Сварка электродами по нержавейке
 Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Распространенные ошибки
Сварка на просвет — дело непростое, поэтому у всех новичков швы получаются с множественными дефектами. И это неудивительно. Только практика поможет вам избавиться от дефектов. А также изучение ГОСТов и теории. Далее мы расскажем о самых распространенных ошибках, которые приводят к дефектам. И дадим несколько рекомендаций, которые помогут вам избежать появления дефектов.
Итак, самая главная и часто встречающаяся ошибка — непроваренные участки. Непровары образовываются в тех случаях, когда у сварщика было очень мало практики или же он варил слишком быстро. Зачастую таких мастеров даже не допускают до сварки. Но это не повод для беспокойства. Исправить это ошибку можно, но для этого нужно постоянно работать над своими навыками.
Также часто встречаются провисшие участки или просто неаккуратные швы. Такие дефекты возникают из-за банального несоблюдения технологии сварки. Внимательно изучите технологию и только после этого приступайте к работе. Не думайте, что сможете в процессе угадать, как нужно работать.
Напоследок несколько рекомендаций. Прежде всего, варите только на короткой дуге. Да, это сложно. Да, плохо видна зона сварки. Но только на короткой дуге у вас получится качественный шов. С этим нужно смириться. Также не отрывайте электрод во время сварки. Это допустимо только при смене электрода.
Постарайтесь правильно настроить сварочный ток. Это опять же дело практики и опыта. Научитесь правильно разделывать кромки и зачищать металл. И вообще уделите больше времени зачистке и прокаливанию электродов. Не допускайте работы при осадках или на сильном ветру. И самое главное: используйте профессиональное оборудование в паре с качественными комплектующими.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла
В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата
Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
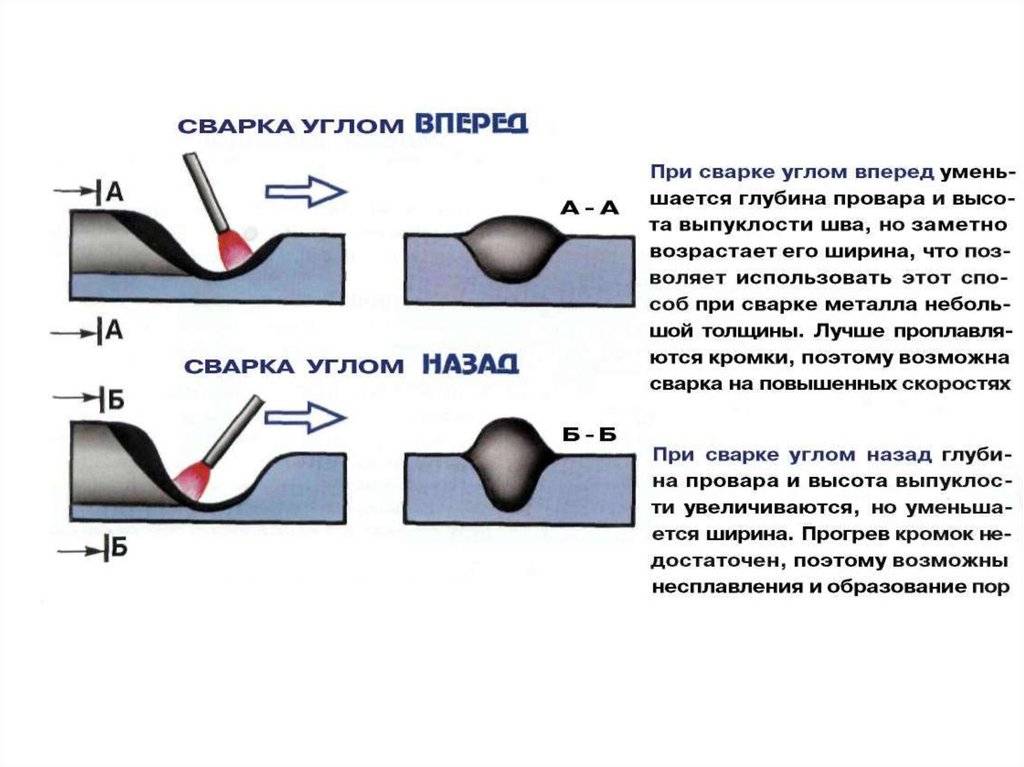
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Назначение электродов УОНИ 13 55

сварка с помощью УОНИ Монолит Сварочные электроды УОНИ 13 55 подходят для ручной сварки с помощью дуги. Сварка может производиться в потолочном, горизонтальном, нижнем, наклонном положениях, а также в вертикальном положении сверху вниз. Как указывалось выше, ими можно сваривать низколегированные и углеродосодержащие металлы. Сварочный шов получается износостойким и защищенным от коррозии. Карбонаты и фтористые соединения, из которых состоит обмазка электрода УОНИ, препятствуют образованию горячих трещин, придают шву пластичность и высокую ударную вязкость. Поэтому этот расходный материал используют при сварке толстого металла, исправлении дефектов литья, изготовлении деталей, которые могут выдержать высокое давление, низкие температуры и длительные нагрузки.
