразумевает использование специальных пуансонов или подбоек.
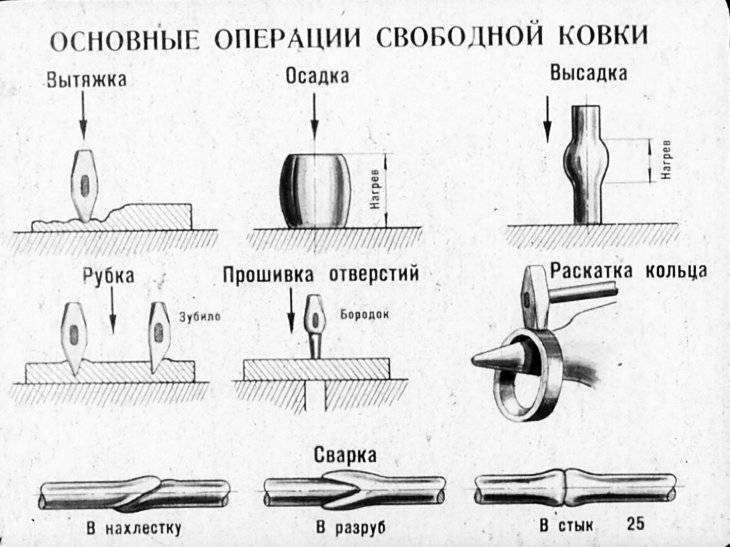
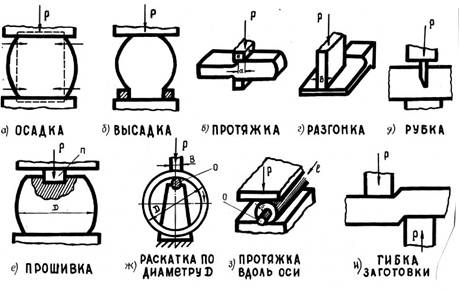
Прошивка
Прошивка – основная операция ковки, предназначенная для получения осевых сквозных полостей в заготовке путем вытеснения материала (сквозная прошивка) или углублений (несквозная прошивка).
Основным инструментом при прошивке является конический сплошной или цилиндрический полый прошивень диаметром Dп (рис. 12). В общем случае форма поперечного сечения прошивня должна соответствовать форме сечения отверстия или углубления, выполняемого в поковке. Внедрение сплошного прошивня в заготовку сопровождается изменением ее формы (см. рис. 12), связанным с вытеснением металла из-под торца внедряемого в заготовку прошивня. При этом цилиндрическая поверхность заготовки диаметром D приобретает бочкообразную форму с одновременным уменьшением своей высоты c Н до Н.
