Штангенциркуль нониусный тип ШЦ-III
ШЦ-3 – односторонний штангенциркуль с возможностью разметки деталей и определения внутренних и внешних размеров. Нониусный штангенциркуль ШЦ-3 соответствует требованиям ГОСТ 166-89 и внесен Госреестр средств измерения за №41094-09. Диапазон измерения от 0 до 2000мм в зависимости от модели. По запросу может быть выдано свидетельство о поверке.
Основные технические характеристики ШЦ-3 приведены в таблице:
| Параметры | ШЦ-III-250 | ШЦ-III-400 | ШЦ-III-500 | ШЦ-III-630 | ШЦ-III-800 | ШЦ-III-1000 | ШЦ-III-1600 | ШЦ-III-2000 |
| A мм. | 60 | 100 | 100 | 100 | 100 | 100 | 125 | 150 |
| B мм. | 10 | 10 | 10 | 10 | 20 | 20 | 20 | 20 |
| C мм. | 10 | 12 | 12 | 12 | 18 | 18 | 18 | 20 |
| Диапазон измерений, мм. | 0-250 | 0-400 | 0-500 | 250-630 | 250-800 | 320-1000 | 500-1600 | 800-2000 |
| Значение отсчета по нониусу, мм. | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
| Погрешность, +_ мм. | 0,04 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | 0,1 | 0,1 |
| Отклонение от плоскостности и параллельности измерительных поверхностей губок для измерения наружных поверхностей, мм. | 0,004 | 0,004 | 0,004 | 0,004 | 0,004 | 0,004 | 0,004 | 0,004 |
| Отклонение от параллельности измерительных поверхностей губок для измерения внутренних поверхностей, мм. | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 |
| Расстояние между губками для измерения внутренних поверхностей, мм. | 10 +0.02 | 10 +0,02 | 10 +0,02 | 10 +0,02 | 20 +0,03 | 20 +0,03 | 20 +0,03 | 20 +0,03 |
| Кол-во шт. в упаковке | 30 | 10 | 10 | 10 | 5 | 5 | 5 | 2 |
| Вес упаковки, кг. | 22 | 16 | 17 | 19 | 21 | 24 | 30 | 32 |
| Габариты упаковки, см. | 48х42х29 | 72х44х17 | 71х44х16 | 83х44х17 | 131х29х21 | 131х29х21 | 193х24х18 | 245х34х11245х34х11 |
Как снять показания с помощью штангенциркуля
Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
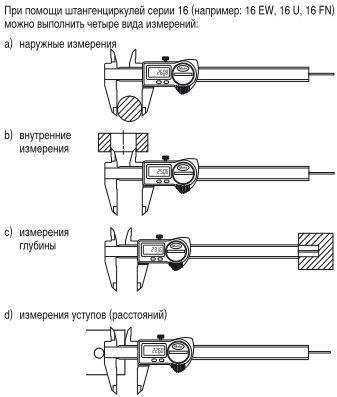
В процессе измерения учтите следующие рекомендации:
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
- Определите целое число миллиметров по основной шкале.
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.
- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Измеряем штангенциркулем правильно
Для точных работ по металлу, при проектировании различного рода самодельных конструкций не обойтись без точных измерений. Самым удобным инструментом для определения линейных размеров с достаточной точностью является штангенциркуль. Они производятся на специализированных инструментальных заводах (по ГОСТ 166-89) при тщательном соблюдении технологии, а потому надёжны и непритязательны в обращении.
Измерение штангенциркулем
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
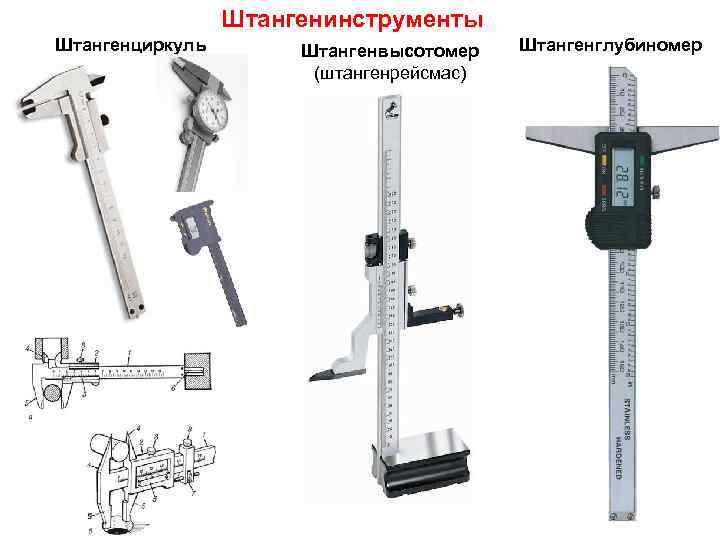
Устройство и применение штангенциркулей
Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).