Процесс сварки
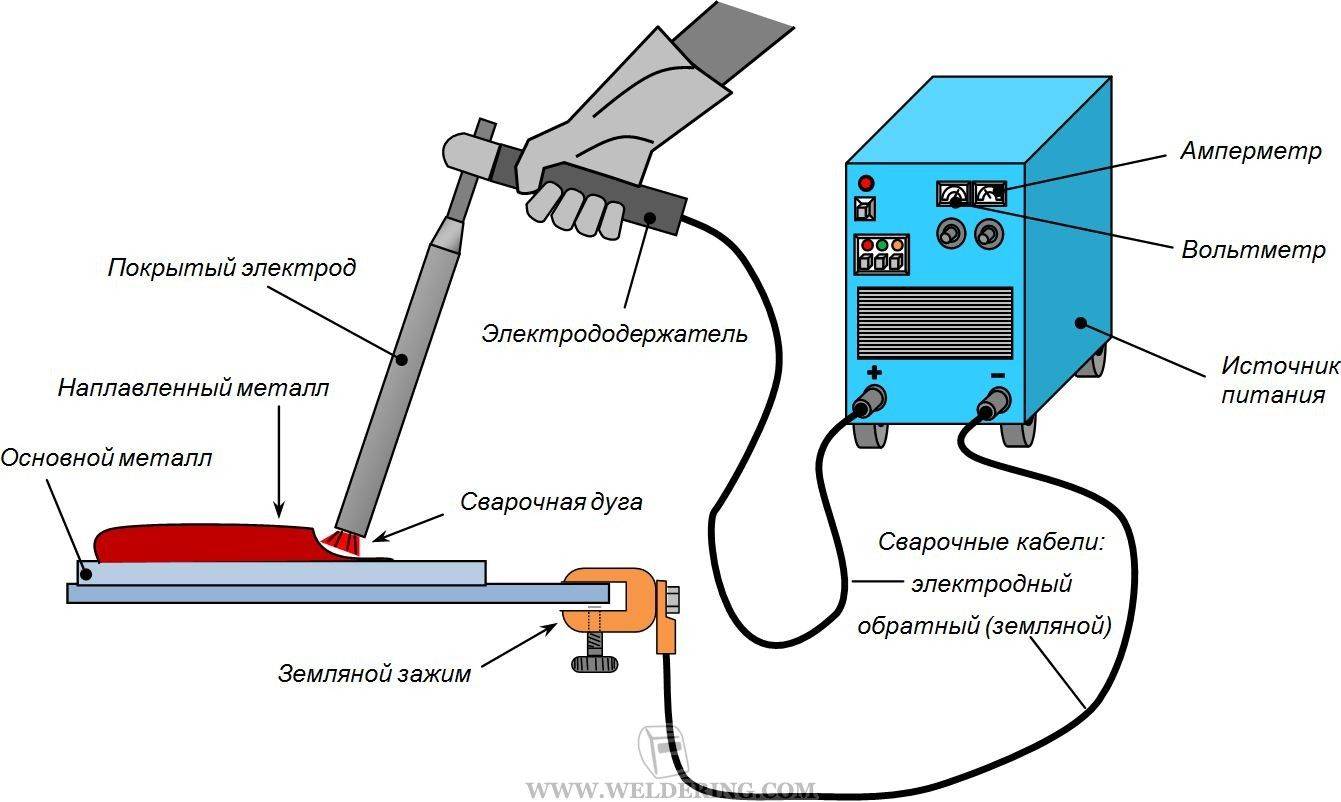
Технология сварки электродом состоит из нескольких этапов. Электрод подключают к сварочному аппарату для получения переменного тока. Если предполагается использовать постоянный ток, то потребуется выпрямитель. При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение. При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см – прямое.
Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля – один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
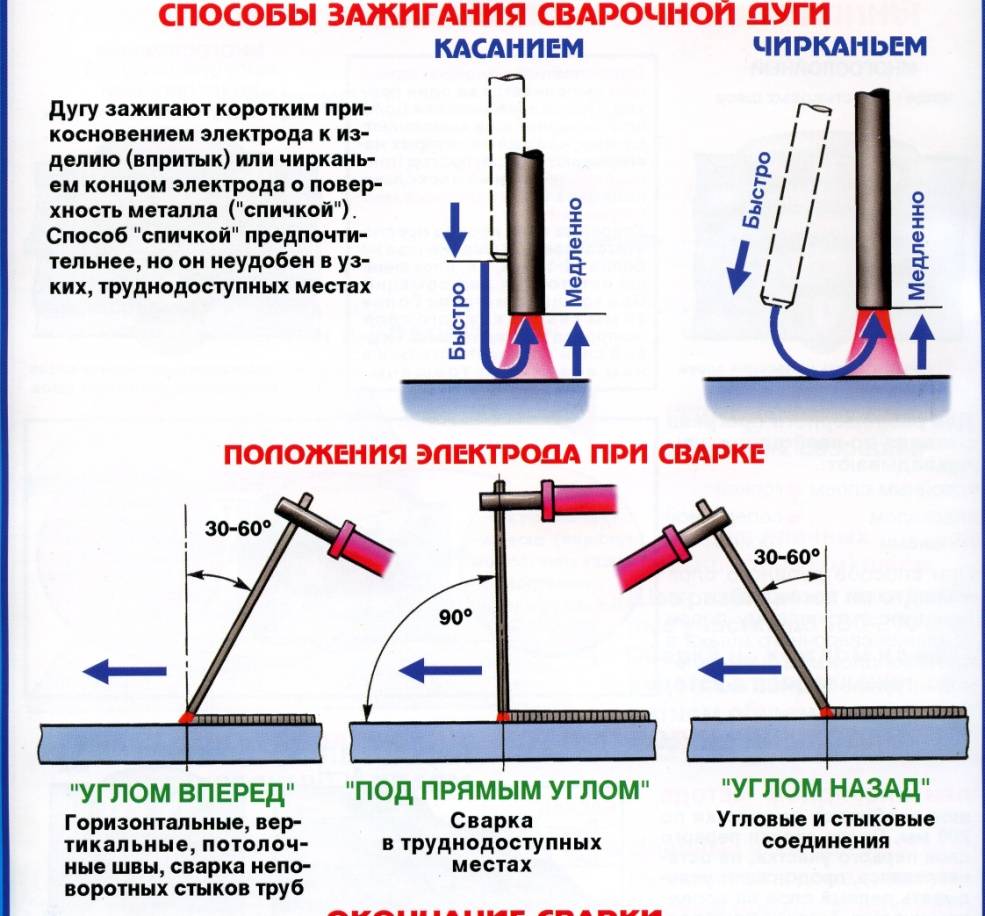
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Сварка на просвет
Подготовительные работы
Сварка на просвет — это практически всегда необходимость подготовки металла под сварку. Если вы раньше никогда не занимались сваркой труб, то можете подобрать для себя пару деталей для тренировки. Новичкам рекомендуем взять трубы среднего диметра с толщиной стенок 5-10 миллиметров.
Далее нужно как следует зачистить трубы в месте будущего сварного соединения. Вне зависимости от того, варите вы тренировочные или реальные трубы. Следите, что не было следов коррозии или краски. Желательно зачистить детали до видимого металлического блеска. В нашем случае идеальный инструмент для зачистки — это шлифовальная машинка. С ее помощью вы удалите большинство загрязнений. Чтобы убрать металлические включения используйте болгарку или напильник. После очистки обезжирьте поверхность растворителем и протрите лоскутом ткани.
Теперь нужно правильно состыковать две трубы. Многие новички спрашивают, как это можно сделать. Ведь трубы могут быть тяжелыми или у вас просто не получает их состыковать точно. В этой ситуации не обойтись без дополнительных приспособлений. Мы в своей практике используем центратор. Сейчас можно найти в продаже компактные недорогие модели, которые удобно монтируются. При стыковании труб оставьте небольшой зазор между ними. Зазор должен быть чуть меньше диметра электрода, которым вы будете варить. Оптимальный размер зазора — 2.5 миллиметра.
Помимо труб нужно подготовить и сами электроды. Когда с заготовками закончено, приступают к подготовке электродов. Если размер зазора равен 2.5 миллиметра, то выберите электроды диаметром 2.6 миллиметров. Что касается производителя, то здесь выбор остается за вами. Мы используем в работе Kobelco LB52U. На наш взгляд они идеально выполняют свою работу, хотя и стоят недешево.