При прошивке на сплошной опоре внедрение прошивня в металл (Н — h) допустимо не более чем на 80…90 % от высоты заготовки Н.
В общем виде операция прошивки сплошным прошивнем изображена на рис. 13, а на рис. 14 – схема прошивки полым прошивнем.
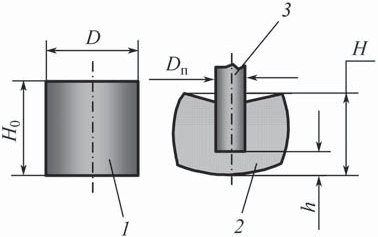
Рис. 12. Искажение формы заготовки при прошивке: 1, 2 – соответственно исходная и прошиваемая заготовки; 3 – прошивень
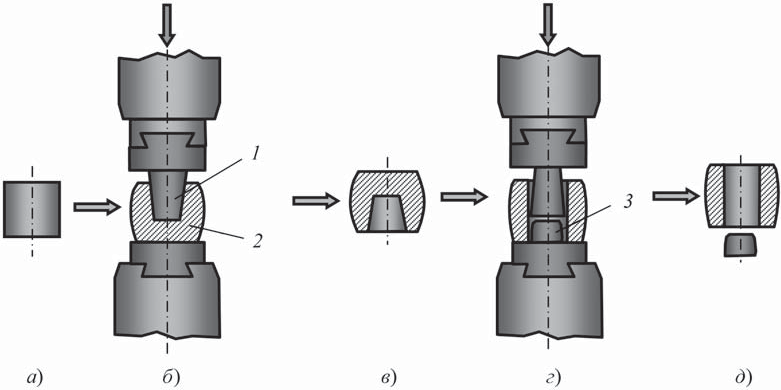
Рис. 13. Технологическая последовательность выполнения осевого отверстия в поковке прошивкой сплошным прошивнем: а – исходная заготовка, равномерно нагретая до ковочных температур; б – внедрение конусного прошивня 1 в заготовку 2 ударами молота; в – удаление конусного прошивня и переворачивание заготовки; г – пробивка отверстия прорезным прошивнем с образованием отхода 3 (выдры); д – поковка с выполненным отверстием и отход (выдра)
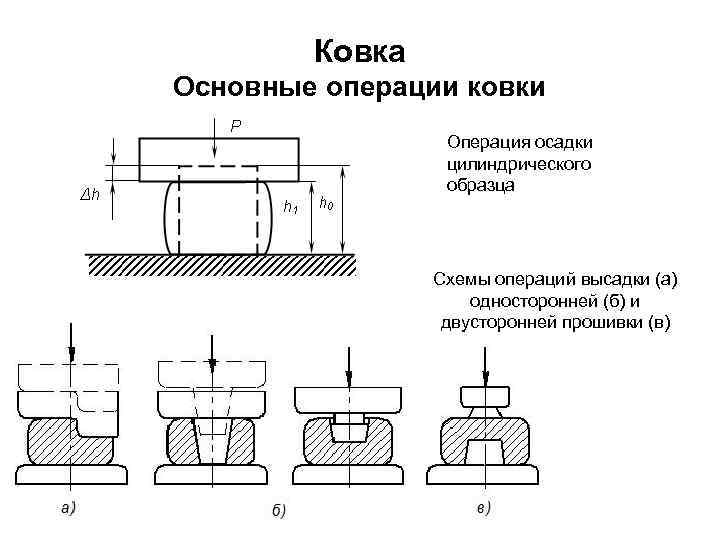

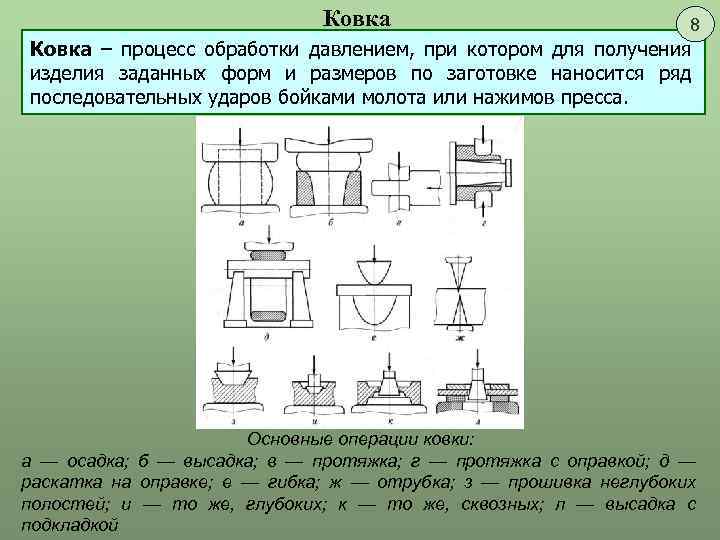
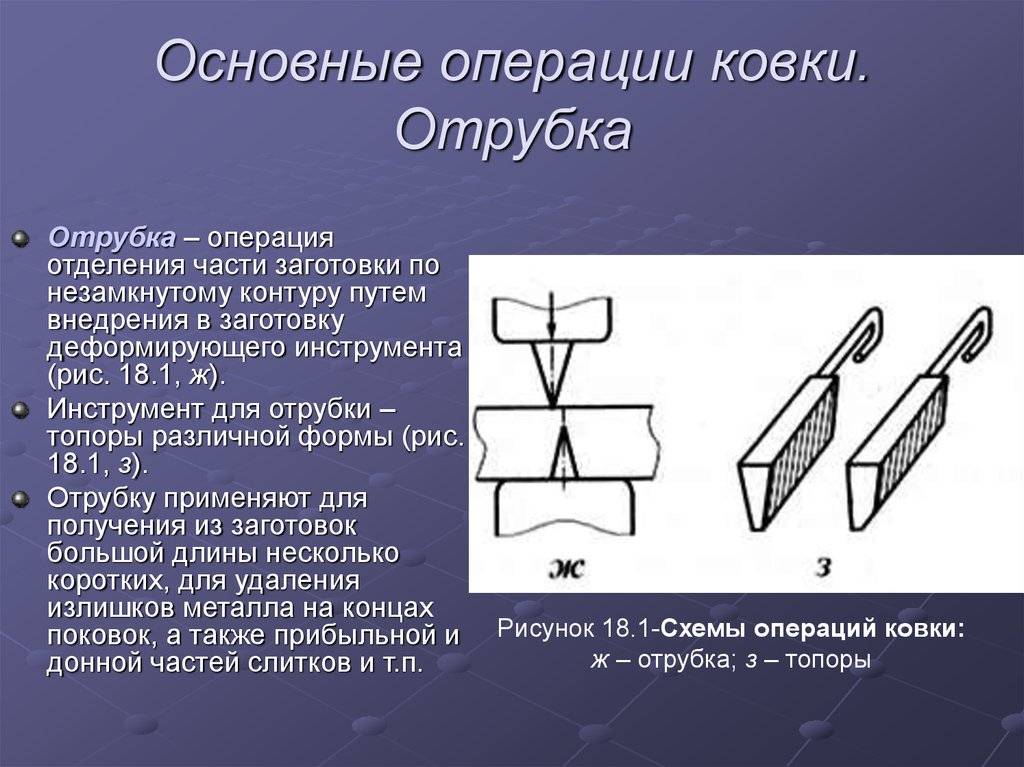
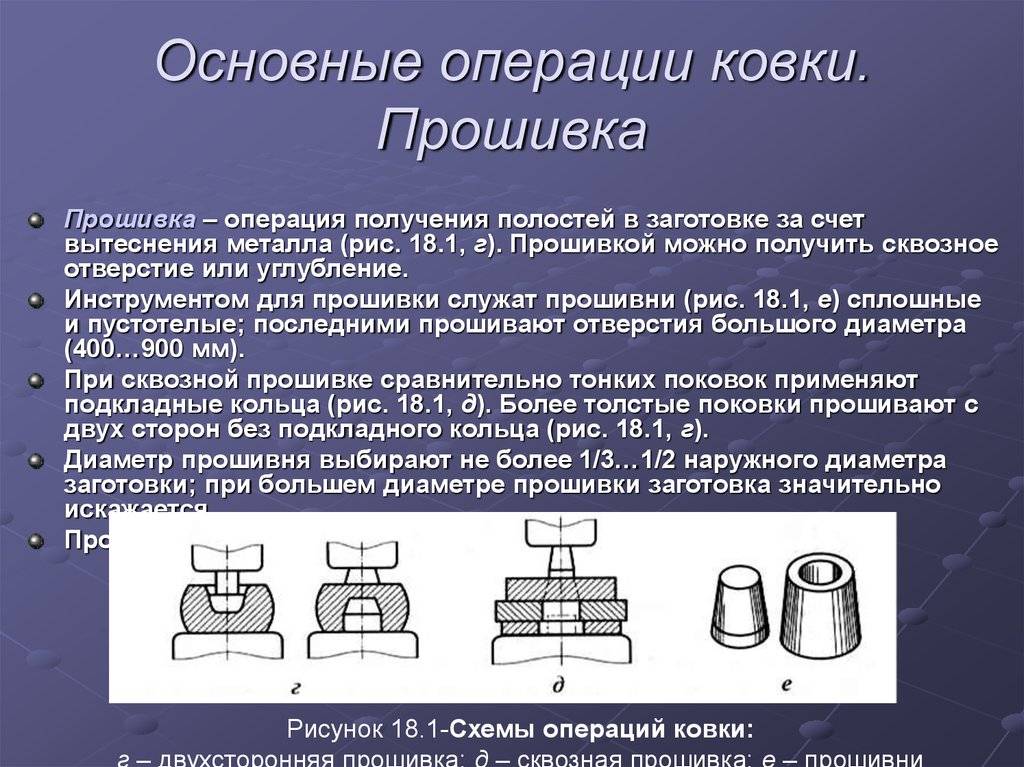

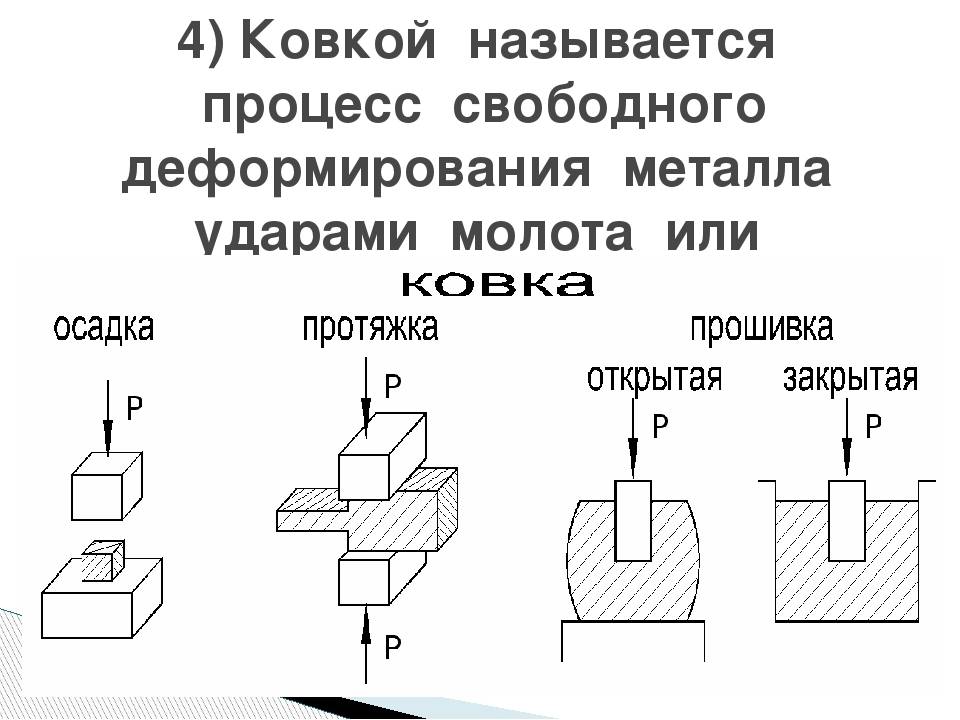
Рис. 14. Промежуточный этап выполнения отверстия в поковке 1 полым прошивнем 2
Для уменьшения трения между поверхностями прошивня и заготовки, а также снижения вероятности перегрева прошивня применяют смазки в виде графита, толченого угля или кокса. При этом первоначально вдавливают прошивень на небольшую глубину, затем извлекают, в образовавшееся углубление закладывают смазку и вновь продолжают прошивку.
