Как паять полипропиленовые трубы
Полиэтиленовые и полипропиленовые трубы постепенно вытесняют с рынка строительных материалов трубы из металла. Вызвано это полезными свойствами и качествами продукта:
- большим сроком службы (полипропиленовые трубы служат до 50 лет),
- низкой теплопроводностью и электропроводностью,
- высокими звукоизоляционными свойствами,
- устойчивостью к большому перепаду температур.
Не последнюю роль в популярности труб из полипропилена играют их высокая прочность, надежность и простота монтажа этого вида труб.
Первоначально эта продукция вообще не подвергалась пайке. Для соединения трубопроводов из полипропилена использовалась технология склеивания труб специальными клеями. Полипропиленовые трубы небольших диаметров внутри помещений в некоторых странах до сих пор соединяют при помощи специализированных клеев.
Но технология пайки полипропиленовых труб оказалась проще и надежнее. В данной статье рассмотрим, как паять полипропиленовые трубы своими руками.
Необходимые инструменты
- Маркер.
- Рулетка.
- Строительный уровень.
- Ножницы для резки полипропиленовых труб.
- Специальный паяльник для труб из полимерных материалов.
Большинство из этих инструментов известны каждому из тех, кто в той или иной мере связан со строительной индустрией. Вопросы могут возникнуть только по ножницам для резки полипропиленовых труб и паяльнику для сварки труб этого вида. Обычно они входят в единый комплект инструмента.
Ножницы для резки
Этот инструмент еще называется роликовым труборезом. Выпускается он чаще всего в двух модификациях:
- для труб с наружным диаметром 16 мм- 40 мм,
- для труб с наружным диаметром 16 мм- 110 мм.
Паяльник для пайки
Этот инструмент еще называют ручным сварочным аппаратом. Аппарат для соединения пластиковых труб – это нагревательный прибор, с подошвой, которая оборудована нагревательными элементами. Подошва обычно оснащена отверстиями с различными диаметрами, в которых закрепляют специальные насадки для пайки. Аппарат оборудован терморегулятором и индикаторами нагрева. Он имеет удобную рукоятку и специальную подставку для установки прибора на ровной поверхности. Включается и выключается он при помощи специальных дополнительных выключателей.
Паяльник для полипропиленовых труб выпускают:
- для полипропиленовых труб диаметром 16 — 50 мм с мощностью до 650 Вт,
- для труб диаметром 63 — 110 мм с мощностью до 1600 Вт.
В комплект аппарата входят так же соответствующие насадки и подставка.
Насадки парные и бывают различных диаметров. Они покрыты антипригарным покрытием, схожим с тем, что используются в покрытиях современных сковородок. Потому они нуждаются в особом уходе и специальной очистке.
Прежде чем то-то сделать, нужно внимательно изучить технологический процесс, прочитать все необходимые инструкции, научиться пользоваться инструментом.
В случае пайки труб, нужно помнить, что этот процесс – часть общего процесса пайки трубопровода. Потому работу начинают с разметки.
Разметка – самый сложный этап работы. Хорошо, если ее сделает специалист, который знаком с чертежами трубопровода, представляет его в целом.
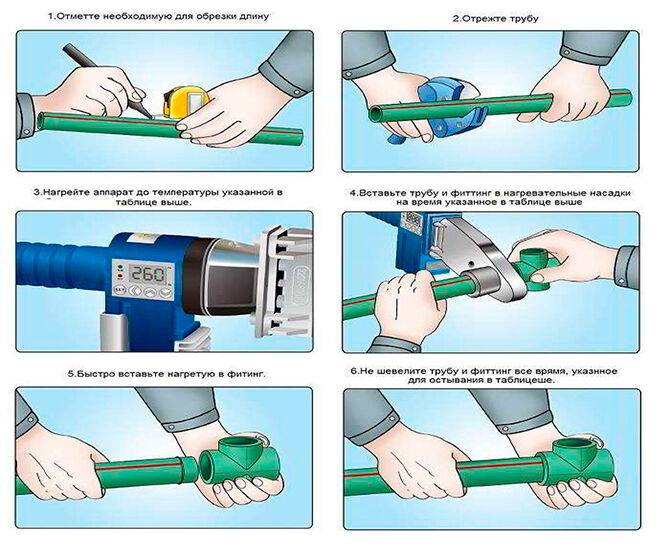
Трубы отрезают следующим образом. Отмеряют расстояние между фитингами, добавляют к этому расстоянию 30 мм. Затем аккуратно, под углом 90 градусов отрезают трубу при помощи специальных ножниц.
Далее надеваем фитинги на трубу, помечая глубину маркером на полипропиленовой трубе. Эта отметка будет поперечной. Продольная метка позволяет состыковать элементы трубопровода по осям.
- Прибор, естественно необходимо включить.
- В отверстие аппарата необходимо вставить насадку необходимого диаметра.
- При помощи терморегулятора нужно установить необходимую температуру пайки.
