Что необходимо для сварки полипропиленовых труб
Главное, что нужно купить или арендовать – это сварочный аппарат (паяльник) для полипропиленовых изделий. Вероятно, у вас есть знакомый, который одолжит вам его временно. Для владельцев же загородных домов, хозяйственных построек и бань, где будет водопровод, он просто необходим. Так как можно не только проложить любой полипропиленовый водопровод, но и, если нужно, отремонтировать его. Помимо этого нужно иметь:
- Тефлоновые насадки для паяльника диаметром 16, 20, 25, 32, 40 миллиметров. Выбор насадок для пайки зависит от особенностей систем водоснабжения или отопления. При помощи них делается одновременное расплавление элементов соединяемых частей, которые после соединяются друг с другом.
- Угольник, линейка, рулетка.
- Средство для обезжиривания соединительных частей.
- Нож.
- Карандаш.
- Ветошь.
- Напильник.
Арматура и фитинги для пайки
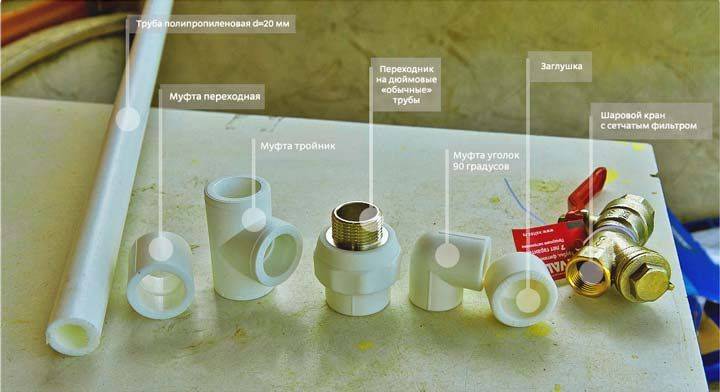
С выбором необходимых фитингов проблем не должно появиться. В продаже есть все, что требуется для укладки любого водопровода: тройники, косые и прямые уголки, переходники, крестовины, муфты, компенсаторы различных конструкций и диаметров.
Помимо этого, в ассортименте есть фитинги с хромированными залитыми металлическими вкладышами. Это позволяет с легкостью подключить любую сантехнику или подключиться к медному или стальному водопроводу, без помощи специалистов.
Пайка, монтаж и соединение труб из полипропилена
С учетом диаметра и способа сварки рекомендуется использовать такие типы соединения:
- Стыковые — для трубопровода диаметром больше 63 миллиметров.
- Раструбные (муфтовые) – для трубопровода диаметром меньше 63 миллиметров.
При устройстве трубопровода в частном доме или бане раструбная сварка — это основной вид пайки, потому как трубы сечением больше 50 миллиметров нет смысла ставить. Для магистральных линий подходит сечение 40 или 50 миллиметров, а для отводного водопровода 16–32 миллиметра.
Варианты соединения полипропиленовых труб
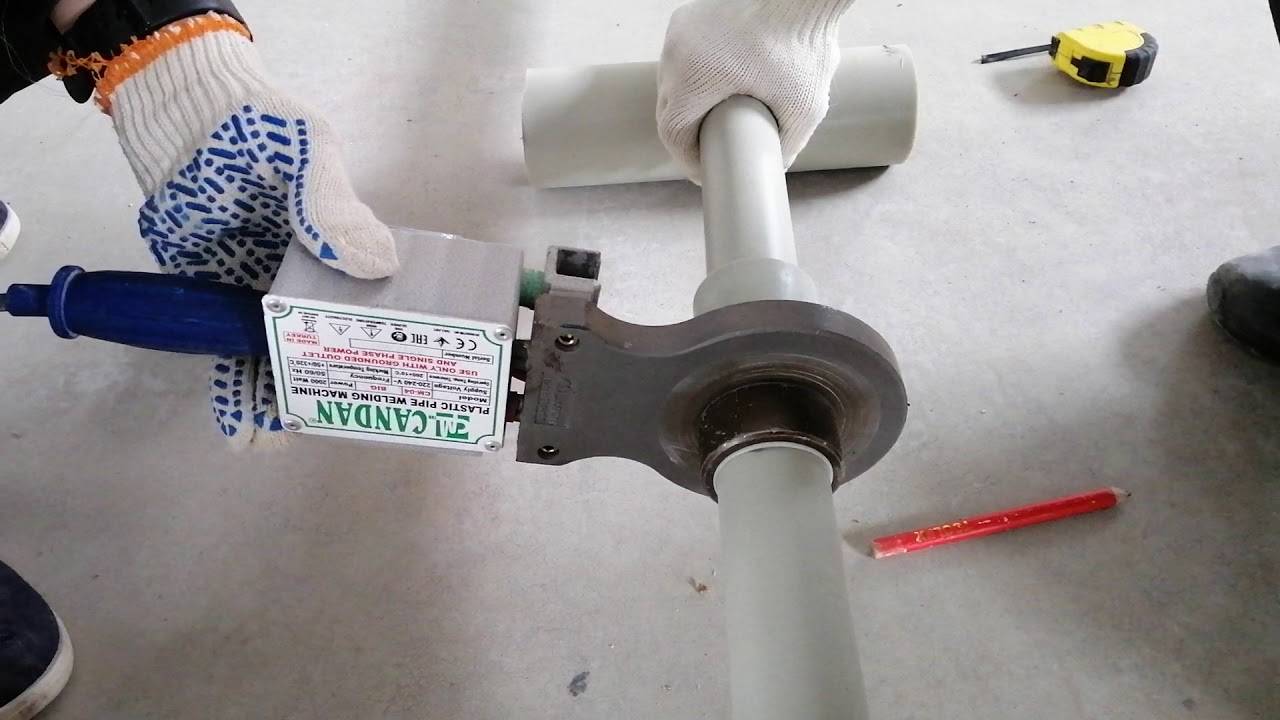
Пайка седел – это вид стыковой пайки, когда к цилиндрической поверхности трубы вваривается под прямым углом специальное седло с раструбом. После выдержки спаянного узла через седло делается отверстие в трубе. После к седлу вваривается вторая труба. Так, получается сообщающаяся Т-образная конструкция.