Просмотров:
1 106
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.
Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования.
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла.
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов.
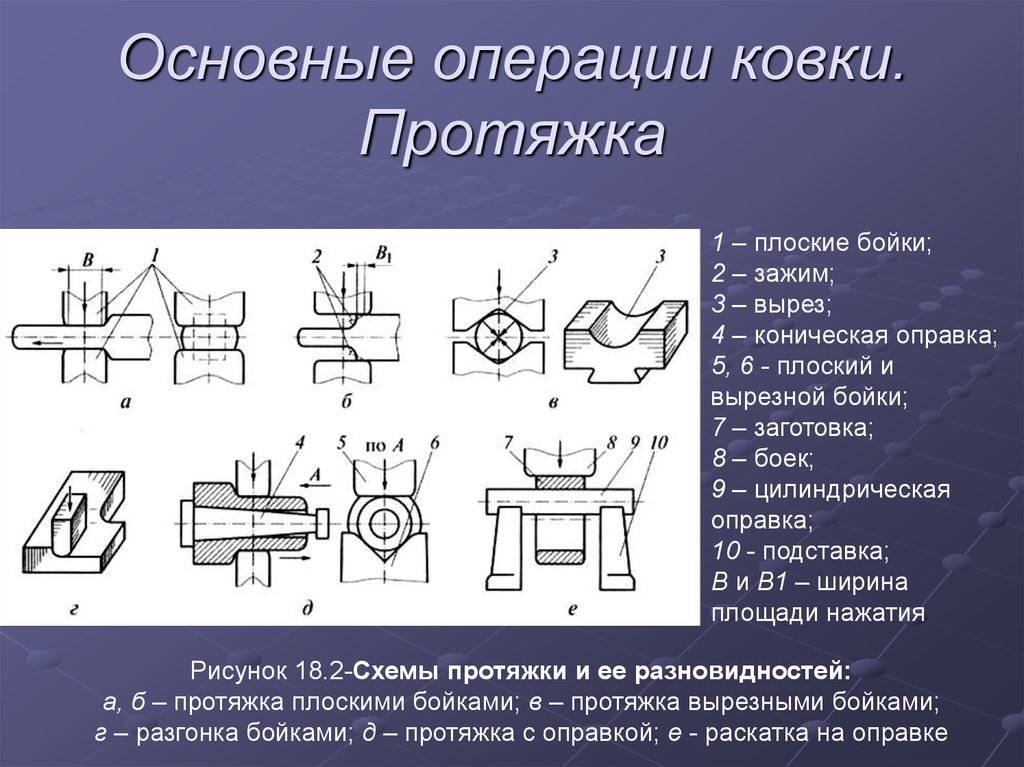
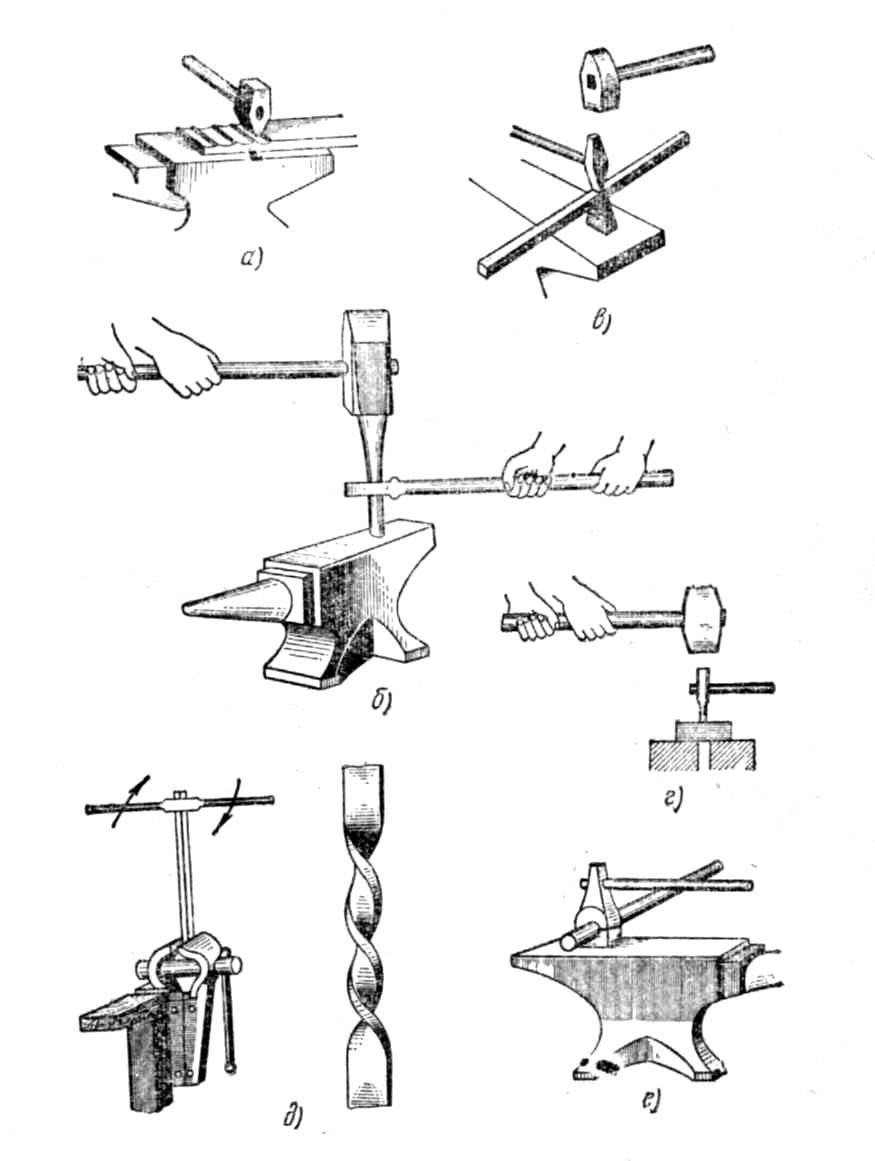
Технология проведения вытяжки поковки
Вытяжка металла: а. на ребре наковальни; б. при помощи задка кувалды; в. на подбойке; г. на парной подбойке; д. с верхней подбойкой; е. при помощи гладилки; ж. в оправках.
Операция вытяжки металла используется с целью увеличения длины изделия при одновременном уменьшении площади поперечного сечения.
Производится вытяжка заготовки следующим образом. Нагретый металл укладывается на наковальню, где вытягивается под ударами молотка или кувалды. Потом поворачивают изделие на 90 градусов и бьют по выпуклости от первого удара. Проделав еще несколько таких циклов, кузнец постепенно вытягивает металл.
Главным условием при осуществлении вытяжки является соблюдение квадратной формы поперечного сечения металлической заготовки.
Чтобы ускорить процесс вытяжки, можно осуществлять ковку на рог наковальни. Тогда изделие будет вытягиваться между парой выпуклостей, что ускоряет увеличение длины изделия.
Существует другой способ вытягивания заготовки — при помощи раскатки или разгонки. Как правило, раскатка имеет полукруглую форму. Направление вытяжки будет зависеть от того, как располагается раскатка на металле — поперек или вдоль.
Вытяжку на конце выполняют для изготовления светцов, жиковин, гвоздей.
Оборудование для художественной ковки
Что требуется для производства изделий холодной ковки?
Первое, что нужно, — разделить помещение, которое вы решили занять под производство, на зоны. Затем заняться их оборудованием.
- Стапель – размер 200 на 200 м;
- Зона заготовок – 400 на 50 м;
- Рабочий стол – 250 на 100 м;
- Стеллаж – 300 на 60 м;
- Зона проветривания и вентиляции – 150 на 100 м.
Разумеется, все цифры даны приблизительно.