- Для полипропиленовых труб необходимо установить температуру — 260° С,
- Для полиэтиленовых труб необходимо установить температуру — 220° С,.
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Правила эксплуатации паяльника
- Паяльник устанавливают на ровную поверхность. Специальными ключами закрепляют насадки нужных диаметров. Насадка, которая будет необходима для пайки на стене, устанавливается с края.
- Отдельные детали трубопровода собирают на установленном стационарно паяльнике. При сборке цепей, на стене работы удобно выполнять с помощником.
- Работы начинают только после полного разогрева паяльника. Для нагрева до 260 градусов ему необходимо около 10-15 минут. Более точно эта цифра указана в инструкции к аппарату.
- Паяльник не отключают из сети на протяжении всего процесса монтажа.
- Две соединяемые детали нагревают одновременно.
- Остатки пластика с насадки удаляют сразу по окончании спайки с помощью брезентовой ветоши. Очищать остывшие насадки недопустимо.

Специфика работы в условиях отрицательных температур
Проведение монтажных работ в условиях низких температур предполагают внесение изменений в ключевые временные отрезки нагревания и фиксации заготовок. Но этим особенности монтажа не ограничиваются. Воздействие мороза на полимер отражается на показателях твердости материала – он становится хрупким, что осложняет раскрой, требует большего внимания во время транспортировки.
Вопрос хрупкости решается только аккуратностью проведения работ. Лучше производить нарезку в отапливаемом помещении. Предельные значения допустимых температур находятся в диапазоне 0-+5℃. Более низкие показатели приводят к процессам кристаллизации, которые не обходят стороной полимерные материалы. В таких условиях высок риск того, что трубы начнут крошиться.

Нормативы относительно термического воздействия определены для комнатных условий. Чем ниже показания термометра, тем дольше нужно нагревать полипропилен. На основании практики мастера рекомендуют сначала довести материал до +20℃, затем пользоваться нормированным таймером. При этом нагревать прибор свыше +260℃ нельзя, так как это может негативно отразиться на качестве труб.
Существует мнение, что все нормативы при работе на морозе нужно увеличивать до 50%. Это абсолютно не применимо ко времени фиксации. Соединение элементов здесь необходимо проводить в ускоренном режиме, чтобы при быстром остывании был возможен полноценный процесс полимеризации. Промедление в этом случае приведет к тому, узел будет низкокачественным, прослужит недолго из-за ранней разгерметизации.
Как паять трубы из полипропилена своими руками
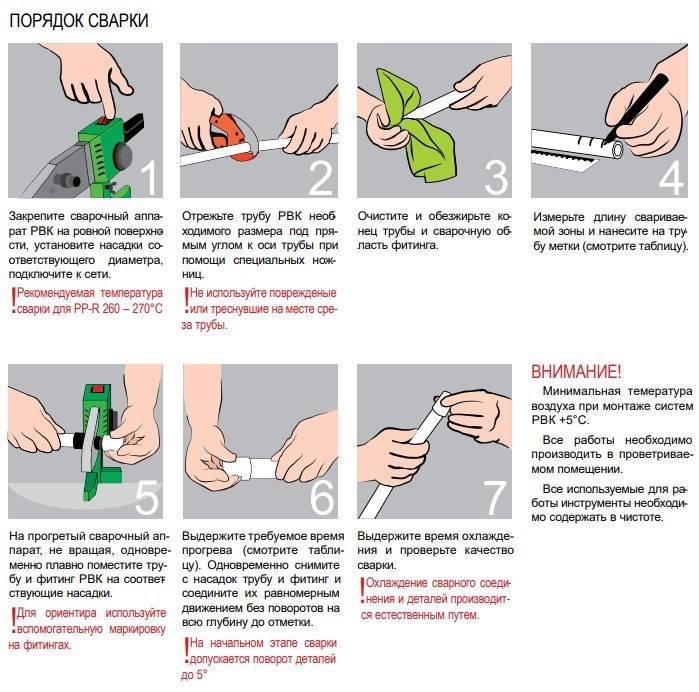
Для соединения труб с помощью пайки нагревают соединяемые участки и вставляют их друг в друга. После охлаждения получаем единую конструкцию. Чтобы знать, как правильно паять полипропиленовые трубы, следует ознакомиться с инструкцией. Порядок действий следующий:
- Отрезаем нужный размер трубы.
- Отмечаем глубину входа ее в муфту.
- Включаем паяльник для полипропиленовых труб и нагреваем насадки.
- Надеваем детали на насадки. Выдерживаем время нагрева (определяем его по таблице 1).
- Снимаем детали с нагревателя, соединяем их, прижимаем, держим 4-6 секунд.
- Проверяем качество соединения.
Время и температура нагрева полипропилена зависят от размеров свариваемых труб, это уточняют по данным таблицы 1.