Стыковая пайка используется, если необходимо спаять встык трубы диаметром больше 50 миллиметров с толщиной стенок больше 4 миллиметров. В частном строительстве данный вид сварки почти не применяется.
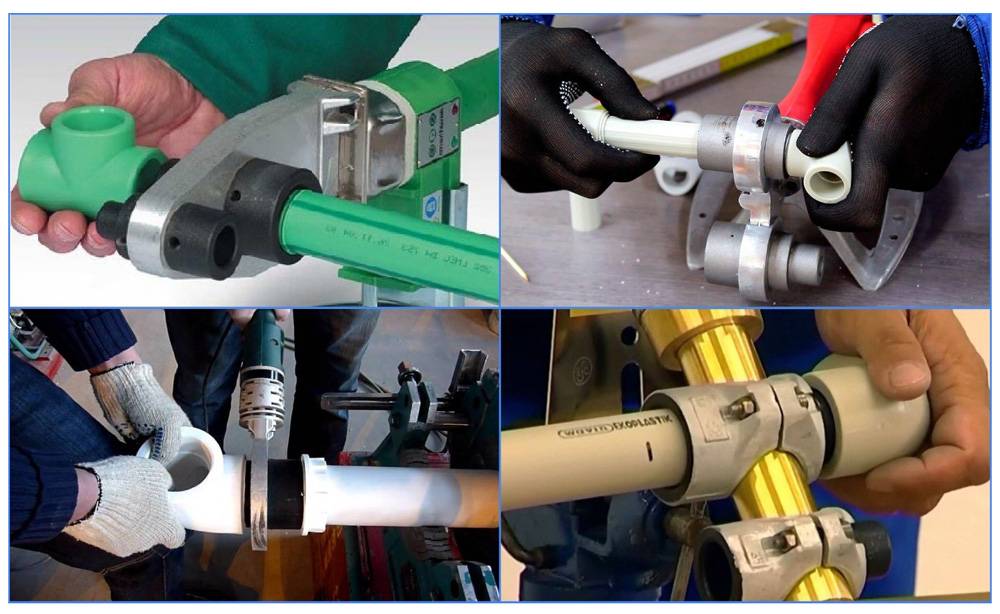
Раструбная сварка труб сечением не больше 40 миллиметров делается с помощью паяльника с необходимыми насадками. Сварка изделий с сечением больше 40 миллиметров требует использование специального аппарата с центрирующими насадками.
Подготовка паяльника, фитингов и труб к работе
Перед пайкой все посадочные участки арматуры обязаны быть очищены от грязи и обезжирены. Нужно проверить, чтобы в деталях не было брака: разностенности, овальности, трещин и так далее.
Внешний диаметр трубы обязан быть больше внутреннего сечения раструба фитинга. Если в холодном положении можно соединить стыковочный узел, то это обозначает, что или фитинг с браком, или труба меньше нужного диаметра.
Обрезать труборезом (ножницами) трубу в требуемый размер таким образом, чтобы плоскость среза находилась перпендикулярно оси.
Если находится слой армирования, то шейвером зачистить трубу, чтобы его полностью удалить. Последующие работы происходят так же, как и для обычной трубы.
Ножом или ножовкой проделать небольшую фаску по внешнему диаметру, чтобы труба при углублении в раструб не сделала задиров. Если образовались заусенцы на внутренней части трубы, то их нужно тоже убрать ножом, чтобы не мешали циркуляции воды.
Паяльник надежно крепится в удобном месте для работы, после на него одеваются необходимые тефлоновые насадки, которые крепятся при помощи винтов. Лишь после этого сварочный аппарат можно включать в сеть. Через 7–15 минут, когда индикатор покажет готовность к сварке, нужно аккуратно почистить ветошью рабочие плоскости насадок.
Для пайки деталей в труднодоступных участках водопровода, к примеру, сверху помещения, нужно продумать то, куда положить паяльник после прогрева стыковочных элементов, потому как две руки будут заняты их креплением.
Как и зачем выдерживать нужный температурный режим при сварке полипропиленовых труб
Выставляем температуру
Несмотря на огромное желание сэкономить, для пайки полипропиленовых труб при строительстве водопровода необходимо использовать специальное оборудование. В практике частного или промышленного монтажа используются сварочные аппараты для пайки полипропиленовых труб, автоматика которых настроена на выдерживание необходимых температур в зависимости от диаметра и назначения изделий. Активная часть оборудования чаще называется утюгом. Форма паяльников повторяет контуры трубок, обеспечивая минимальную погрешность нормативных условий от влияния внешних факторов.