Теперь придется заняться покупкой оборудования.
- Основной инструмент для холодной ковки ─ это гнутик, именно он помогает согнуть металл под нужным углом.
- Часто нужно придать изделию волнообразную форму. Инструмент, помогающий это сделать, так и называется – волна.
- Для создания спиралей из металлического прута предназначена улитка. Именно она помогает в изготовлении самых популярных кованых предметов: кашпо, подставок.
- Закрутить металлический прут вокруг оси помогает твистер.
- Фонарик является разновидностью твистера.
- Сварочный аппарат.
- Верстак с тисками.
- Пила «болгарка».
Для холодной ковки своими руками оборудования, представленного выше, должно хватить на начальном этапе. Потом мастер в зависимости от своих возможностей и целей его пополняет.
Многие мастера выходят со временем на более высокий уровень покупая станки для художественной ковки с числовым программным управлением.
Оборудование и инструмент для кузницы
Если вы все-таки решили заняться горячей ковкой, то начать лучше с обучения, поскольку в ходе него уже будет ясно, насколько для вас это подходящее занятие.
Для оборудования кузницы нужно:
- горн (он может быть переносной и стационарный); его используют для разогрева металла; современные горны бывают угольные и газовые. Горнам угольным нужна хорошая мощная вытяжка, но они безопаснее, чем газовые;
- наковальни (могут быть двурогие и однорогие) ─ второй по значимости после горна предмет в мастерской. Ее нужно хорошо закрепить, лучше даже вкопать в землю;
- клещи ─ в любой кузнице их много, все они разных размеров;
- молот ─ орудие труда кузнеца;
- формы;
- штампы;
- выгибающийся круг;
- компрессор;
- сварочный аппарат.
Нельзя забывать и о средствах индивидуальной защиты: рукавицы, фартуки, очки и так далее.
При оборудовании кузницы для горячей ковки надо учесть, что эта работа связана с огнем. Недаром в старые времена кузницы строились неподалеку от реки. Поэтому надо тщательно продумать систему пожаротушения. Тем более при оформлении бизнеса вам придется иметь дело с пожарной охраной.