Таблица 1
| Диаметр трубы, мм | Длина свариваемой поверхности, мм | Период нагревания, сек | Период сваривания, сек | Период охлаждения, мин |
| 16,0 | 13,0 | 5 | 4 | 3 |
| 20,0 | 14,0 | 5 | 4 | 3 |
| 25,0 | 16,0 | 7 | 4 | 3 |
| 32,0 | 20,0 | 8 | 4 | 4 |
| 40,0 | 21,0 | 12 | 6 | 4 |
| 50,0 | 22,5 | 18 | 6 | 5 |
| 63,0 | 24,0 | 24 | 6 | 6 |
Как видим из таблицы, все основные параметры спайки зависят от диаметра. Время нагрева или охлаждения должно соблюдаться, отклонение в любую стороны приведет к некачественному соединению.
Перед началом пайки нужно подготовить паяльник. На него надевают насадки нужного диаметра. Устройство включают в сеть, нагревают до 260 С. Об этом сигнализирует звуковой сигнал или мигание зеленой лампочки. Далее действуем по инструкции, соблюдая требуемую температуру и время нагревания.
При расположении трубопровода в неудобных местах отдельные элементы нагревают по очереди. Первый должен иметь более высокую температуру, за время нагрева второго он немного остынет. После этого обе части быстро соединяют и выдерживают 4-6 секунд. При поворотах для обеспечения прямого угла стыка применяют угловые муфты.
Типы соединения полиэтилена
Самый несложный и малозатратный способ для соединения полимерных материалов — это так называемая контактная сварка полиэтилена. Таким образом формируются надежные соединения, которые сохраняются при последующей эксплуатации.
Чтобы выполнить , соединенные края полимеров нагревают «горячим воздухом» или «горячим клином» до плавления. Сжатие и образование шва осуществляют роликовые элементы, специально предназначенные для зажима. Шов, получаемый в итоге, будет одинарным или двойным, он обладает хорошей прочностью.
Метод под названием «горячий воздух» представляет собой нагретый поток воздуха, при помощи которого полимер размягчатся и плавится. Для этой же цели применяется нагревающая деталь из металла — «горячий клин». Контакт элементов и полимера осуществляется и с наружной стороны, и с внутренней, при этом происходит образование хороших прочных швов.
Помимо контактного способа соединения, может применяться еще сварка экструзионная. При выборе такого способа расплавленный полимер подается под давлением, поверхности, соединенные друг с другом, меняют состояние с плотного на тягучее, а сдавливание помогает скрепить их между собой.
Соединение труб с использованием электрофитингов
Монтаж станет ещё проще, если приобрести соединительные муфты, в конструкцию которых включены нагревательные элементы, спирали. На поверхность выходят контакты, к которым, в момент фиксации, подключается сварочный аппарат. Он подаёт на контакты ток на определённое время. Инструкция:
- Очистить и обезжирить поверхности.
- Вставить трубу в фитинг, зафиксировать.
- Проводами подключить электромуфтовый аппарат к контактам электрофитинга.
- Включить аппарат.
- Через контрольные отверстия на фитингах будет виден плавящийся и увеличивающийся в объёме пластик. Отключится прибор автоматически, причём время сварки умная машина регулирует, в зависимости от окружающей температуры.
- Отсоединить паяльник от контактов.
Плюсы метода в том, что всё делается рекордно быстро и просто (время пайки – 1 секунда, остывания – 1 минута). Проблем с труднодоступными местами не возникнет, поскольку процесс пайки идёт непосредственно в собранном виде на месте, что удобно при монтаже закрытых систем отопления. Кроме того, работать по такому методу можно даже в небольшой мороз (до -15° С, что запрещено при работе с паяльником).
Строительные фирмы наращивают темпы работы на крупных объектах благодаря использованию электрофитингов.
В частном секторе метод не распространён ввиду высокой стоимости оборудования. Электромуфтовые аппараты стоят около 80 – 100 тыс. руб.
Общие технологические приемы сварки ПП-труб
Перед началом сварочных процессов требуется тщательным образом проанализировать сборочную схему. А также и очередность выполнения соединений. Для этого выполняют эскиз с обозначением основополагающих элементов. После сварки полифузное соединение становится неразъемным. Вот здесь могут возникнуть условия, когда выполнение следующего сварного участка станет невозможным. Это особенно часто происходит при сварке полипропиленовых труб в малодоступных зонах. Поэтому непродуманная схема обвязки, может привести к необходимости демонтажа уже собранных узлов.








В процессе монтажа пропиленовых сантехнических деталей и узлов необходимо учитывать их физические качества — способность значительно расширяться при нагревании. Особенно данное предостережение имеет отношение к ПП-трубам с расширением – 0.151 мм/м*К . По этой причине, перед тем как паять полипропиленовые трубы для отопления с длинными лучами, потребуется разместить на линии специальные технологические устройства – компенсаторы, способные принять на себя нагрузку от такого расширения.