На практике часто используют усредненные значения температуры для расплавления материала в месте стыковки. Оптимальной считается значение 260 градусов для нагрева места спайки. Рабочий диапазон может быть расширен до параметров 255-280 С. В случае, если оператором используется превышение нагрева с целью сокращения времени воздействия, это может повлечь неравномерный разогрев полимера. Следствием нарушения технологического процесса может стать недостаточная толщина сварочного шва.
Важная информация о полипропилене
Конечно, для того чтобы понять, как правильно спаять пластиковую трубу, достаточно подробной инструкции или видео урока
Однако иметь начальные знания о полипропилене и особенностях монтажа труб из него также важно
Итак, что нужно усвоить, прежде чем приступить к сварке пластиковых труб:
- Полипропилен плавится и теряет форму при температуре около 140 градусов по Цельсию. Однако многие изготовители указывают другую информацию для подстраховки – 95 градусов. Эта маркировка говорит о достаточной температурной устойчивости для применения в качестве водопровода горячего водоснабжения или в качестве труб отопления
- Полипропилен имеет значительный коэффициент удлинения при нагреве. Именно поэтому горячие полипропиленовые трубы имеют свойство провисать или идти волной при нагреве. Это может привести к серьезным повреждениям. Чтобы избежать этого, рекомендуется делать П-образные впайки. В этом случае труба не будет провисать и деформироваться – «ножки» буквы П просто сойдутся немного ближе друг к другу
- Армированные полипропиленовые трубы – также выход из ситуации с деформацией. Они в пять раз меньше удлиняются при нагреве. Но для создания оптимальных условий эксплуатации лучше всего также комбинировать прямые участки с П-образными вставками
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не
стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не
рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Полипропилен липнет к насадкам – что делать? Первым делом нужно проверить реальную температуру на паяльнике — вполне возможно, что она не соответствует
температуре на термостате. Чаще всего расплавленный пластик начинает прилипать на поцарапанные насадки, поэтому их не следует чистить металлическими предметами. Насадку
можно почистить плотной бумагой или картоном, но обычно это не дает долгого эффекта. Если насадка начала активно загрязняться, то самым разумным выходом будет
приобретение новой.
Тем не менее, временно выйти из положения при слишком “липкой” насадке можно. Чтобы не испортить сварной шов и оставить насадку максимально чистой, во время снятия трубы
и фитинга с насадки их нужно немного прокрутить.
Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа – то следует использовать обводы или
комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб – это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором
усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту “кочергу” руками.
Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие
не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного
поворота, соединение не будет в одной плоскости.
Второй способ – нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться
более, чем на 5°.
Как спаять полипропиленовые трубы если нет свободного хода? Существуют различные варианты, в зависимости от конкретной ситуации. Это и использование 2 паяльников,
и применение разъемных соединений, и прочее. Однако если монтаж выполняется не на “парадном” участке трубопровода, то самым простым решением будет выполнение обвода. В
самом простом воплощении можно обойтись 2 лишними углами 90 градусов. Весь смысл в том, что если мы не можем раздвинуть трубы по горизонтали, напаяв 2 уголка, мы можем
сварить их между собой по вертикали или в другой плоскости.
Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть
воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся
давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко
выскакивает при подаче давления.
Совет: если во время сварки было слышно шипение воды на насадке – узел лучше вырезать и переделать! Уж лучше потратить лишнее время при монтаже, чем исправлять и устранять
течь в будущем, с кучей вылезших проблем!
На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш.
Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.
<?php echo rating_bar(’26id’,5); ?>
Виды пластиковых труб, тонкости процесса спайки
Понятие «пластиковые трубы» объединяет в себе ряд изделий, которые имеют различие в использовании и химическом составе. Выделяют следующие виды:
- Поливинилхлоридные (ПВХ). Рекомендуются для холодного водоснабжения. Легкие, прочные. Используются для прокладки в открытом виде.
- Полипропиленовые (ПП). Выдерживают высокие температуры, давление, предназначены для транспорта горячих жидкостей и в отопительных системах. Соединения отдельных элементов осуществляют пайкой пропиленовых труб.
- Полиэтиленовые(ПЭ) . Гибкие, эластичные, при нагревании становятся мягкими. Бывают высокого (ПВД) и низкого давления (ПНД). Используются для холодной воды.
- Из сшитого полиэтилена (РЕХ). Легко изгибаются, выдерживают механические нагрузки, высокие и низкие температуры. Предназначены для горячего и холодного водоснабжения.
- Металлопластиковые. Многослойные. Используются для питьевого водопровода и отопления.
Пайка пластика обеспечивается термопластичностью материала. При нагреве он становится мягким, как пластилин, отдельные фрагменты легко соединяются при взаимном прижатии. Остывание приводит к образованию прочного стыка, который не пропускает жидкость.
![[инструкция] пайка полипропиленовых труб | видео](https://sauna-pod-klyuch.ru/wp-content/uploads/2/a/7/2a7c6f199a88e3c3ecffbf19a5293ab9.jpeg)







В процессе пайки имеет место полифузия – взаимное проникновение молекул. Так как шов образуется из материала изделий, его химическая формула равна формуле материала и сохраняет его физические свойства. В стыке нет границы между элементами, чем объясняется его прочность.