Человеку, решившему заняться ковкой, надо помнить, что хороший мастер рано или поздно приходит к мысли о том, что лучше совмещать холодную и горячую ковку. Даже в одном изделии совмещение горячей и холодной ковки смотрится очень стильно. Например, концы завитков у изделия холодной ковки, выполненные в технике горячей, выглядят великолепно.
Горячая ковка
Позволяет получить разнообразные предметы из пластичного металла. Нагрев придает высокую пластичность материалу и возможность придания ей формы силовым воздействием. Множество методов горячей ковки формируют ассортимент изделий на любой вкус.
Выбирая эту технологию необходимо учитывать:
- наличие горна и обеспечение техники противопожарной безопасности;
- от свойств металлов зависит конечный результат, не все они поддаются ковке и сварке;
- дороговизну оборудования и материалов;
- влияние температуры нагрева на свойства заготовки.



Несмотря на недостатки, преимущества классической ковки состоят в разнообразии и красоте изделий.
Физика процесса
Рассмотрим подробнее обработку при помощи ковки.
Нагрев заготовки
Судьбоносный этап: как нагреете, так процесс ковки пойдет дальше. Берется металлическая заготовка, которую необходимо нагреть. Делается это в горнах или нагревательных печах – это зависит от размера заготовки.
Первым делом разогревают печь, критерий готовности – темно-красный цвет. Следующий этап – размещение заготовки в раскаленной печи. Заготовка обязательно должна быть горячей, в противном случае вы получите трещины во внутренних слоях сплава.
Температура предварительного подогрева будет вполне достаточна на уровне 300°С: проверить можно по появившемуся дыму и легкому зажиганию масла на поверхности детали.
Когда детали или несколько деталей внутри печи, нагрев постепенно нагнетают до необходимого уровня. Зависимость здесь прямая: чем выше температура, тем мягче и пластичнее деталь. Но и перегревать заготовки категорически нельзя.
Чем выше нагрев стали, чем выше риск образования отдельных кристаллов со слабыми связями, что делает сплав после ковки хрупким, с надрывами и трещинами. Такое нежелательное явление называется перегревом стали.
Для ковки не подходит и недостаточная высокая температура. С недогретыми заготовками практически невозможно работать. Да и в этом случае внутри металла происходят надрывы и трещины.
Обжим металлической заготовки
Это только кажется, что металл – вещество однородное и плотное. На самом деле внутри можно найти различные пустоты и так называемые раковины. Поэтому заготовку, вынутую из печи нужно немедленно уплотнить: от середины к концам бьют по ней молотком.
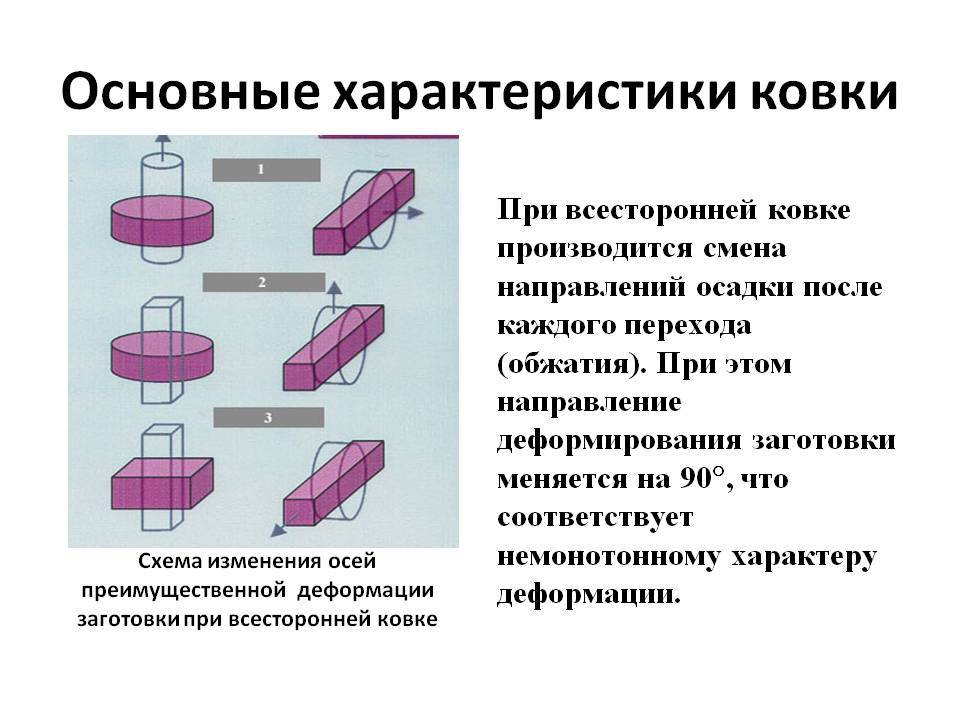
Действия, производимые молотом, делятся на два этапа: подготовку и окончательную отделку.