Отсутствие термокомпенсации ведет к серьезным синусоидальным деформациям геометрии труб. В результате чего могут произойти разрывы. А также вырваны крепления, а то и плитки либо штукатурки, при скрытой проводке инженерных сетей. Термическая деформация армированных труб в 5 раз меньше ПП-изделий. В результате чего они являются более предпочтительными для установки в системах теплоснабжения.
Правила крепления трубных конструкций
Основательное соединение между собой участков инженерных сетей из полимеров требует большего внимания, чем для металлических труб. По мере увеличения протяженности таких линий они должны жестко закрепляться на опора. Шаг монтажа и вид опор устанавливаются проектным расчетом в зависимости от площади сечения ПП-труб, и от температуры греющей среды. Несоблюдение рекомендаций по вариантам крепления способно привести к выгибанию линии прокладки трубопроводов, особенно, из-за горячего теплоносителя и гидроударов под вибрационным воздействием давления воды.
Рекомендуемый шаг опор
Стояки водопроводных труб до 32 мм допускается закреплять с промежутком между хомутами до 10 м. В варианте, когда диаметр применяемых труб больше, то разрешенный шаг – 15 м.
Устанавливая варианты крепежа, требуется наблюдать за тем, чтобы они не мешали линейному расширению полимерных труб. Для этого рекомендуется выполнить установку скользящих опор. По контуру устанавливают специальные компенсаторы.
Перед тем как паять полипропиленовые трубы для отопления, необходимо учитывать, что запорные вентиля в ПП-системах теплоснабжения с Ду более 32 мм также должны иметь жесткое крепление. При меньших сечениях труб также предпочтительны такие фиксации, чтобы исключить возможность передачи нагрузок на трубопроводы от установленной арматуры.
Инструкция для пайки
Оборудование и материалы
При подборе труб из полипропилена особое значение имеет, для каких именно целей вы собираетесь использовать конструкцию. К примеру, если вы хотите сделать трубопровод, то вам понадобятся трубы, диаметр которых будет не менее 16 и не более 63 мм. Очень многое зависит от уже имеющихся в доме коммуникаций. Также не получится обойтись без таких инструментов:
- карандаша,
- рулетки,
- брезентовой ветоши,
- фитингов.
Но это лишь вторичные инструменты. Для того чтобы осуществить пайку точно по инструкции вам понадобится паяльник с несколькими насадками
Особое внимание нужно уделить мощности устройства. Она должна быть не мене чем 1200 Вт
В противном случае вам не удастся осуществить операцию на качественном уровне.
Устройство для пайки, мощность которого превышает отметку в 1800, можно использовать в промышленной пайке. Если же вы новичок, то вам подобная скорость может только помешать. Когда паяльник слишком мощный, можно легко повредить конструкции из полипропиленовых труб. Здесь одной инструкции будет недостаточно. Необходим существенный опыт.
Насадки, которые вы будет использовать в процессе пайки полипропиленовых труб, состоят из нескольких частей. Основным элементом является гильза. Именно она позволяет оплавлять полипропиленовые трубы согласно инструкции.
Внимание! Качественные насадки должны иметь тефлоновое покрытие
Если брать стандартный паяльник, то к нему в комплекте идёт как минимум шесть насадок. Они отличаются друг от друга по диаметру. Некоторые устройства позволяют сразу установить три насадки. Естественно, это в значительной мере влияет на производительность.
Отсутствие необходимости в смене насадок во время пайки позволяет значительно сэкономить время и при этом сделать всё точно по инструкции. Дело в том, что нельзя сменить одну насадку на другую до того, как паяльник остынет.
Лучшими для пайки полипропиленовых труб своими руками считаются паяльники, оснащённые электронным регулятором температуры. Эти устройства позволяют с точностью до нескольких градусов подбирать оптимальный температурный режим. Благодаря ему риск навредить конструкции снижается практически до нуля.
Внимание! Вторым по важности инструментом для пайки полипропиленовых конструкций, согласно инструкции, являются ножницы для пластика
При какой температуре нужно осуществлять пайку
Чтобы всё прошло согласно инструкции полипропиленовые конструкции нужно паять при температуре насадки не более чем 260 градусов. Стоит вам превысить данную отметку хотя бы на 10 единиц, и пластиковая основа потеряет свою устойчивость. Как результат элемент просто не войдёт в фитинг. При этом он будет липнуть ко всему, чего будет касаться.
Тем не менее недостаточного нагрева также нужно избегать. Стоит помнить, что если полипропиленовая конструкция не достигнет нужной вязкости и пластичности — диффузия станет невозможной. В таком случае надёжность соединения будет под огромным вопросом. Естественно, что о сроке службы в 50 лет при такой пайке не может быть и речи.