Описание сварочного процесса
 Для начала электроды следует установить в держатель, а после можно укладывать их между деталями – так масса подключится к нижней подкладке. Максимально допустимо длиной свариваемого за одну процедуру создания шва будет 120 см, потому что при большей длине появляется преждевременное перегревание остатков электрода.
Для начала электроды следует установить в держатель, а после можно укладывать их между деталями – так масса подключится к нижней подкладке. Максимально допустимо длиной свариваемого за одну процедуру создания шва будет 120 см, потому что при большей длине появляется преждевременное перегревание остатков электрода.
Интересно, что сварка лежачим электродом применяется чаше всего для формирования прямых швов, но допускается согнуь электрод по форме предполагаемого шва не больше, чем на угол в 30 градусов, потому что перегибание способно привести к тому, что обмазка начнет осыпаться и оборвется электрод во время сварке. По этой же причине не допускается применение нескольких стыкующихся электродов вместо единого длинного.
Подкладка из бумаги между накладкой из меди и деталями применяется для того, чтобы предотвращать преждевременный износ прокладки, и при этом стоит проследить, чтобы края подкладки не торчали наружу, потому что у них есть свойства самовозгорания при сварке, что может стать причиной возникновения пожара.
Запустить дугу можно сразу двумя способами:
- Вторым электродом, который подключен к аппарату.
- Куском ненужного металла.
Если вы используете сварочный аппарат стационарного типа, то лучше запускать дугу вторым электродом, который установлен в держателе, и при этом очень важно, чтобы держатель был закреплен (тот, в котором зажаты электроды). Дело в том, что притяжение, которое возникает при появлении дуги, способно вытягивать лежачие электроды из-под прокладки
Для запуска дуги куском металла следует соединить отрезком материала край детали, которую приваривают и конец электрода. Учтите, что во время такого процесса держать отрезок металла следует в электроизоляционных рукавицах.








Не обращая внимания на то, что дуга сварки будет скрыта под поверхностью накладки из меди, сварщику требуется использовать специальные защитные очки для глаз, потому что излучение дуги всегда видно в начале и в завершении сварки. Более того, есть большой риск откидывания недостаточно тяжелой накладки при сварке и открытии дуги. Размещать металл для сварки можно и в одной плоскости, и под разными углами друг к другу, но в таком случае зазор между деталями не устанавливают, а накладку подгоняют по форме усеченного уголка в разрезе.
Обратите внимание, что вместе накладки из меди можно использовать сыпучий флюс, и в таком случае электроды нужно брать без обмазки. Применение флюса для сварки лежачим электродом дает возможность не ограничивать длину сварного шва, который будет сформирован за одну процедуру
Более того, электрод без обмазки можно согнуть на больший угол во время сварки деталей с изгибами.
Верхняя деталь обязательно должна покрывать лежачий электрод полностью и ее нужно прижимать грузом (обычно для этого применяют кирпичи). Для сварки больше, чем двух деталей одновременно лучше всего применять пучок из 3 или 7 электродов.
При помощи лежачего электрода вы сможете формировать не только соединение для стыков, но даже варить плоские листы металла, которые расположены внахлест. Для этого верхнюю накладку следует сделать в виде продольного бруска металла, в котором будет проделана канавка для электродов. Накладку следует поместить на листы, которые закреплены внахлест, канавкой с электродом вниз, и при этом листы будут проплавлены насквозь (при условии, что их толщина до 0.8 см), или же оплавится полностью лишь верхний лист (и при этом нижний лист очень толстый).