Подготовка
Главное в подготовке – «привести в порядок» сплав заготовки: уплотнить его и придать «в черновую» нужную форму и размеры. Этап подготовки тоже подразделяется на виды с точки зрения формы: цилиндры сплошные или пустотелые, плоские вещи, кольца, вытягивание и т.д.
Способ ковки на этом этапе также может различаться, названия у них такие же смешные.
У подготовки сплошных цилиндров свои правила с четкой последовательностью шагов. Она производится на нижнем бойке наковальни. Заготовку бьют молотком, и после каждых нескольких ударов поворачивают по оси ровно на 1/8 оборота.
В итоге должен образоваться восьмигранник. Его обжимают снова – удары молотком с поворотом на 1/8, после чего формируется уже форма с шестнадцатью гранями. Дальше все проходит по такому же сценарию, чтобы получить цилиндр со значительно уменьшенным диаметром.
Заготовка становится длиннее, металл перемещается по оси. Такая обработка называется вытягиванием.
Во время работы нужно следить за состоянием металла. Если, например, на поверхности обнаружатся трещины, ковку нужно остановить, а трещины вырубить с помощью кузнечного зубила.
Если металлическая деталь для ковки слишком больших размеров, обработку делают в два этапа: сначала обжимают и подготавливают нижнюю часть, затем греют и обрабатывают оставшуюся часть.
Финиш данного этапа –это «отрубка прибыли», которая заключается в удалении верхней «прибыльной» части заготовки из-за содержания в ней пустот.
Для формирования детали в виде кольца кусок заготовки нужно всего ничего: обжать, вытянуть, очистить от окалины, отрубить прибыль и… разрубить на куски. Эти куски хорошенько греем второй раз и занимаемся чудесным делом – формируем из них лепешки.
Отверстия в этих лепешках пробивают с двух сторон, чтобы получились уже реальные кольца. Дальше производится обработка под названием «разводка» в специальной наковальне стойчатого вида.
Следующий этап – поворот заготовки по оси на 90°С и сплющивание «на ребро». Под ударами и сплющиванием деталь становится длиннее по оси.
Для того, чтобы она не превратилась в тонкую ленту, одновременно производят «раскатку» для расширения размеров, а все образующиеся неровности выглаживаются с помощью молотка. Таким образом куются плиты из брони.
Вариантов заготовок по форме и природе металла огромное количество. Так же много и способов ковки. Нужно уметь выбирать самый оптимальный из них, планировать последовательность операций свободной ковки.
От правильности такого выбора будет зависеть качество ковки и расход ресурсов в виде энергии на неоднократные нагревы и другие расходные материалы.
Оборудование и инструменты
Многовековое развитие такого вида металлообработки привело к появлению огромного количества инструментов и приспособлений. Но горячая ковка металла сохранила ту же технологическую линию, как и тысячи лет назад: нагревание, закрепление, деформация, закалка. При изготовлении кованых изделий ручным способом используют практически те же наборы инструментов и оборудования, которые применяли мастера с зарождения этой технологии. Список следующий.
- Кузнечный очаг → ПОСМОТРЕТЬ на AliExpress
- Наковальня → ПОСМОТРЕТЬ на AliExpress
- Клещи.
- Молот → ПОСМОТРЕТЬ на AliExpress
Кузнечный очаг или горн используется для нагревания материала до нужной температуры. Существует множество различных видов этого оборудования.




- Стационарные и переносные.
- Закрытые и открытые очаги.
- Топливные или электрические.
- Жидкостные, газо- или твердотопливные.
- С боковыми соплами подачи воздуха или центральной фурмой.
Наковальни — это массивные металлические столы, где собственно и происходит формирование заготовки. Состоят из основания, рога и наличника с отверстиями для гибки. Существует несколько разновидностей этого кузнечного приспособления, однако обязательно наличие стальной опоры с весом от 30 килограмм.
Клещи в ручной ковке мастер использует для оперирования заготовкой в процессе работы.
Молоты — основной инструмент, использующийся в кузнечном деле, могут иметь различную массу для работы с разными по габаритам заготовками.
Балясина с корзинкой
Если мастерская хорошо укомплектована, под рукой имеется фрезерный и токарный станок, печь для нагрева и другие инструменты, то видеоинструкция от канала MehaMozg поможет освоить приемы и изготовить приспособления, облегчающие процедуру скручивания спиралей для корзинки и приваривания прутьев с обеих сторон. Блогер покажет, как делать фиксаторы для загибания и «приспособу» для приваривания, объяснит, чем полезны фиксирующие утяжки. Ознакомившись с МК, зрители смогут повторить шаги, облегчающие работу при массовом изготовлении. Комментарии дублируются на экране в текстовом формате, что оценят люди с нарушением слуха.
Ковка. Определение. Общие понятия.