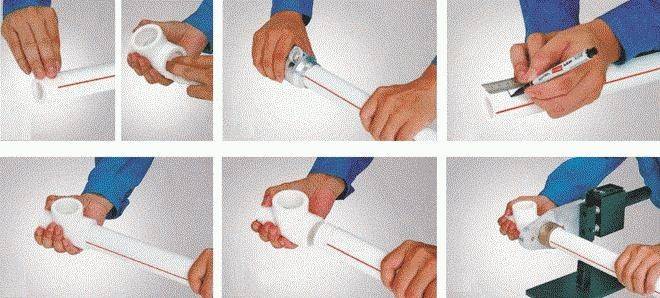
Инструкция пайки
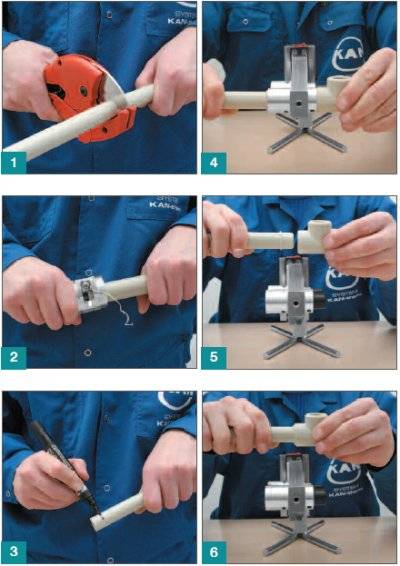
Чтобы осуществить качественную пайку полипропиленовых коммуникаций следуйте данной инструкции:
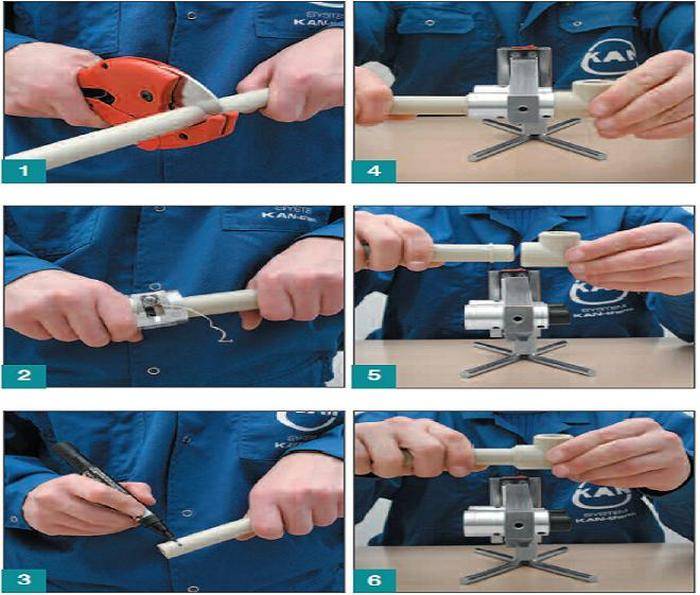
- Обрежьте полипропиленовые элементы при помощи специальных ножниц. Разрез должен быть перпендикулярным к оси.
- Подберите фитинг подходящего диаметра. Размер элемента в холодном состоянии немного меньше, чем размер трубы.
- Очистите раструб фитинга. В качестве обезжиривающего вещества можно использовать обычную мыльную воду. Некоторые строительные эксперты рекомендуют использовать спиртовой раствор.
- Высушите фитинг после чистки.
- Установите на паяльник подходящую насадку.
- Вставьте трубу в гильзу с расчётом, что паять придётся всю скрывшуюся в отверстии поверхность.
- Наденьте раструб фитинга на дорн.
- Выдержите подходящее для трубы, выбранного вами диметра время нагрева.
- Снимите элемент с паяльника и осуществите соединение. При этом старайтесь не делать поворотов.
При условии, что пайка полипропиленовых элементов была осуществлена точно по этой инструкции — образуется сплошной наплыв на раструбе. Он будет напоминать собой своеобразный валик по всей окружности.
После того как пайка завершена — вам остаётся выдержать период, пока полипропиленовая конструкция не остынет. При этом необходимо обеспечить детали максимальный покой или же возможны серьёзные деформации.
Внимание! Нельзя осуществлять пайку полипропиленовых труб при температуре менее нуля градусов
Это важное условие инструкции
Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок
По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
- Если во время проведения сварочных работ труба слишком легко поддаётся плавке, то этому есть следующее возможное объяснение. Труба изготовлена из вторичных материалов, предел текучести расплава (ПТР) которой бывает от 1 и больше. В то же время как полипропилен РР в среднем имеет ПТР равный 3.
- В том случае, если полипропилен при резке начинает колоться, существует несколько объяснений. Во первых, материал мог быть чрезмерно обожжён на производстве. Во вторых, изделие не было отканденсировано в течение 2 суток в том помещении, где будет устанавливаться. И в третьих, труба была изготовлена из вторичного сырья, либо с превышением содержания мела или талька.
Как правильно паять полипропиленовые трубы
Итак, разобравшись в доступных методах, большинство мастеров останавливаются на пайке ручным прибором. Рассмотрим более подробно тонкости монтажа. Что понадобится приобрести.