Обзор видов
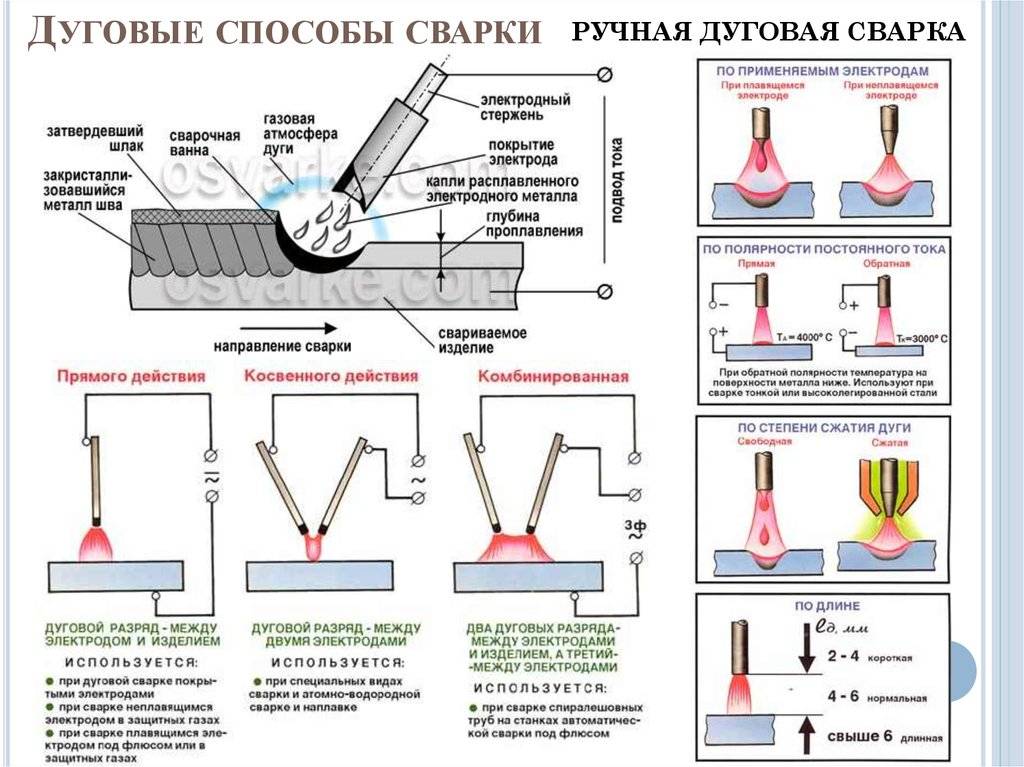
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент
При необходимости переставить провода с клеммами можно в любой момент
В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса
При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
Прямая
Прямая полярность подключения обладает следующими характеристиками:
в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
электрическая дуга устойчива и постоянна, не склонна к срывам; сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока; с помощью электродуги можно выполнять резку металлических заготовок;
сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным; методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
нагрев присадочной проволоки или электропроводника происходит медленно;
с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
при образовании шва снижен процент введения карбона в массу расплавленного металла.
Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.
Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.
Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как выбрать правильную полярность
Понятно, что при сварке инвертором допускаются прямая и обратная полярность. По умолчанию эти аппараты обычно настроены на прямое подключение.






Но если вы работаете с разными металлами и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
Постоянный и переменный ток сварки.
Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду
Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
А вот сталь, чугун с различными стальными сплавами требуют обратного подключения постоянного сварочного тока: никакого дополнительного тепла им не нужно из-за риска образования тугоплавких соединений.
Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого вида электрода. Читать инструкции самым внимательным образом еще никому не помешало.
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много. Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
Это интересно: Точечная сварка своими руками — преимущества и недостатки
Преимущества и недостатки
ТИГ сварка обеспечивает получение чистого без шлака, герметичного без пор сварного шва. Аргоновая сварка позволяет соединять практически все металлы и их сплавы, номенклатура свариваемых материалов больше, чем у любого другого вида сварки. Позволяет сваривать тонкостенные и толстостенные изделия.
TIG сварка обеспечивает лучший контроль над состоянием сварочной ванны. Неплавящийся электрод упрощает для сварщика поддержание одинаковой дуги на всей длине сварного шва, не нужно учитывать изменение длины электрода в случае использования обычной дуговой сварки.
В процессе работ отсутствуют искры и брызги. На шве нет шлака и нет задымления, как при использовании электродов с обмазкой. Все это позволяет получать высококачественные сварные соединения с достаточно высокой скоростью. Превосходит обычную дуговую сварку практически по всем параметрам.
К недостаткам TIG сварки можно отнести необходимость тщательной зачистки свариваемых поверхностей от масла, ржавчины, краски и прочего мусора. Иначе шов получится пористым с изъянами.
При ветреной погоде сварка под защитой из аргона затруднена, требуются дополнительные ограждающие щиты, происходит перерасход газа.
В труднодоступных местах затруднена работа из-за малого выхода сварочной иглы и колпачка. Приходится увеличивать вылет острия прутка, что приводит к его перегреву. Надо устанавливать маленький колпачок, что требует обрезания вольфрамового электрода.