Частые ошибки
Пайка пластиковых труб не требует особых навыков, но если не придерживаться установленных норм и правил, испортить соединение всё же можно. Типичными ошибками начинающих мастеров являются:
- использование грязных насадок. Если на насадках останутся капли расплавленного полимера, то при следующей сварке они могут вклиниться между кромками изделий и резко ослабят соединительный шов;
- остатки воды и грязь на наружной поверхности. Они исключат плотный контакт поверхностей деталей по всей площади;
- приложение чрезмерного усилия при совмещении деталей. Часть расплава при избыточном давлении может выдавиться внутрь трубы и снизить её проходимость;
- попытка зачистить наплывы расплавленного пластика до полного охлаждения места соединения, которая неизбежно приводит к деформации трубы;
- недостаточный прогрев или перегрев места стыка.
Преимущества и недостатки труб ПНД
Полиэтилен низкого давления – органический полимер этилена. Обозначается РЕ или ПЭ. Имеет белый цвет (тонкослойные изделия – прозрачны). Понятие «полиэтилен низкого давления» не имеет отношения к плотности материала или условиям эксплуатации, а характеризирует условия производства.

Трубы ПНД красят в черный, серый, синий или черный с синими полосками цвет. Синий цвет или синяя полоска обозначает, что трубы можно использовать для трубопроводов питьевой воды.
Сфера применения ПНД – для водопроводов холодной воды, некоторых агрессивных сред (за исключением разбавленной азотной кислоты), канализационных систем. Диаметры доходят до 1600 мм. Очень широко распространены для трубопроводов холодной воды и канализации.
Преимущества ПНД как материала для трубопроводов:
- долговечность – первые пластиковые трубопроводы из ПНД уже отработали более 50 лет;
- небольшая цена;
- морозостойкость – выдерживают замерзание с водой зимой и оттаивание весной и сохраняют целостность;
- химическая инертность – стоек даже к концентрированным щелочам и кислотам; вода в трубах не приобретает неприятного запаха или привкуса;
- коррозионная стойкость;
- гладкие стенки с малой адгезией препятствуют оседанию на стенках солей;
- безвредность для человека;
- экологичность – безвредное производство, легкая утилизация;
- прочность;
- гибкость – легко гнется (при нагреве можно согнуть даже руками);
- высокая ударная вязкость, пластичность и, как следствие, стойкость к гидравлическим ударам, отсутствие хрупкости, способность восстанавливаться после деформации;
- простое обслуживание – пластик легко мыть, он не нуждается в регулярной окраске и антикоррозионной обработке;
- небольшой вес облегчает перевозку, складывание, монтаж;
- легко монтируются – нет необходимости в сложном оборудовании (например, сварочном аппарате); легко режутся; легко стыкуются разными способами.
Недостатки ПНД:
- самый «неудобный» недостаток – слабая устойчивость к ультрафиолету. ПЭ разрушаются на свету и неприменим к открытой прокладке на свету под открытым небом. Конечно, можно прокладывать в чехлах и коробах – но это лишние затраты и потери времени; впрочем, 2-3 сезона в огороде трубы «проживут»
- невысокая термостойкость – ПЭ трубы можно использовать только для холодной воды и при температуре максимум до 60°С (в отличие от полипропиленовых и труб из сшитого полиэтилена, которые можно применять для систем отопления), как следствие – длинные подвешенные участки трубы из РЕ иногда провисают в жару;
- не очень высокая эстетичность – не в наших вкусах черно-полосатые или черные трубы в ванных и кухнях;
- рабочее давление до 20 МПа ограничивает применение полиэтилена в промышленности;
- армированные трубы имеют меньшую гибкость.
Способы соединения

Организация трубопроводной системы с изгибами и поворотами
В отличие от металлических и металлопластиковых изделий, в полипропиленовых трубопроводах не применяют резьбовые соединения, их части соединяются тепловой обработкой, частично расплавленные в местах стыков элементы при охлаждении формируют монолитный полимер.
В зависимости от диаметра изделий применяют два основных метода:
- Муфтовый или “враструб” используют, если диаметр не превышает 63 мм. Обычно таким образом соединяют трубы с фитингами в местах поворота магистрали или ее разветвления
- Стыковой метод предполагает расплавление срезов, их соединение под давлением и последующее охлаждение. Основной проблемой при самостоятельном соединении изделий таким методом является совмещение осей двух частей для обеспечения их параллельности

Фитинг для соединения трубопровода из металла с полимерной (PP) частью
Для соединения пластиковых участков с металлическими применяют фитинги с установленной в них внутренней частью с металлической резьбой, что позволяет присоединить трубу из полипропилена к металлической при помощи резьбового соединения.
Свариваемые враструб детали нельзя соединить друг с другом в холодном состоянии.
Необходимые инструменты для сварки труб
Очевидно, что для того чтобы спаять трубы, понадобятся дополнительные инструменты. Минимальный набор включает в себя:
- Паяльник
- Карандаш
- Рулетку или длинную линейку
- Ножовку по металлу (при использовании армированных труб) или труборез
- Нож
Это минимально необходимый набор инструментов. Однако в некоторых случаях могут понадобиться дополнительные – наждачная бумага и др. Что же касается самого паяльника, то он нужен специальный – для полипропиленовых труб. Приобрести можно как самый дешевый, так и более дорогой. Отличаются они обычно мощностью, а она в свою очередь влияет на скорость нагрева участка трубы и сроки выполнения работы.