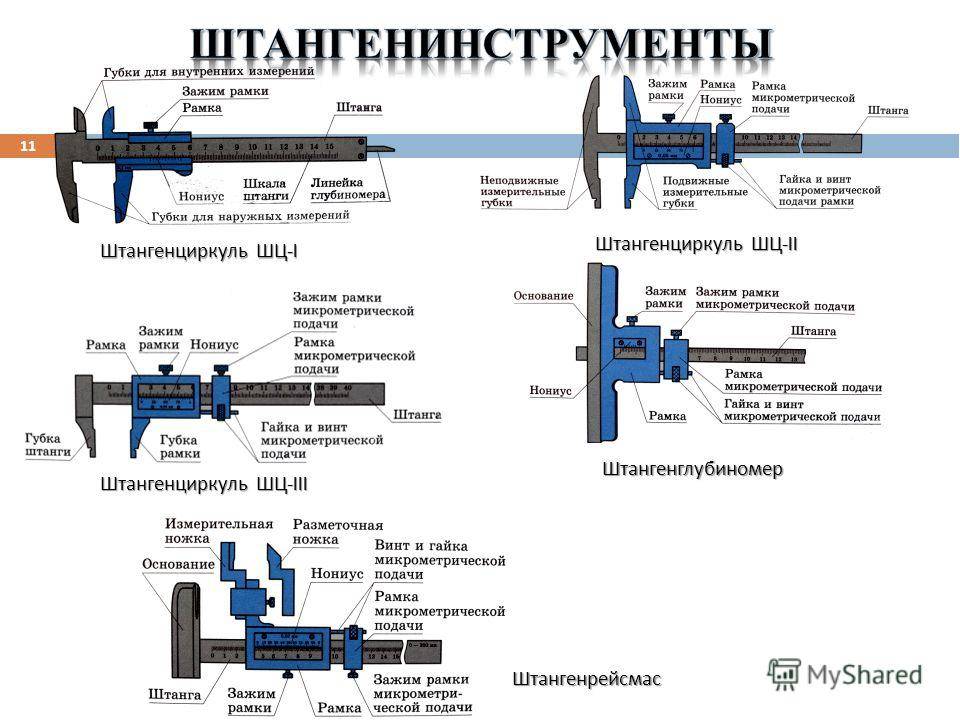
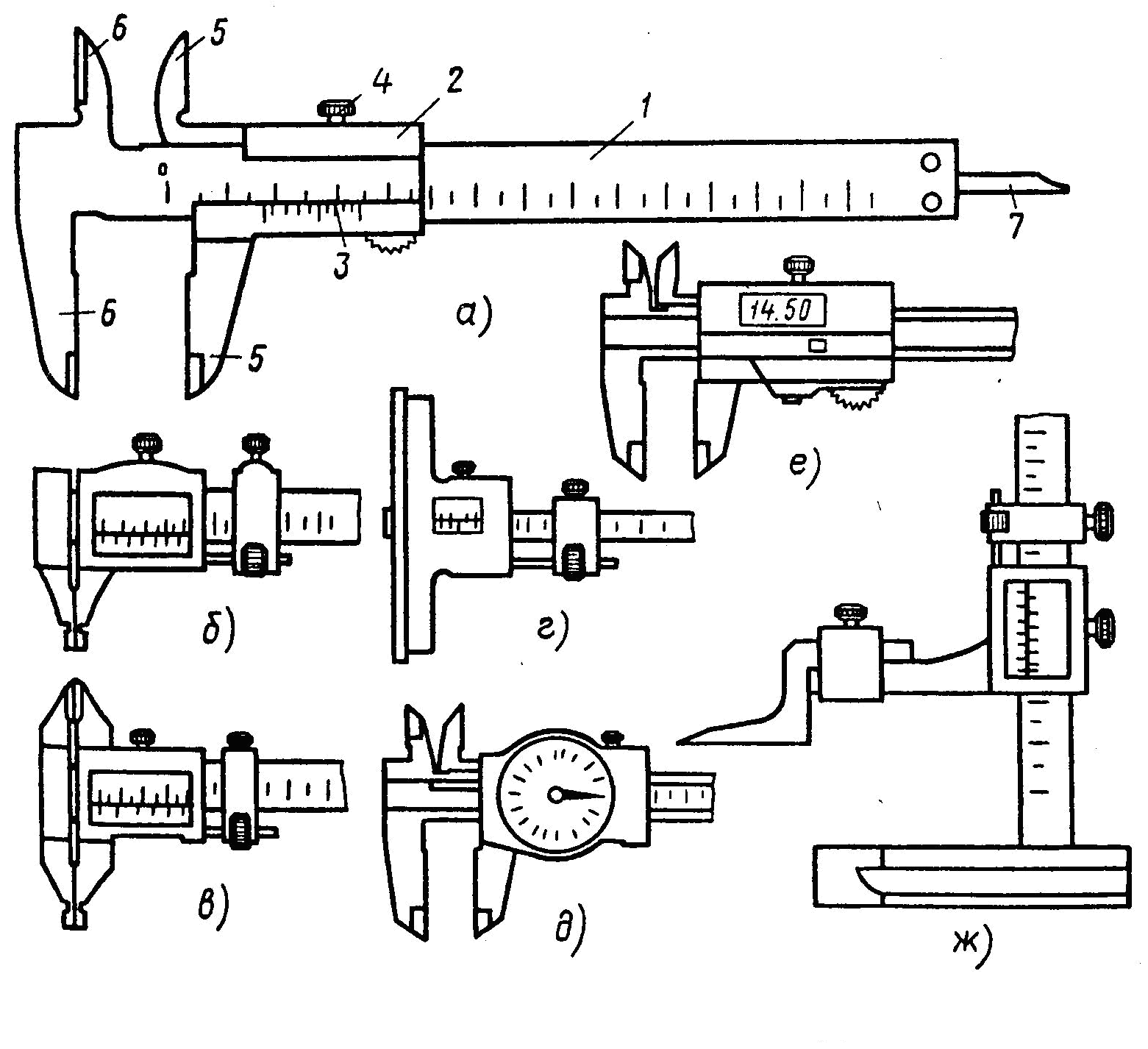
Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы.