Инструменты и материалы

- Паяльник. Его мощность подбирается по диаметру трубопровода (диаметр умножается на 10). Так, для 32 мм, понадобится прибор 320 Вт.
- Для труб до 40 мм подойдёт ручной паяльник. Свыше 40 мм, лучше использовать приборы с центрирующими приспособлениями.
- Комплект насадок. Это нагревательные элементы с тефлоновым покрытием различных диаметров от 16 до 40 мм (ручной прибор).
- Ключи для закрепления насадок.
- Трубный роликовый резак.
- Нож для удаления зазубрин.
- Маркер.
- Рулетка.
- Спирт или ацетон для предварительного обезжиривания.
- Кусочек брезента или деревянный скребок для очищения насадок.
Таблица параметров и времени сварки
Это справочная таблица времени, на которое нужно фиксировать элементы для нагрева и остывания после пайки. Нужно знать, что на время схватывания может повлиять температура вокруг (в таблице приведены данные для температуры +20 °С).
При какой температуре паять полипропиленовые трубы? Работать с ПП на холоде нельзя. Даже если монтаж производится зимой в неотапливаемом помещении, необходимо позаботиться о том, чтобы создать зону тепла на месте работы (тепловая пушка или инфракрасный обогреватель справятся с задачей).
Таблица технических параметров пайки ПП для 260 °С
| Диаметр трубы наружный (мм). | Глубина посадки (мм.) | Время нагревания (сек.) | Время фиксирования (сек.) | Время полного остывания (мин.) |
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 – 3 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 18 | 8 | 4 — 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 6 — 8 | 5 — 6 |
Постепенно вырабатывается навык, или чутьё на то, сколько выдерживать нагрев. Чтобы потренироваться, советуется вместе с комплектом «чистового» трубопровода приобрести обрезки полипропилена, которые обычно уценяют.
Пошаговая инструкция
Итак, рассмотрим, как осуществляется пайка труб из полипропилена:
- Составляется схема, детали обрезаются, подбирается труба и фитинг, чтобы они плотно входили друг в друга без люфта.
- Помечается глубина входа (маркером) так, чтобы оставался зазор в 1 мм (не более!)
- Подбирается пара насадок, проверяется свободное вхождение в них трубных элементов. Тефлон обезжиривается, насадки закрепляются в паяльнике.
- Обезжириваются поверхности трубы и фитинга.
- Паяльник устанавливается на ровной поверхности, включается в сеть.
- По таблице определяется, сколько секунд будет идти нагрев и фиксация.
- На термостате выставляется необходимая температура (260°С).
- После того, как термостат приостановит нагрев паяльника, можно вставлять ПП элементы в насадки: сначала фитинг (он толще, греется чуть дольше), затем трубу.
- Извлекаются сначала труба, затем фитинг и детали вставляются одна в одну до маркерных пометок. Делать это нужно плавно, крутить элементы нельзя! Также не нужно слишком сильно давить, иначе могут появиться валики пластика, которые будут препятствовать нормальной циркуляции.
- Выдерживаются положенные секунды (из таблицы «Время фиксирования»). Затем детали оставляются в покое на минуты, указанные в таблице, как «Время полного остывания».
- Пока тефлоновые поверхности насадок не остыли, их тщательно протирают брезентом или деревянным скребком, очищая от остатков полипропилена. Делать это нужно после каждой пайки!
Пользоваться трубопроводом можно будет через час после проведения пайки последнего элемента.
В случае неудачи, бракованный участок вырезается, и пайка производится повторно на чистой поверхности.

Диффузионный метод пайки
Качество швов зависит от того, насколько Вам удобно работать. Поэтому как можно больше деталей нужно сваривать на подставке. Когда же дело дойдёт до элементов, которые придётся паять на месте размещения трубопровода, пригодится помощь напарника. А насадки для этих работ удобнее размещать на крайней позиции аппарата.
Технологическое описание процесса пайки
В быту применяются пластиковые трубы диаметром от 16 до 40 мм. Ряд от 50 до 110 мм используется на промышленных объектах.
Изделия выпускаются в нескольких вариантах, различить которые можно по маркировке:
- PN-10 – для систем с давлением не более 10 бар и температурой носителя не выше +45 °С;
- PN-16 – рассчитаны на давление в системах ХВС не более 16 бар и температуру нагрева не выше +65 °С;
- PN-20 – выдерживают 20 бар и +80 °С (что является пределом для полиэтиленовых труб) в системах ГВС и ХВС;
- PN-25 – используются при отоплении и выдерживают 25 бар при +95 °С.

Подготовка инструмента и материала
Перед началом установки приготовьте материалы (трубы, фитинги, муфты, тройники, запорную арматуру) и аппарат для сварки. Для разовых работ выгоднее арендовать паяльную станцию. Также понадобятся рулетка, уровень, маркер любого цвета.