Процесс электросварки
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла, при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
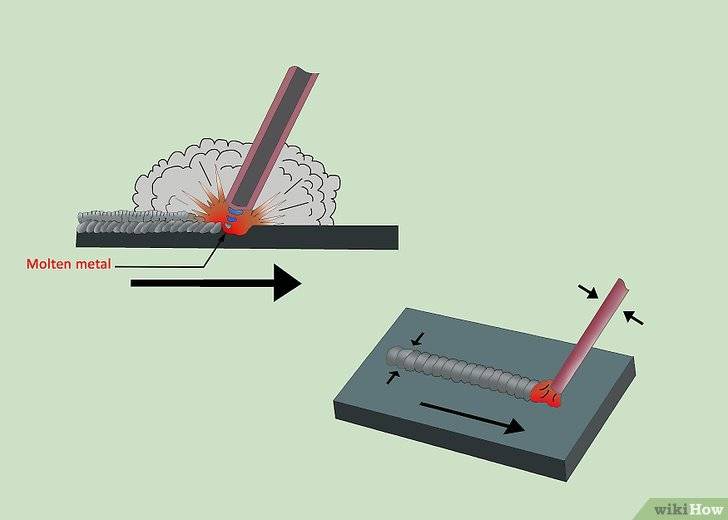
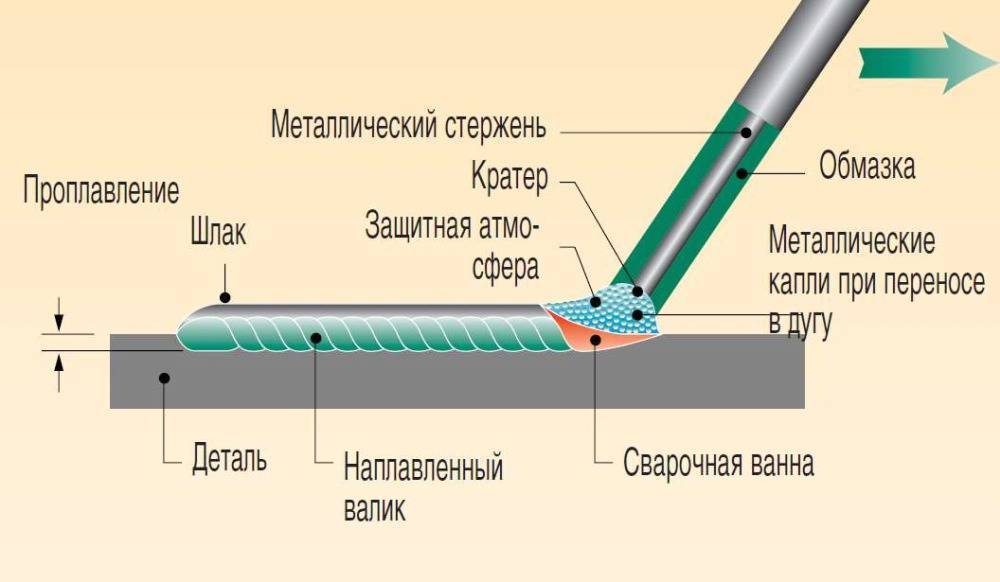
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям:
- Поступательное.
- Поперечное.
- Продольное.
Сварные многослойные швы
Каждый слой перед наложением нового зачищается от шлаков и остывает. Поэтому сварка многослойных швов отличается от других видов. Для первого слоя используют электроды с диаметром 3-4 мм, а для других — 5-6 мм. Заключительный слой является выпуклостью, а также проводит термообработку предыдущих пластов.
Подварочный шов — важная составляющая многослойного соединения. Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
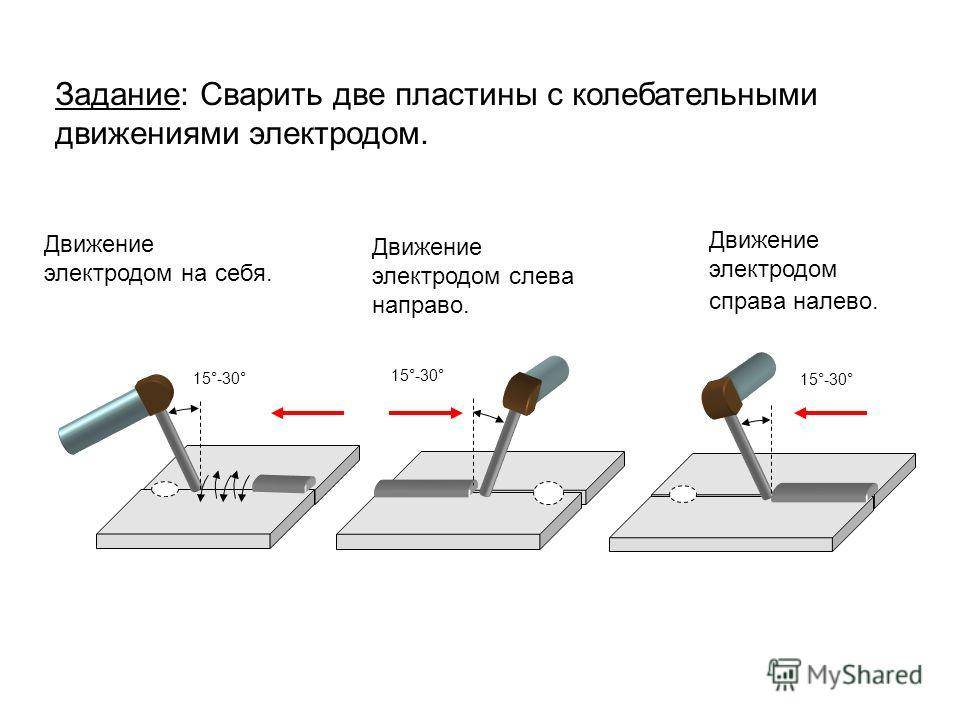
Способы положения рабочего инструмента
Схемы движения электродов при сварке.