- Передвижная рамка;
- Подвижные губки для определения внутреннего размера;
- Подвижные губки для определения наружного размера;
- Шкала нониуса;
- Штанга глубиномера;
- Винт для крепления рамки.
В отдельных моделях возможно наличие подвижной шкалы в верхней части с дюймовой системой измерения.
Как штангенциркулем измерить поршень
Не решенным остается вопрос о том, как измерить поршень штангенциркулем. Для начала выясним, для чего же необходимо проводить измерения этой детали. Поршень — это одна из важнейших деталей двигателей внутреннего сгорания. В процессе работы поршень нагревается до предельно высоких температур, а при нагреве металлам свойственно увеличивать — температурное расширение. Это увеличение является незначительным, но оно играет очень важную роль.
Измерять штангенциркулем диаметр поршня нужно для того, чтобы узнать его конусную часть. Конусной зоной называется часть, которая располагается от пальца и до верха. Именно эта часть должна иметь конусную конструкцию, что позволит поршню эффективно работать в системе ДВС. Если поршень имеет одинаковый диаметр по всей длине, то его следует расточить. Зазор между поршнем и стенками цилиндра должен составлять не более 0,045-0,05 мм. Конусность поршня должна составлять 0,3 мм.
Измерить такие показатели при помощи штангенциркуля практически невозможно, так как требуется высокая точность и низкая погрешность. Для таких целей применяется микрометр, который отличается от штангенциркуля тем, что позволяет измерить размеры с высокой точностью. Если необходимо измерить длину, глубину канавки и прочие параметры, то для этого используется штангенциркуль. Как измерить поршень, используя для этого микрометр, показано на видео ниже.
https://youtube.com/watch?v=JBgePO4gRpw
Как увеличить срок службы
Разобравшись с тем, как измерять штангенциркулем, надо выяснить еще особенности ухода за инструментом. Изготавливают инструмент из нержавеющей стали, поэтому служить он будет долго. Многие производители экономят на изготовлении, поэтому уже через несколько лет применения прибора на нем возникают некоторые признаки коррозионного воздействия. Чтобы предотвратить появление коррозии на поверхности измерительного прибора, следует хранить его в сухом и теплом месте. Особенно это актуально для приборов с электронным дисплеем, в которых быстро садится элемент автономного питания при хранении устройства с температурными показателями ниже +5 градусов.






Обычно “штангели” продаются совместно с чехлами — пластиковые, деревянные и прочие, которые исключат негативные воздействия на инструмент. Если на прибор попадает пыль, грязь и прочие засорения, то их необходимо удалять, к примеру, продувочным пистолетом. Необходимо также смазывать моторным маслом подвижный элемент, что позволит продлить срок службы устройства. При выборе штангенциркулей нужно учитывать их качество, и не покупать самые дешевые варианты, так как они не только имеют высокую погрешность, но еще и малый срок службы.
Из истории инструмента
Историю этого инструмента показательно рассматривать в контексте истории металлообработки и одного из направлений ее развития — токарного дела. Исторический период 15−18 веков характеризуется чередой научных открытий и практическим внедрением этих открытий во всех отраслях экономики этого периода.
Применение математического подхода в астрономии расширило горизонты морской навигации, эпоха Великих географических открытий подняла на новый уровень объем торговли и промышленного производства. Мелкотоварное производство уступило место мануфактурному, а промышленная революция 18−19 веков окончательно установила переход к массовому применению машин и индустриализации.
Хронология событий
Для наглядности можно представить хронологию этих событий, включающую ключевые точки появления штангенциркуля:
- Начало XVI века — токарные станки применяются в основном для обработки дерева, кости и мягких металлов. Привод, хотя и усовершенствованный с древних времен, по-прежнему ручной или ножной, так же, как и резец, остается в руках мастера. Вехой можно считать появление стального центра и люнета для крепления заготовки.
- К этому же периоду относится имеющая прямое отношение к штангенциркулю попытка португальского математика Педро Нуньеша создать прибор для точного измерения углов с помощью набора деленных на равные части концентрических окружностей. Целью являлась не металлообработка, а насущные проблемы навигации. До изготовления и практического применения прибора дело не дошло, но направление мысли не осталось незамеченным.
- К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции.
- В 1631 году математик из Бургундии Пьер Верньер закончил начатое Нуньешем дело, доработав его мысль и адаптировав ее технически в квадранте для измерения угловых величин. Созданная им дополнительная измерительная шкала тут же широко шагнула во многие направления измерений, получив при этом названия в честь обоих ученых — «нониус» или «верньер». При этом в металлообработке в основном используют понятие нониус, верньер более распространен в приборной и радиотехнической отрасли.