Разметка, нарезка, зачистка
На данном этапе производятся замеры по маршруту укладки, уточняется набор фитингов и осуществляется разметка. Далее специальным резаком, не оставляющим заусенцев, перпендикулярно продольной оси формируются трубы нужной длины. На концах деталей снимается фаска.
Свариваемые части моются, протираются, обезжириваются этиловым или изопропиловым спиртом. Перед пайкой они должны быть чистыми и сухими. Стоит примерить все детали и перед разборкой пронумеровать их, чтобы избежать ошибок при монтаже и ускорить процесс сборки.
Пайка
Этот этап работ лучше вести с помощником, особенно при соединении длинных отрезков.
Подготовленные детали плотно надеваются на сварочные гильзы, которые к этому моменту должны иметь температуру, указанную в инструкции к паяльнику. Для наиболее распространенных типов труб этот показатель составляет +260 °C.
Нагретые части снимаются с гильз и соосно вставляются друг в друга вкручивающим движением с нажимом. В таком положении они удерживаются в течение времени, указанного в столбцах «Пайка» и «Охлаждение» таблицы (см. ниже).
Виды фитингов
Разнообразие соединительных деталей позволяет быстро и надежно вести разводку в любых помещениях и на улице.

Выпускаются следующие типы фитингов:
- угловые, с резьбой или без нее, разворачивающие систему на углы 45°, 90° и 135°;
- переходники на 2, 3, 4 направления (гладкие или с внутренней/наружной резьбой);
- обводы – служат для обхода уже проложенных труб;
- компенсаторы в виде петли – предназначены для сглаживания давления в системе, уменьшают ударные нагрузки на стенки труб и места соединений;
- запорная арматура в виде кранов и вентилей – используется для регулировки потока в трубопроводе;
- заглушки – используются при ремонте и для постоянного закрытия ответвлений трубопровода;
- крепежные элементы – позволяют зафиксировать трубы у основания.
Процесс сварки ППР труб
Залог успеха состоит в выполнении максимального количества узлов в одной позиции на верстаке. Лучше проводить работы по пайке ппр труб с помощником, ведь при самостоятельном монтаже просто допустить ошибку.
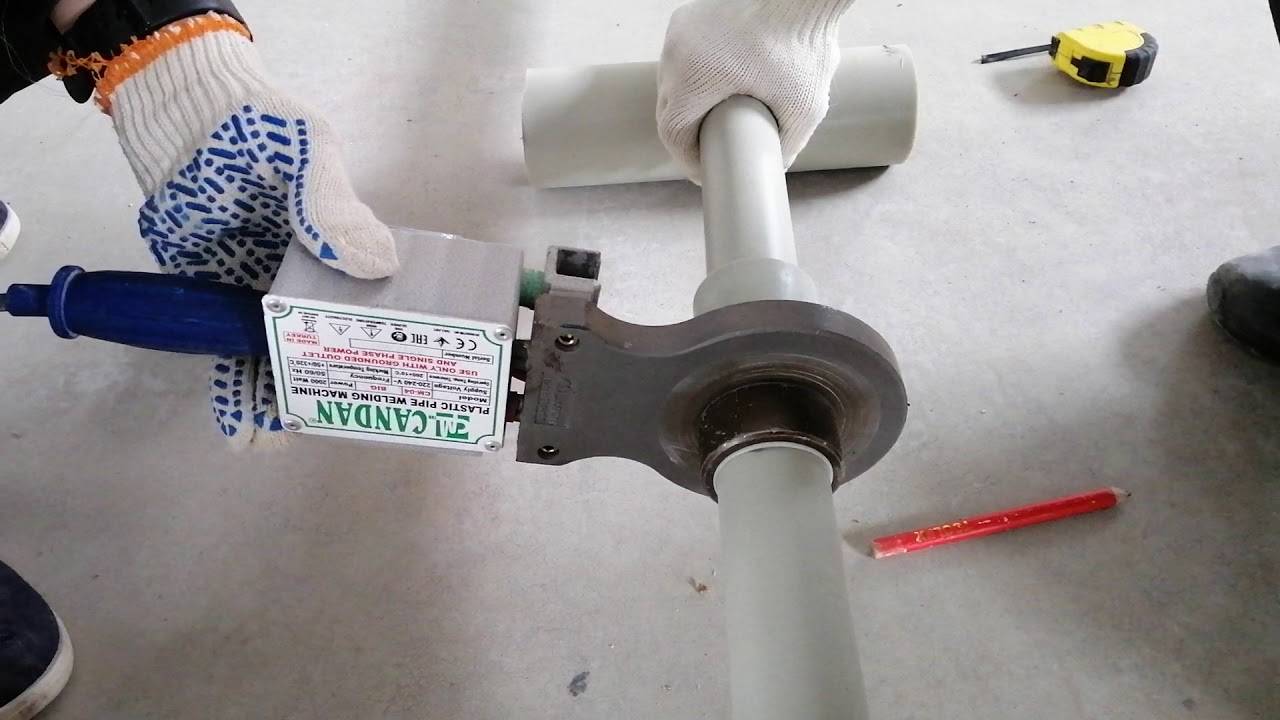
Подготовка паяльного аппарата

На нагреватель надевают и затягивают специальными винтами рабочие пары — дорны и муфты. Диаметры подбираются под рабочие нужды. Если подразумевается работа с одним типом трубы, то достаточно одеть одну пару, максимально близко расположенную к концу нагревателя.