При покупке паяльника обратите внимание на набор инструментов в коробке – нередко в комплект может входить специальный маркер, рулетка, труборез. Тогда можно будет сэкономить на дополнительной закупке этих вещей
Лучше всего сильно не тратиться на закупку дорогих инструментов – в конечном итоге вы сможете сократить только время работы, а на качество соединения сам паяльник никак не повлияет.
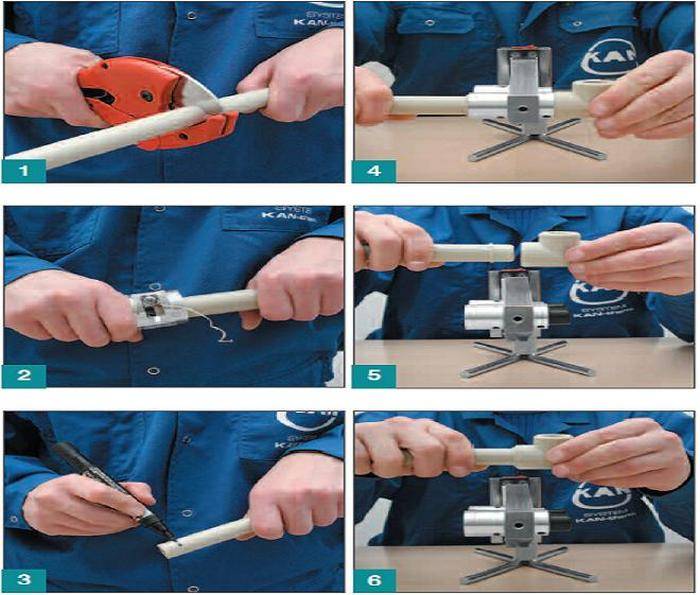
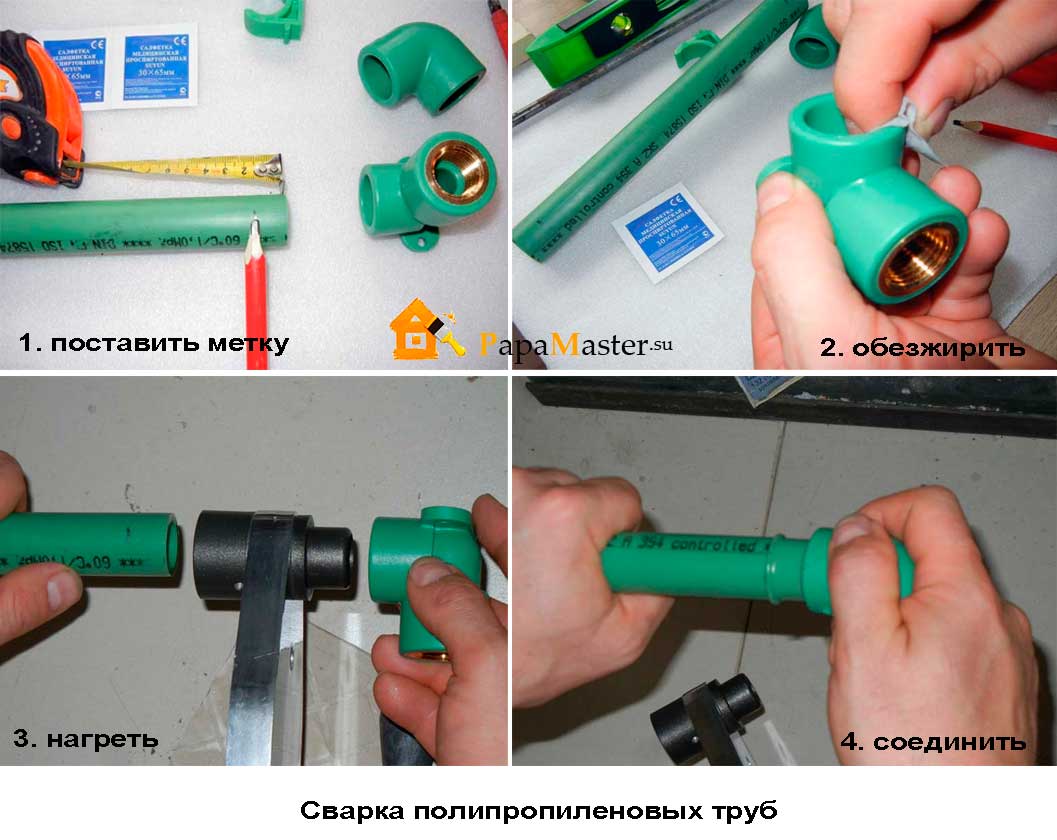
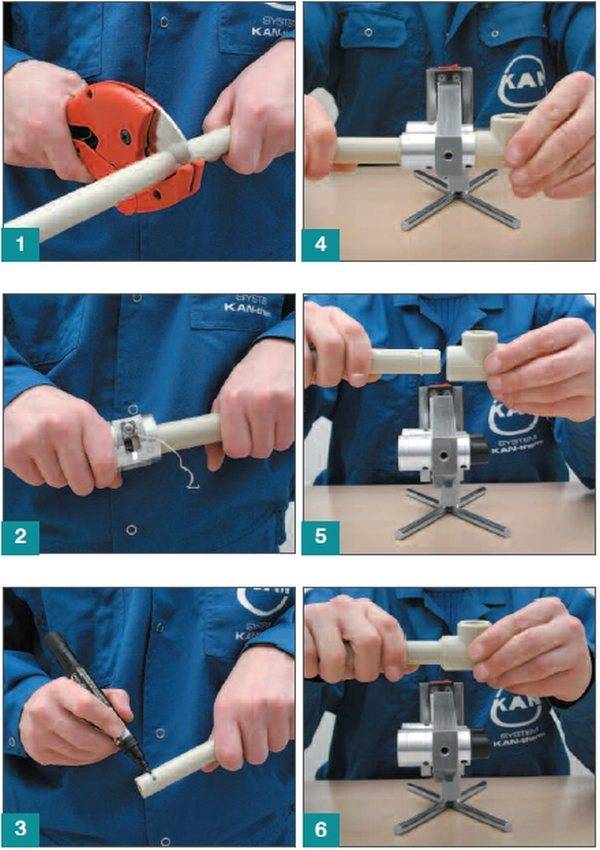
Основные этапы пайки труб

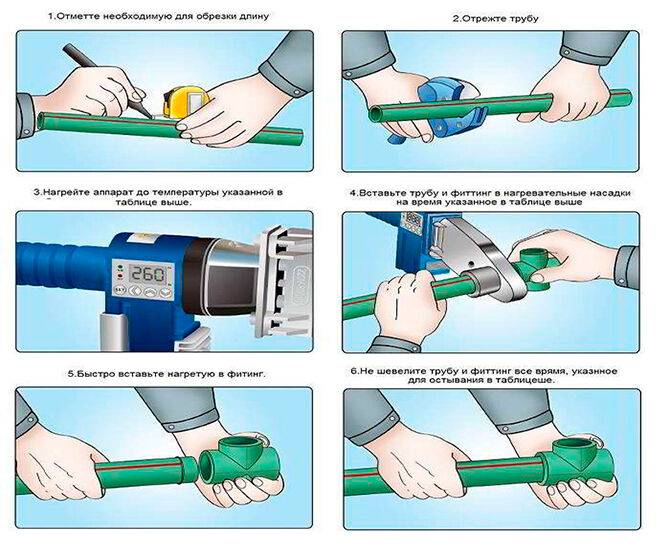
Пайка полипропиленовых труб своими руками – это совсем несложно. Простая инструкция поможет не ошибиться в процессе работы:
- Замеры. Прежде чем отрезать нужный кусок трубы, следует тщательно произвести необходимые измерения. При этом не следует забывать о 1,5-2,5 сантиметрах, которые окажутся впаянными в фитинг
- Установка на паяльник насадки. Обычно они идут в комплекте и отличаются диаметром. Диаметр вашей трубы можно узнать по маркировке. После этого прибор следует нагреть
- Снятие фаски с трубы. Для этого используется шейвер. При внешнем армировании достаточно несколько раз провернуть прибор. При внутреннем – как следует прижать насадку-торцеватель и провернуть с усилием
- Непосредственная пайка. Труба вставляется в насадку паяльника с широкой стороны. Фитинг – с узкой. После того как детали прогрелись, необходимо вставить трубу в фитинг и подождать фиксации около 10-15 секунд
Несколько полезных советов о том, как самостоятельно паять
Подробно процесс сварки полипропиленовых труб можно увидеть на видео уроках, которых в интернете очень много. Однако есть несколько лайфхаков, которые вне всяких сомнений сделают работу с пластиком более простой и удобной:
Обязательно снимите фаску. В противном случае, при вставке трубы в фитинг можно снять слой пластика. Из-за этого соединение станет менее прочным и совершенно неэстетичным
При вставке трубы в фитинг не следует ее проворачивать
Иначе произойдет то же самое, что и в предыдущем пункте
При использовании паяльника нужно вставлять пластиковые элементы до упора – важно, чтобы торец трубы при сварке припаялся к фитингу, иначе под угрозой окажется прочность соединения
Если на паяльнике присутствуют насадки с тефлоном, то их не следует чистить острыми предметами. Лучше включить прибор и протереть тканью

В целом, самостоятельно спаять трубы довольно просто. При необходимости можно найти инструкции о том, как паять пластиковые трубы. Если же вы боитесь не справиться с задачей и испортить дорогие материалы – лучше найти мастера, который сделает работу за вас. Например, на сайте Юду можно нанять специалиста с большим опытом работы в этой сфере.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).