- Результатом постоянного совершенствования на отрезке более ста лет стало оснащение к началу XVIII века токарного станка суппортом для жесткого крепления резца, механизмами продольной и поперечной подачи. Токаря уже имели в своем распоряжении мерительный инструмент с нониусной шкалой, позволяющей обеспечить соответствующее качество изготовления.
- К концу XVIII века появился на свет универсальный токарный станок, принцип устройства и работы которого мало в чем изменился по сегодняшний день. С этим периодом связано и появление понятий стандартизации и унификации продукции и мерительного инструмента, единой системы измерения.
Происхождение названия
К истории штангенциркуля можно добавить немного интересной информации о его названии.
В русском языке за инструментом по каким-то причинам закрепилось название с немецкими корнями — «штанга» и «циркуль». Обиходным среди специалистов для образца ШЦ-I является термин «колумбик», прижившийся с советских времен по имени компании «Колумбус», массово поставлявшей измерительную технику в нашу страну.
В Германии под названием Stangenzirkel используют инструмент, более соответствующий переводу — разметочный штанговый циркуль. Аналоги российского штангенциркуля выпускаются под названием Messchieber — раздвижной измеритель или Schieblehre — измерительная линейка.
Во многих языках название инструмента является производным от слова «калибр», что подчеркивает высокую точность измерения. В качестве примера можно привести английский calliper, испанский calibrador, итальянский calibro a corsoio (калибр кулисного камня — элемента шатунного механизма). Английский штангенциркуль имеет еще одно название — trammel, переводимый также как препятствие, трал или невод.
Штангенциркуль нониусный тип ШЦ-II
Штангенциркули типа ШЦ-2 так же, как и ШЦ-1, имеют губки для измерения внешних и внутренних размеров деталей, а так же линейку для определения глубины. Особенностью ШЦ-II является возможность разметки деталей с помощью устройства точной подачи рамки.
Общие требования к штангенциркулям ШЦ-2 содержатся в ГОСТ 166-89. ШЦ2 внесены в Госреестр средств измерения за №41094-09, диапазон измерения варьируется от 0 до 500мм в зависимости от модели. При необходимости, на инструмент может быть выдано свидетельство о поверке.
Основные технические характеристики ШЦ-II приведены в таблице:
| Параметры | ШЦ-II 0-160 | ШЦ-II 0-250 | ШЦ-II 0-320 | ШЦ-II 0-400 | ШЦ-II 0-500 |
| А, мм | 60 | 60 | 60 | 100 | 100 |
| В, мм | 10 | 10 | 10 | 10 | 10 |
| С, мм | 10 | 10 | 10 | 12 | 12 |
| H, мм | 36,5 | 36,5 | 36,5 | 55 | 55 |
| Диапазон измерений, мм | 0-160 | 0-250 | 0-320 | 0-400 | 0-500 |
| Значение отсчета по нониусу, мм | 0,05/0,1 | 0.05/0,02/0,1 | 0,05/0,1 | 0,05/0,1 | 0,05/0,1 |
| Погрешность на максимальной длине, +- мм. | 0,05 | 0,05 | 0,05 | 0,05 | 0,1 |
| Отклонение от плоскостности и параллельности измерительных поверхностей губок для измерения наружных поверхностей, мм | 0,007 | 0,007 | 0,007 | 0,010 | 0,010 |
| Отклонение от параллельности измерительных поверхностей губок для измерения внутренних поверхностей, мм | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 |
| Расстояние между губками для измерения внутренних поверхностей, мм | 10 +0,03 | 10 +0,03 | 10 +0,03 | 10 +0,03 | 10 +0,03 |
| Погрешность при измерении глубины, мм | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
3 ЗУБР Эксперт 34511-200
Третье место получил штангенциркуль, продающийся по сравнительно низкой цене за такое высокое качество. Производитель позиционирует эту модель из серии «Эксперт» как профессиональную. Штангенциркуль изготовлен по ГОСТ 166-89. Судя по отзывам, после поверки его можно смело использовать на производстве, не говоря уже о бытовых измерениях – его точности хватит практически для любой работы, пусть он и несколько уступает электронным моделям. Радует довольно контрастная гравированная шкала – не придется всматриваться в риски, чтобы снять показания.
Длина штанги позволяет измерять предметы до 200 мм. Цена деления – 0,05 мм. Погрешность – в пределах ±50 мкм. Корпус сборный, выполнен из закаленной стали, поверхность подверглась алмазной обработке. Следовательно, заусенцев, сколов и лишних шероховатостей нет, что позволит плавно и аккуратно передвигать губки штангенциркуля. Поэтому работать с ним – одно удовольствие. Есть глубиномер. Поставляется в крепком пластиковом футляре, так что с хранением проблем не возникнет.