Одним из важных параметров при проведении сварочных работ является положение электрода. Данный параметр важен для новичков, так как для профессиональных сварщиков, имеющих большой опыт работы, установка электрода вырабатывается до автоматизма.
Могут создаваться ситуации, когда сварочные работы надо проводить в труднодоступных и неудобных местах, тогда сварщик может выбирать любое положение инструмента, что позволит ему выполнить качественно и удобно указанную работу.
Установка инструмента при сварке может быть такой:
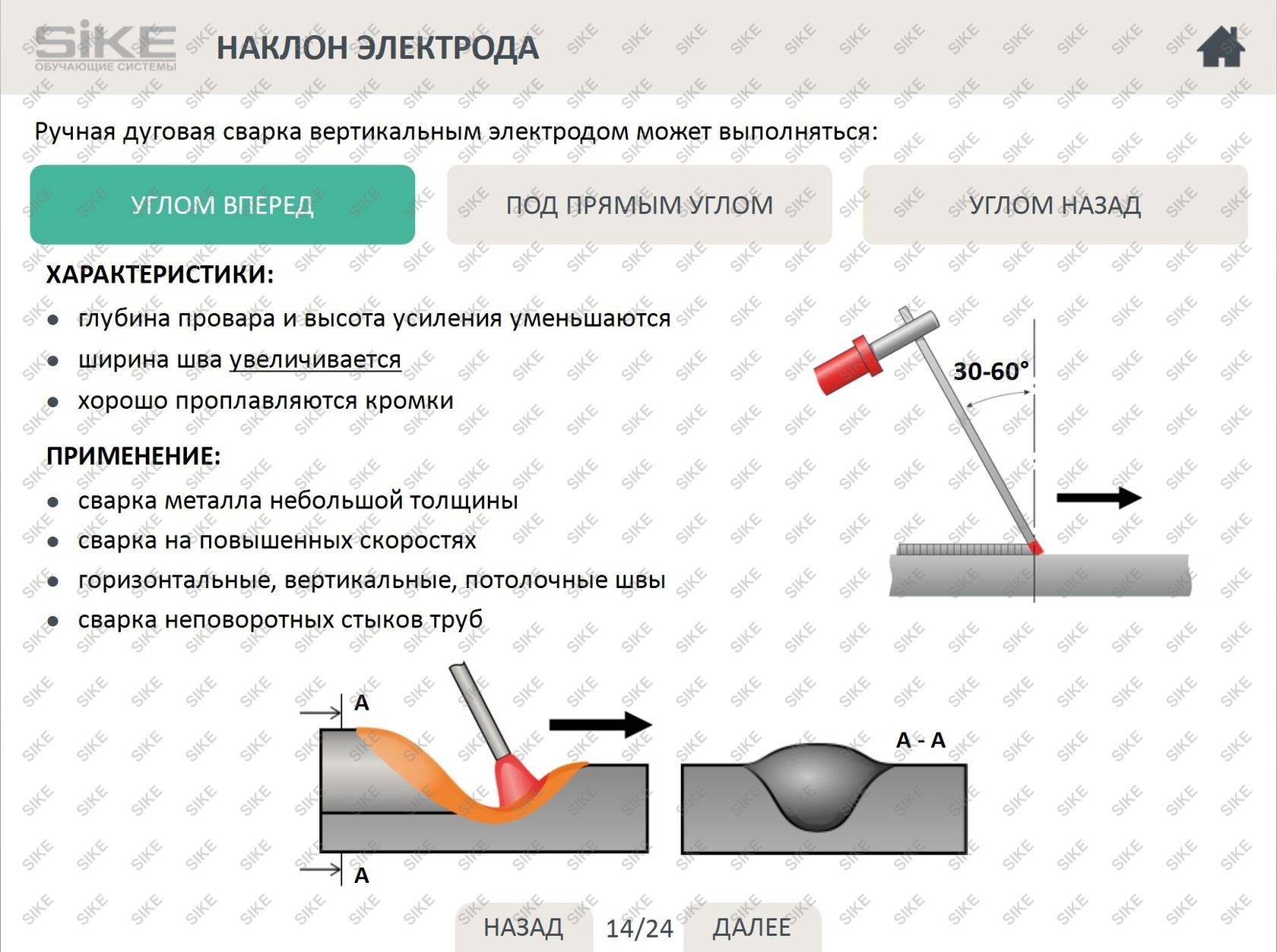
- Техника, при которой инструмент держат «углом вперед». Он наклоняется на угол 30-60° и движется вперед от сварщика. Данный способ подходит для потолочных вертикальных и горизонтальных швов, может он использовать и при необходимости выполнения неповоротных стыков труб.