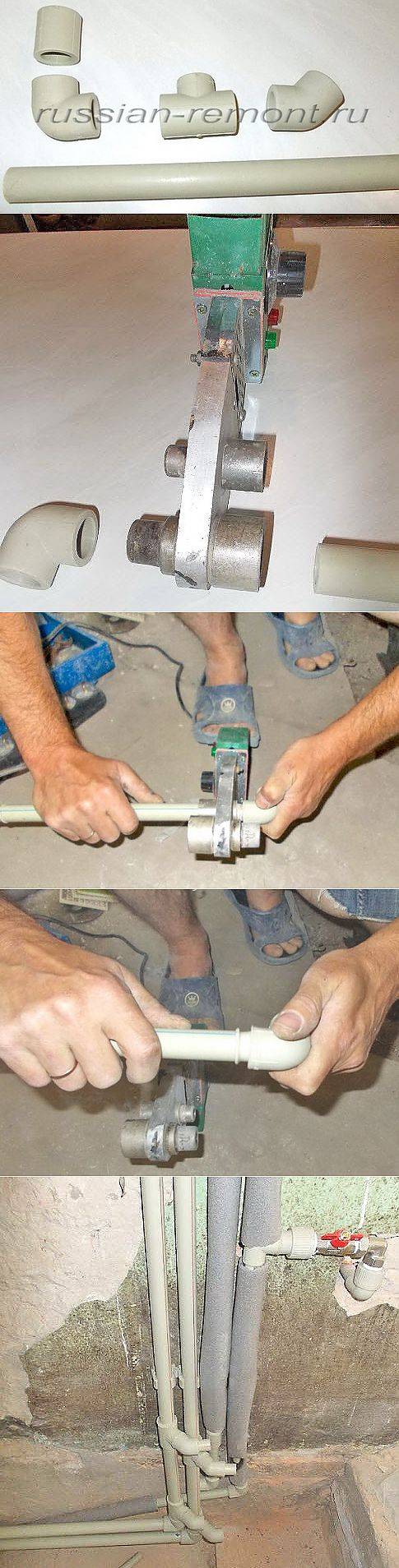
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
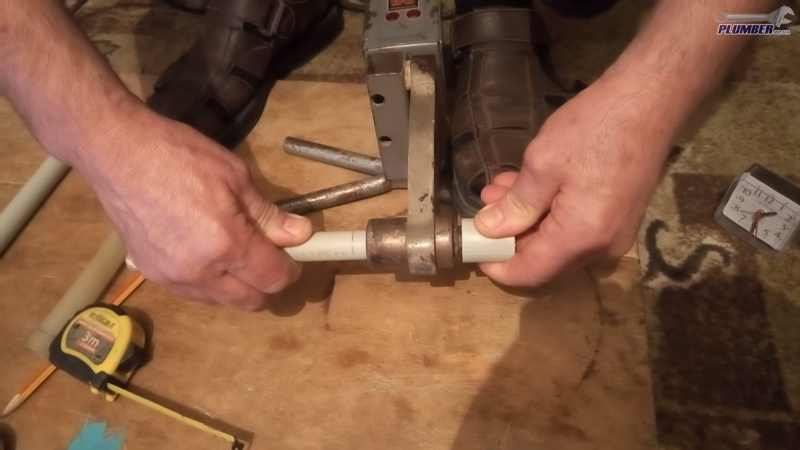
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Разновидности и стоимость паяльников.
Такой агрегат, как паяльник для сантехники может быть достаточно разным, в зависимости от текущих потребностей и финансовых возможностей мастера.
Forte WP6308
Основным параметром такого устройства, на который стоит обратить внимание, является мощность. Данная характеристика определяет скорость нагрева и, во многом, его эффективность. Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать
Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя
Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать
Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя
| Мощность | 800 Вт |
| Максимальная рабочая t °C | 300 °C |
| Тип нагревания | Периодический |
| Насадки: | Ø20 / 25 / 32 мм |
| Работает от напряжения | 220 В |
| Нагрев до рабочего состояния | до 15 мин |
| Цена (примерно) | от 10 до 15 у.е. |
Многих потенциальных потребителей волнует и такой фактор, как стоимость рассматриваемого инструментария. Стоит понимать, что цена прибора может быть достаточно разной, от 500 рублей (по своей сути примитивные и, зачастую, ненадежные “утюги”) и до десятков тысяч рублей.
Важно! Если работы много и нужно сделать 100 – 120 паек. Не дышите горелым пластиком, берегите себя.
Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей
Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка
Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей. Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка.
Такое положение дел безошибочно говорит о том, что приобретение “утюга” способно оправдать себя с финансовой точки зрения уже после выполнения одного заказа, если речь идет о многоразовом использовании.
Хорошо, если у мастера есть возможность попросить на время работ необходимый инструментарий, то такое решение можно справедливо назвать наиболее оптимальным. В других ситуациях остро встает вопрос либо об аренде “паяльника”, либо о приобретении собственного устройства.
СПТ-2200; Мощность – 2200 Вт; раб-я t – 300 °C
Так или иначе, качественный, надежный инструмент для монтажа водопроводов из пластиковых труб, с расшифровкой аббревиатуры которых можно ознакомится на нашем сайте, никогда не окажется лишним в руках опытного специалиста или человека, который планирует стать таковым уже в обозримом будущем, выполняя такие работы для себя или на коммерческой основе.
Смотрите видеоинструкцию – 4мин 31сек:
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.