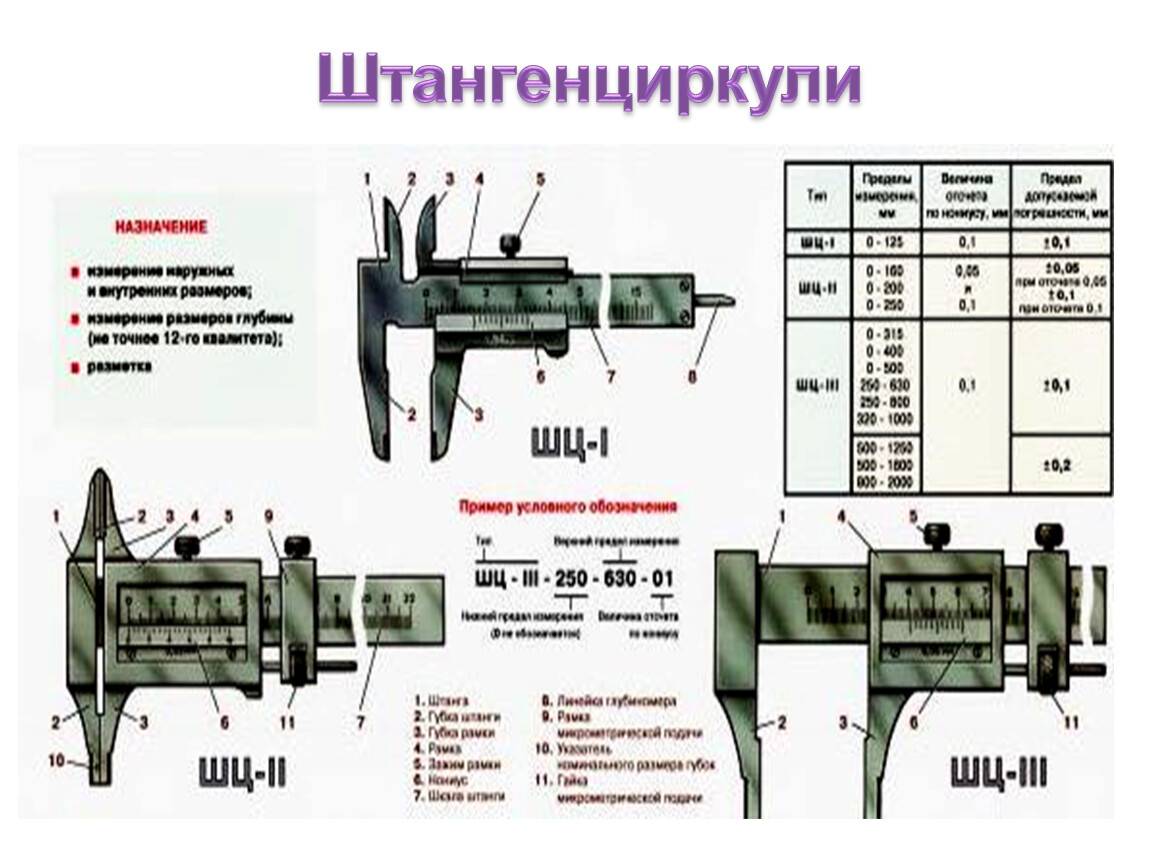
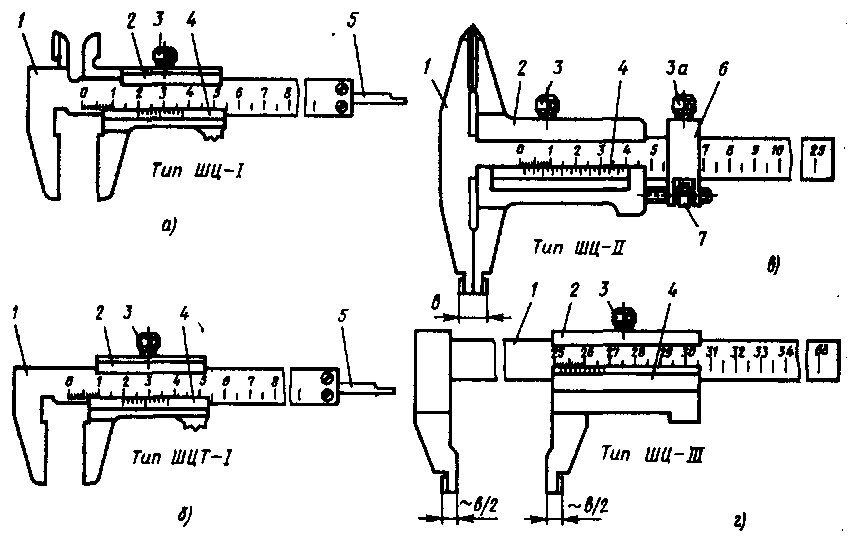
Виды штангенциркулей
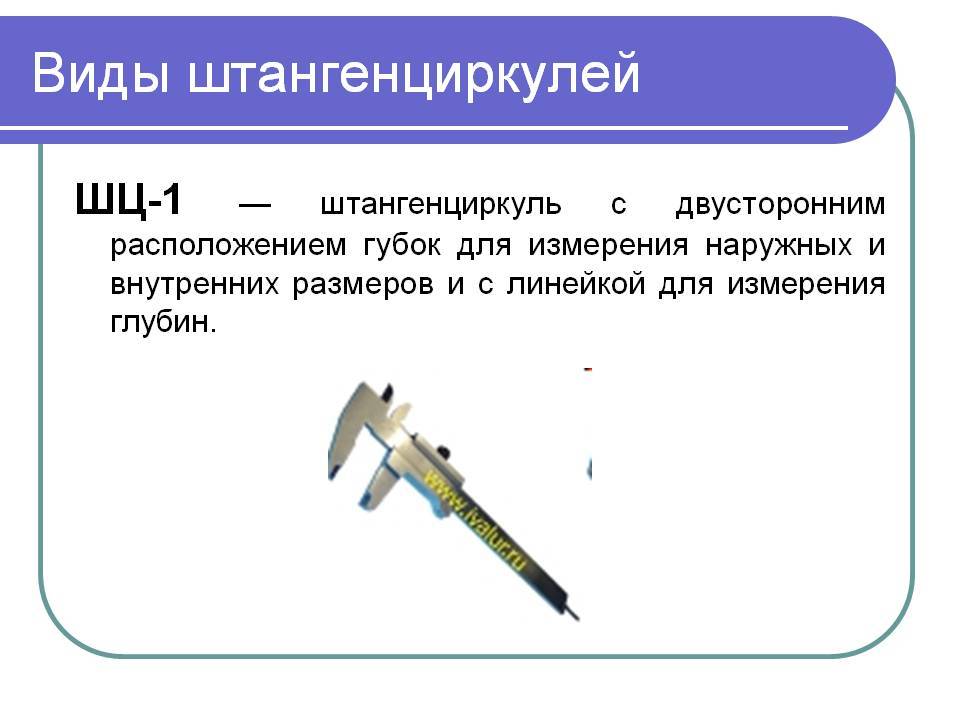
- ШЦ-I — штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
- ШЦ-IC — (штангенциркуль со стрелочным отсчётом) для отсчёта показаний вместо нониуса имеет отсчётную стрелочную головку. В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают на круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу;
- ШЦТ-I — с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
- ШЦ-II — с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
- ШЦ-III — с односторонним расположением губок для измерения наружных и внутренних размеров.
- ШЦЦ — с цифровой индикацией (электронный).
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Не желательно допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
Порядок поверки штангенциркулей определен ГОСТ 8.113-85 .
Изобретение относится к области изготовления сварного штангенциркуля, преимущественно штангенциркуля типа ШЦ-Ш-400. 1000-0,1 по ГОСТ 166-89 и может быть использовано на инструментальных заводах, производящих штангенциркули и подобный им инструмент. Для повышения долговечности за счет повышения стойкости к электрохимической коррозии и снижения брака изготовления за счет уменьшения растрескивания сварных швов, для изготовления губок используют среднеуглеродистую хромистую сталь мартенситного класса, для изготовления штанги и рамки используют низкоуглеродистую хромоникелевую аустенитную сталь, а перед сваркой проводят нормализацию поверхностей губок, предназначенных для сварки, путем обезуглероживания до получения в них содержания углерода 0,07. 0,15%. ел С
РЕСПУБЛИК (я)5 G 01 В 3/20
ВЕДОМСТВО СССР (ГОСПАТЕНТ СССР) уч / jf,,(1