- Инструмент держат под углом 90°. Данным способом можно делать любые швы, а также швы в операционных окошках и в местах, где нет возможности выполнить наклон. Этот способ сложнее, чем проведение работ, держа инструмент под углом.
- Инструмент также можно держать под углом от 30-60°, но движется он по направлению к сварщику. Этот способ удобен, когда надо делать угловые и стыковые швы, и применяется на коротких участках.






Особенности сварки электродами из вольфрама
Главная особенность вольфрама — это его высокая температура плавления. А в совокупности с инертной аргоновой защитой эти электроды творят просто сварочные чудеса! Достаточно сказать, что диапазон толщин имеет размах от десятых долей миллиметра до десятков миллиметров, сила тока может быть от нескольких ампер до сотен ампер. Нет в природе такого металла, стали или сплава, который не мог бы быть сварен аргонно-дуговой сваркой. В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная аргоновая сварка и художники-сварщики.
Некоторые обязательные технологические требования:
При ручной сварке, следует соблюдать следующие требования • движение ведется справа налево; • при работе с изделиями толщиной до 2-2,5мм горелку необходио держать под углом 60 градусов к поверхности изделия, а когда толщина деталей больше 2-2,5мм, то угол настраивать примерно в 90 градусов. Поперечные колебания не рекомендуются.
Если процесс проходит в автоматическом или полуавтоматическом режиме, то пруток направляется так, чтобы он двигался впереди дуги.
Как приготовить полуавтомат
Этот вопрос интересен для начинающих, особенно для тех, кто выбирает на практике свои технологии. Нужно работать с полуавтоматическими типами устройств: как и почему они отличаются друг от друга. От этого зависит выбор потребительских материалов и технологических процессов.
Разница между устройствами:
- Тип исполнения (переносной, переносной, стационарный).
- Направление (домашнее, полупрофессиональное и профессиональное).
- Напряжение питания (220, 380 В).
- Система дуговой защиты (безопасный тип, неактивные и неактивные газы, под слоем потока, комбинированный тип).
- Система охлаждения горением (естественная, искусственная).
- Тип проволоки (в том числе стальная, алюминиевая, легированная проволока, сварка, соединение этих типов).
- Способ контроля скорости подачи проволоки (пошаговый, плавный, пошаговый).
- Способ подачи проволоки (push, pull и attach – эти два типа).
- Где установлены контрольные устройства (независимые, установлены).
Провод подается через специальный кабель, называемый гибким шлангом. Инструмент проектирования имеет следующие узлы:
- Механизм подачи.
- Шланговая проволока.
- Свет.
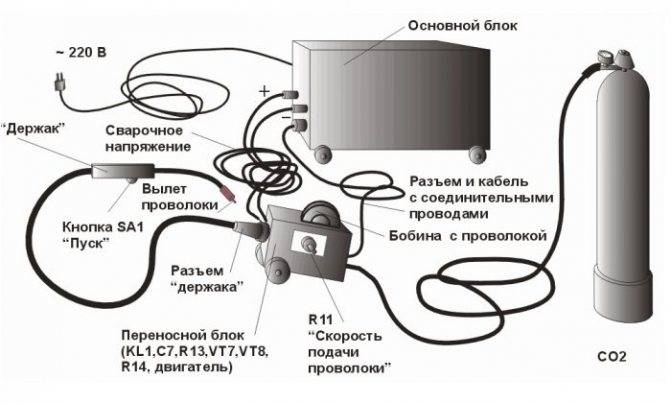
Механизм подачи состоит из электродвигателя и коробки скоростей. Его целью является вращение цилиндра, изменение скорости передачи провода и проталкивание кабеля. Это может быть с одним или двумя двойными роликами.
Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет
Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
- Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.