Важно! Работать удобнее при условии надежной фиксации аппарата на рабочей поверхности верстака. Хорошо, если конструкция предусматривает винт для крепления на краю столешницы. Если такой возможности нет, то можно привинтить аппарат к поверхности саморезами
Для такой фиксации должна быть специальная поверхность
Если такой возможности нет, то можно привинтить аппарат к поверхности саморезами. Для такой фиксации должна быть специальная поверхность.
Для работы с полипропиленом требуется включить на паяльнике температуру в 260 градусов. Температура одинаковая для всех труб. Изменяется только время прогрева.
Следует смотреть за тем, чтобы была достигнута рабочая температура. Для этого нужно просматривать средства индикации, доступные на конкретном аппарате.
Разметка соединения
Следующим шагом является разметка соединения. Требуется отмерить длину пояса провара и сделать пометку карандашом или маркером. Это будет место, по которое труба будет введена в нагревательную муфту. Для каждого диаметра устанавливается свой показатель, и ему нужно следовать. При необходимости наносится дополнительная метка, если имеет значение взаимное расположение деталей для сопряжения.
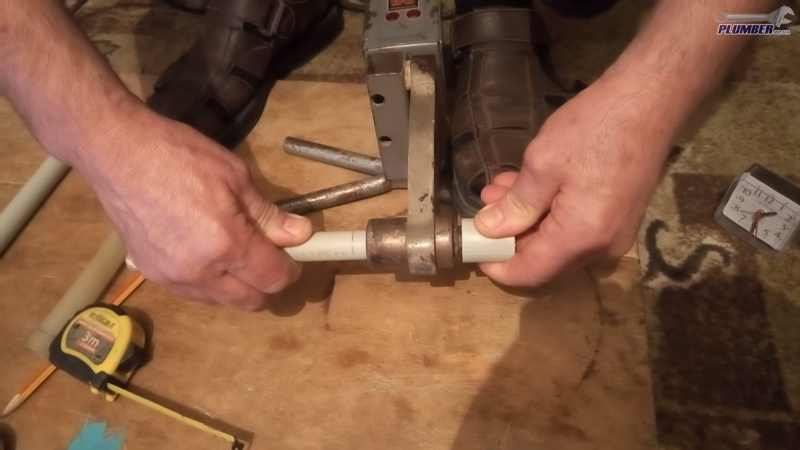
Соединение труб

Далее помеченные элементы труб одновременно вводят в муфту паяльника, а элемент соединения устанавливается в дорн. Труба должна быть введена до отметки, элемент соединения — до упора.
После установки элементов начинает вестись отсчет времени прогрева, зависящего от диаметра трубы, и ему обязательно надо следовать.
В конце времени прогрева детали также одновременно снимают. У мастера есть секунды для их соединения и придания правильного положения. Детали с усилием заводятся друг в друга. Легкая корректировка допускается в первые 1-2 секунды. Детали удерживаются без изменения положения все время, отведенное на фиксацию.







Готовый узел не должен использоваться и испытывать нагрузки все время, предусмотренное для полимеризации полипропилена.
Перед первой пайкой полипропиленовых труб рекомендуется купить соединительные элементы и трубы для тренировки. При успешной пайке образовывается буртик в 1 мм, не портящий внешнего вида изделия.
Читайте так же:
Охрана здоровья и условия труда
При производстве работ, связанных с нагревом стыков теплотрассы выполняем правила техники безопасности, чтобы исключить получение травм и ожогов:
- Паяем в специальных защитных перчатках.
- Следим за чистотой пола в помещении. Грязь отрицательно повлияет на качество сварки и внешний вид всей конструкции.
- Паяльник устанавливается на ровную горизонтальную поверхность.
- Приступать к работе необходимо после полного разогрева приспособления, после отключения индикатора готовности к работе.
- Пальник не выключаем из электрической сети на протяжении всего монтажа.
Паять пластиковые трубы своими руками несложно. Процесс пайки не требует наличие профессиональных навыков или опыта. Смонтировать сети жизнеобеспечения в собственном доме может каждый. Обязательный состав требуемого инструмента включает в себя только паяльное устройство. Остальные вспомогательные инструменты можно заменить подручными средствами, труборез – острым ножом. Трубопровод из полиэтиленовых конструкций и ПВХ – надежная, долговечная и экологически чистая система для подачи воды и отопления.
Последовательная технология пайки
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.
Выполнять пайку труб лучше в защитных перчатках
Подготовительный этап:
- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.
При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия
Важно при работе не тянуть, но и не спешить