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4925235/28 (22) 04.04,91 (46) 23.04.93. Бюл. йт 15 (71) Донецкий политехнический институт (72) В.И.Алимов, А.П.Штыхно и В.Г.Оноприенко (56) Технологический процесс изготовления штангенциркуля типа Ш Ц-Ш-400-1000-0,1 Ставропольский инструментальный завод, Ставрополь, 1981, Авторское свидетельство СССР
N 1700351, кл. G 01 В 3/20, 1989. (54) СПОСОБ ИЗГОТОВЛЕНИЯ ШТАНГЕНЦИРКУЛЯ (57) Изобретение относится к области изготовления сварного штангенциркуля, преимущественно штангенциркуля типа







Изобретение относится к области изготовления измерительного инструмента, преимущественно сварного штангенциркуля типа ШЦ-Ш 400. 1000 — 0,1 по ГОСТ 16689, состоящего из штанги, сваренной с неподвижной губкой и рамки, сваренной с подвижной губкой, причем губки имеют измерительные поверхности для наружных и внутренних измерений,и может быть использовано на инструментальных заводах, производящих штангенциркули и подобный им инструмент.
Цель изобретения — повышение долговечности штангенциркуля за счет повышения стойкости к злектрохимической коррозии и снижения брака изготовления за.. Ж 1810735 А1
Ш Ц-Ш-400. 1000 — 0,1 по ГОСТ 166 — 89 и может быть использовано на инструментальных заводах, производящих штангенциркули и подобный им инструмент. Для повышения долговечности за счет повышения стойкости к электрохимической коррозии и снижения брака изготовления эа счет уменьшения растрескивания сварных швов, для изготовления губок используют среднеуглеродистую хромистую сталь мартенситного класса, для изготовления штанги и рамки используют низкоуглеродистую хромоникелевую аустенитную сталь, а перед сваркой проводят нормализацию поверхностей губок, предназначенных для сварки, путем обеэуглероживания до получения в них содержания углерода 0,07. 0,15%, ° май счет уменьшения растрескивания сварных 00 швов, Ъ
Виды штангенциркулей
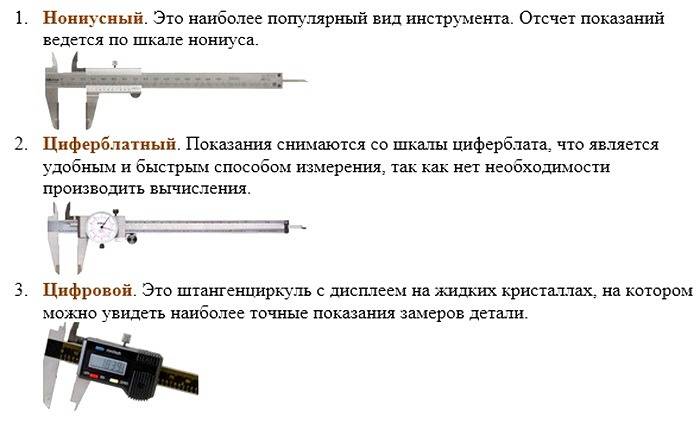
Существуют три основных типа таких устройств. Использование их для определённого вида работы обусловлено её особенностями.