После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
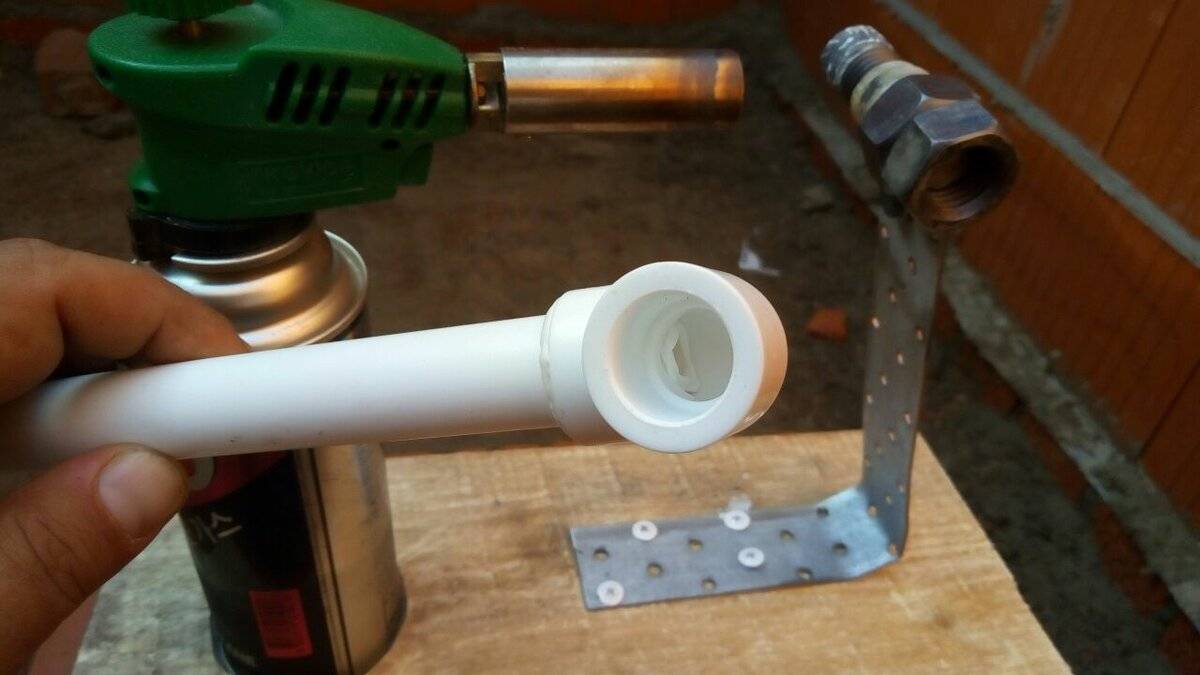
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже
Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя
Сложность сваривания: как правильно работать с инструментом во время пайки ПП-труб
Если пока нет опыта выполнения сварки полимерных коммуникаций, следует провести тренировочную пайку. Для этого нужно выбрать подходящее место. Участок должен быть просторным, поверхность – ровной. Можно работать на столе или полу





В обоих случаях следует проявить осторожность, т. к
есть риск испортить покрытие горячим пальником. Необходимо принять удобную позу. Любые задержки приведут к снижению качества шовного соединения, появлению дефектов, которые могут стать причиной сокращения периода службы трубопровода. Другие последствия промедлений во время сварки ПП-изделий:
- быстрое остывание, т. к. стыковка труб не может быть выполнена своевременно;
- отклонение от осевой линии, что приведет к проблемам в процессе эксплуатации трубопровода;
- нарушение правил стыковки: если коммуникации соединяются муфтовым методом, возможно недостаточное заглубление изделия в фитинг или, наоборот, слишком сильное, что помешает стыковке второй части трубы.

Некачественная пайка полипропиленовых труб
При нагреве коммуникаций, соединительных элементов важна синхронность действий. Это позволит одновременно нагревать и сразу соединять части трубопровода. Задержка тоже возможна, однако от уровня профессионализма мастера зависит, возникнут ли дефекты: наплывы, смешение шовного соединения. В дальнейшем на таких участках могут появиться трещины.
Свойства полипропилена
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.
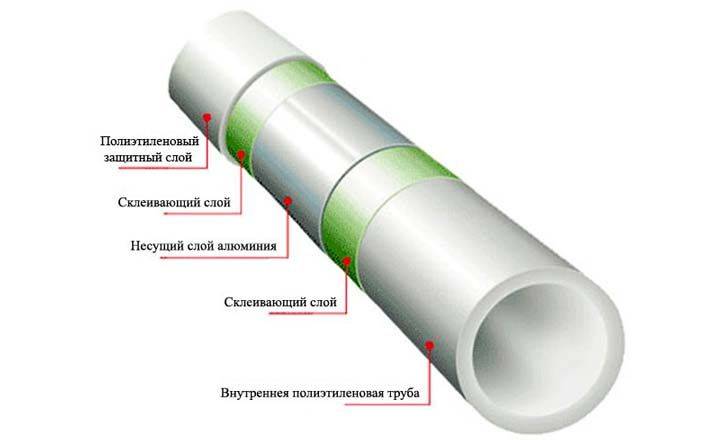
Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Типы труб из полипропилена
Срок службы изделий зависит от температуры среды и давления, создаваемого в них. При правильном выборе типа материала удается существенно продлить его эксплуатационные возможности.
Выделяют 4 разновидности трубных материалов, имеющих разные характеристики в зависимости от температуры их эксплуатации.
Тип изделия и соответствующая ему маркировка | Назначение | Температура среды, С | Рабочее давление, МПа |
PN10 | Для холодного водоснабжения и теплых полов | 20 для холодного водоснабжения, 45 для полов теплой системы | 1 |
| PN16 | Для холодного и горячего водоснабжения | До 60 | 1,6 |
PN20 | Для горячего водоснабжения | До 80 | 2 |
| PN25 | Для центральных отопительных систем, армированных изделий, систем горячего снабжения водой | До 95 | 2,5 |
Материалы марки PN10 относятся к изделиям, предназначенным для холодного водоснабжения. Они не способны выдерживать высокую температуру среды. Второй тип с маркировкой PN16 относится к изделиям смешанного типа и предназначен для холодного и горячего водоснабжения, но с ограничением температуры эксплуатации. PN20 и PN25 являются материалами, предназначенными для горячего водоснабжения. Такие трубопроводы способны выдерживать действие высоких температур, а изделия под маркировкой PN25 дополнительно армированы металлом, что увеличивает их срок службы и способность выдерживать большое давление и температурный режим.