Ковка — это высокотемпературная обработка различных металлов (железо, медь и её сплавы, титан, алюминий и его сплавы), нагретых до ковочной температуры. Для каждого металла существует своя ковочная температура, зависящая от физических (температура плавления, кристаллизация) и химических (наличия легирующих элементов) свойств. Для железа температурный интервал 1250–800 °С, для меди 1000–650 °С, для титана 1600—900 °С, для алюминиевых сплавов 480–400 °С. Различают:
- ковка на молотах (пневматических, паровых и гидравлических)
- ручная ковка
- штамповка
Изделия и полуфабрикаты, получаемые ковкой, называют «поковка». При ковке в штампах металл ограничен со всех сторон стенками штампа. При деформации он приобретает форму этой полости. При свободной ковке (ручной и машинной) металл не ограничен совсем или же ограничен с одной стороны. При ручной ковке непосредственно на металл или на инструмент воздействуют кувалдой или молотом. Свободную ковку применяют также для улучшения качества и структуры металла. При проковке металл упрочняется, завариваются так называемые несплошности и размельчаются крупные кристаллы, в результате чего структура становится мелкозернистой, приобретает волокнистое строение. Машинную ковку выполняют на специальном оборудовании — молотах с массой падающих частей от 40 до 5000 кг или гидравлических прессах, развивающих усилия 2–200 МН (200–20000 тс), а также на ковочных машинах. Изготовляют поковки массой 100 т и более. Для манипулирования тяжёлыми заготовками при ковке используют подъёмные краны грузоподъёмностью до 350 т, кантователи и специальные манипуляторы. Ковка является одним из экономичных способов получения заготовок деталей. В массовом и крупносерийном производствах преимущественное применение имеет ковка в штампах, а в мелкосерийном и единичном — свободная ковка. При ковке используют набор кузнечного инструмента, с помощью которого заготовкам придают требуемую форму и размеры.
Ковка железа и стали по технологии конца XIX в
Ковка применяется для разных целей, и из-за этого способы обработки металла могут быть различными:
- обжимка криц — ковка, при которой происходит уплотнение и сварка частиц, а также выделение шлаков из тестообразной железной массы (крицы) .
- сварка — ковка, при которой сращиваются пакеты, состоящие из отдельных кусков нагретых до вара .
- обыкновенная ковка — уплотнение и придание желаемых форм предмету.
В зависимости от величины обрабатываемых изделий, ковка разделяется на ручную и на механическую.
Инструменты
– наковальня – молот – ручные молоты (небольшие), которыми кузнец, сам один, или с помощью молотобойцев, обрабатывает предмет. – механические молоты. Важный элемент механического молота – наковальня, или нижний боек, на который кладётся предмет. – кузнечные клещи, которыми кузнец захватывает нагретый кусок, вынимает его из горна, или печи, подносит под молот, кладёт на наковальню и поворачивает предмет во время ударов молота. – подъёмные краны по обеим сторонам механического молота. Они служат для посадки болванки в печь, переноса под молот и поворачивания её во время ковки. Вспомогательным прибором при этих манипуляциях служит державка, состоящая из прочного, длинного стержня, имеющего на одном конце 4 лапы, которые захватывают болванку, а на другом — рукоятку, для поддерживания болванки рабочими на весу.
Основные способы ковки металла
Горячая ковка

Как уже говорилось, проведение горячей ковки возможно, если нагревать металл до температур, когда тот меняет свои характеристики прочности и становится пластичным, что дает возможность относительно легко его обрабатывать при помощи ударного инструмента и других приспособлений. Горячий способ обработки предполагает использовать особые технологии обработки металла, которые дают возможность сделать готовые изделия разнообразнее.
Но кроме преимуществ есть и некоторые недостатки метод. К ним отнесем то, что для нагревания металла требуется наличие горна или муфельной печи. Отметим, что такое оборудование помимо своей цены будет дорого обходиться и в дальнейшем, при использовании, так как потребуется оплачивать его обслуживание и топливо.
Также использование открытого источника огня является далеко небезопасным занятием и требует от мастеров соблюдения мер безопасности в повышенной мере. Кроме того, для выполнения горячей ковки требуется, чтобы у мастера были определенные знания и навыки, чтобы разбираться в температурных параметрах различных видов металла.
Ручная ковка
Ручная ковка металла обязательно должна быть выполнена в специальных мастерских, которые оснащены всем необходимым.
В перечень оснастки входит такое оборудование:
- Система воздухоотвода.
- Муфельная печь или кузнечный горн.
Холодная ковка
Большую часть работ из холодной ковки выполняют на спроектированном по особым чертежам оборудовании. Можно перечислить определенный список оборудования, которое следует использовать при холодной обработке металла. Обычно такое оборудование может показать свою эффективность при выполнении большого объема работ для архитектурного оформления сооружений и зданий.
Среди оборудования, которое используют для получения изделий способом холодной ковки, назовем следующие:
- Торсионный, с ним можно выполнять кручение прутка вокруг собственной оси.
- Волновой, на нем делают волнообразные детали.
В парке оборудования для холодного способа ковки насчитывается лишь десяток единиц. Некоторые из них могут работать от мускульной системы оператора, а что-то работает от привода. Некоторые мастера делают самостоятельно подобное оборудование, а также создают модификации.