- Штангенциркули нониусные или аналоговые. Измерения производятся по нониусной шкале. Эти механические инструменты простые и недорогие. Они наиболее распространены.
- Штангенциркули циферблатные или стрелочные. Для измерения на них вместо шкалы имеется циферблат, который показывает результаты, и не требует проведения вычислений. Стоимость их выше, чем аналоговых моделей. Пользоваться ими несложно.
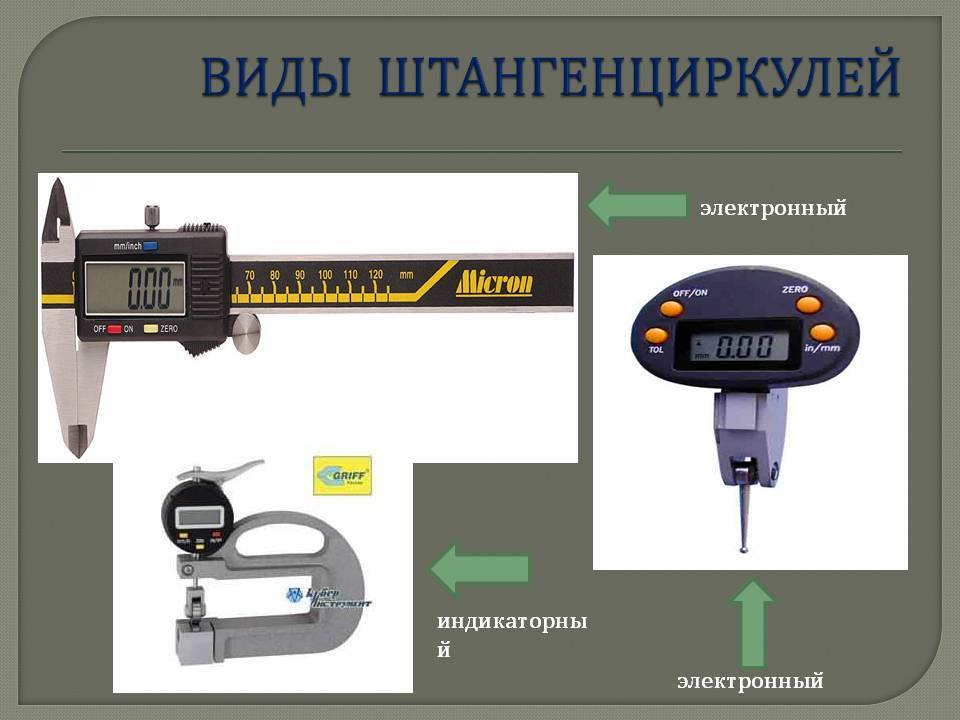
- Штангенциркули цифровые или электронные. Это устройства, на которых имеются жидкокристаллические цифровые дисплеи с аккумуляторными батареями. Применение таких приборов позволяет получить наиболее точные результаты. Они показывают данные как в миллиметрах, так и в дюймах.

Помимо перечисленных также существуют модели штангенциркулей специального назначения. Их используют для особых работ. К примеру, ШЦЦД, которыми измеряются детали, имеющие выступы, или ШЦЦП – конструкция для измерения протекторного рисунка шин, и др. Эти устройства в обычных магазинах не продаются, их при необходимости можно приобрести на специальных сайтах. Пользуются ими профессиональные мастера.
Все разновидности штангенциркулей имеют свои обозначения в зависимости от особенностей применения.
- ШтангенциркульШЦ-1. Им измеряются детали, их внешние и внутренние размеры с помощью двух пар губок. Им так же можно пользоваться при измерении размеров отверстия, используя глубиномер.
- ШЦ-1С. Такие устройства оснащены стрелочными головками, благодаря чему процесс измерения упрощён.
- ШЦК. Конструкции, имеющие круговую шкалу с пружинным механизмом. Пользоваться им можно для измерений, когда не требуется идеальная точность.
- ШЦТ-I. Устройства, оснащённые губками с твердосплавным покрытием для предупреждения истирания поверхности. Устойчивы к износу, пользоваться ими можно долгое время.
- ШЦ-II. Помимо губок такие устройства имеют также механизм для подачи рамки. Благодаря этому можно наносить разметку.
- ШЦ- III. Этот прибор имеет крупные размеры. Губки на нём односторонние. Для измерения глубины непригоден.
- ШЦЦ. Устройство с цифровой шкалой, с которой снимаются показания.

Каждый тип штангенциркуля изготавливается соответственно действующему в настоящее время ГОСТу 166-89 и имеет соответствующую маркировку.
Скачать
Штангенциркуль нониусный тип ШЦ-I
Штангенциркуль типа ШЦ-1 с двусторонним расположением губок и специальной линейкой, используется для измерения внутренних и наружных поверхностей а также глубины отверстий с отсчетом по нониусу в 0.02 мм. Нониусный штангенциркуль ШЦ-1 соответствует требованиям ГОСТ 166-89 и внесен Госреестр средств измерения за №41093-09. мм. Методика поверки штангенциркулей регламентирована ГОСТ 8.113-85.
Погрешность измерений по основной шкале для штангенциркулей 1 класса точности составляет 0,05мм, для 2 класса 0,1мм. Диапазон измерений от 0 до 300мм в зависимости от модели. При необходимости может быть выдано свидетельство о поверке.
Основные технические характеристики приведены в таблице:
| Параметры | ШЦ1-125 | ШЦ1-150 | ШЦ1-200 | ШЦ1-250 | ШЦ1-300 |
| А, мм | 17,5 | 17,5 | 18,8 | 22,8 | 22,8 |
| В, мм | 40 | 40 | 50 | 60 | 65 |
| С, мм | 14,5 | 15,5 | 17 | 17 | 17 |
| Диапазон измерений, мм | 0-125 | 0-150 | 0-200 | 0-250 | 0-300 |
| Значение отсчета по нониусу, мм | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
| Погрешность, +-мм | 0,03 | 0,03 | 0,03 | 0,04 | 0,04 |
| Отклонение от плоскостности и параллельности измерительных поверхностей губок для измерения наружных поверхностей, мм | 0,004 | 0,004 | 0,004 | 0,004 | 0,004 |
| Отклонение от параллельности измерительных поверхностей губок для измерения внутренних поверхностей, мм | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 |
| Расстояние между губками для измерения внутренних поверхностей, мм | 10 +0,04 | 10 +0,04 | 10 +0,04 | 10 +0,05 | 10 +0,05 |
| Погрешность при измерении глубины, мм | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
| Кол-во шт в упаковке | 50 | 50 | 50 | 20 | 20 |
| Вес упаковки, кг | 14 | 15 | 18 | 14 | 15 |
| Габариты упаковки, см | 47х23х23 | 47х26х23 | 57x32x25 | 43х23х25 | 44х28х30 |
Виды штангенциркулей и их цена
Штангенциркули делятся на следующие основные виды:
Стрелочный
Не требует вычислений, более простой в использовании, так как результаты замеров отображаются на циферблате с круговой шкалой.

Стоимость – от 1700 рублей.
Цифровой
С небольшим дисплеем, на который выводятся в цифровом виде результаты замеров. Обладает наивысшей точностью.

Другое название – электронный. Стоимость – от 700 рублей за самые простые модели.
Кроме того, штангели бывают с глубиномером (тип Т-I и I) и без него (тип II и III).

Прецизионный штангенциркуль – общее название для моделей, обладающих повышенной точностью измерений.
Кстати говоря, моноблочный инструмент (неподвижные губки не закреплены на штанге, а являются неотъемлемой ее частью) выдают самые точные показания.
Существуют задачи, с которыми стандартный инструмент справиться попросту не способен.

Тогда мастер берет в руки специальный штангенциркуль.
Если необходимо измерить очень малую трубу
Обычно измерить диаметр небольших предметов рекомендуется при помощи штангенциркуля. Такой способ подходит в случае работы с трубами до 15 см Один конец (ножку) устройства прижимают к одной кромке трубы, а другой – к другому. При этом специальные указатели на штангенциркуле будут показывать наружный диаметр трубы.





Штангенциркуль – это универсальный инструмент для измерения с точностью до 0,1 или 0,01 мм внутренних и наружных размеров, а также глубины отверстий.
Если нужно будет с его помощью измерить внутренний диаметр, то можно кромку трубы, ту, что «отвечает» за ее толщину, зажать между ножек штангенциркуля. Затем из внешнего диаметра вычитается толщина стенки трубы. Это и будет внутренний ее диаметр.
Виды штангенциркулей
В целом, все виды штангенциркулей можно разделить на механические и электронных в зависимости от типа шкалы. Основными видами, согласно ГОСТ 166-89 являются:
- ШЦ-I — инструмент с 2-сторонним размещением губок для измерения наружных и внутренних величин и глубиномером.
- ШЦК — оснащен круговой шкалой для определения точного размера. Более простой в применении, чем штангенциркуль с отсчетом по нониусу.
- ШЦТ-I — односторонние губки для измерения наружных линейных размеров. Отличается высокой стойкостью к износу.
- ШЦ-II — оснащен двумя губками для наружного и внутреннего замера и разметки, а также рамкой микрометрической подачи.
- ШЦ-III — односторонние губки для определения наружных и внутренних размеров.
- ШЦЦ — электронный штангенциркуль с цифровой индикацией.






