Подготавливаем рабочее место
Одно из надёжных соединений – резьбовое. С его помощью труба не пропускает воду даже при сильном давлении. Чтобы резьба была качественной, рекомендуется использовать специальный клупп. Выполнить работу своими руками довольно просто, можно посмотреть видео или фото на нашей странице. Специальный инструмент для нарезки может быть ручным или электрическим. Актуальность исполнения зависит от того, насколько часто производятся работы.
Читать также: Перекидной рубильник принцип работы

Перед началом работ труба отсоединяется (если это возможно). По окончании нарезки следует произвести шлифовку
Для этого важно вооружиться очками и перчатками, чтобы избежать порезов и ссадин
Причины обрезки газовой трубы
Наиболее распространенный мотив – проведение ремонта, во время которого принимается решение изменить положение плиты или установить новое оборудование. Все это может сподвигнуть хозяев на укорочение газовой трубы.
Кроме того, инициатором может выступить представитель газовой компании, на законных основаниях требующий выноса прибора учета в зону видимости.

В старых домах можно наблюдать такую картину: отвод от газовой трубы мешает удобному расположению штор или модулей кухонного гарнитура. Это тоже часто становится причиной обрезки
Он же может потребовать укорачивания из-за несоответствия устаревших коммуникаций современным правилам. Нормативы регулярно обновляются, а собственники жилых помещений крайне редко самостоятельно отслеживают внесенные изменения.
Технология и приемы нарезания резьбы вручную
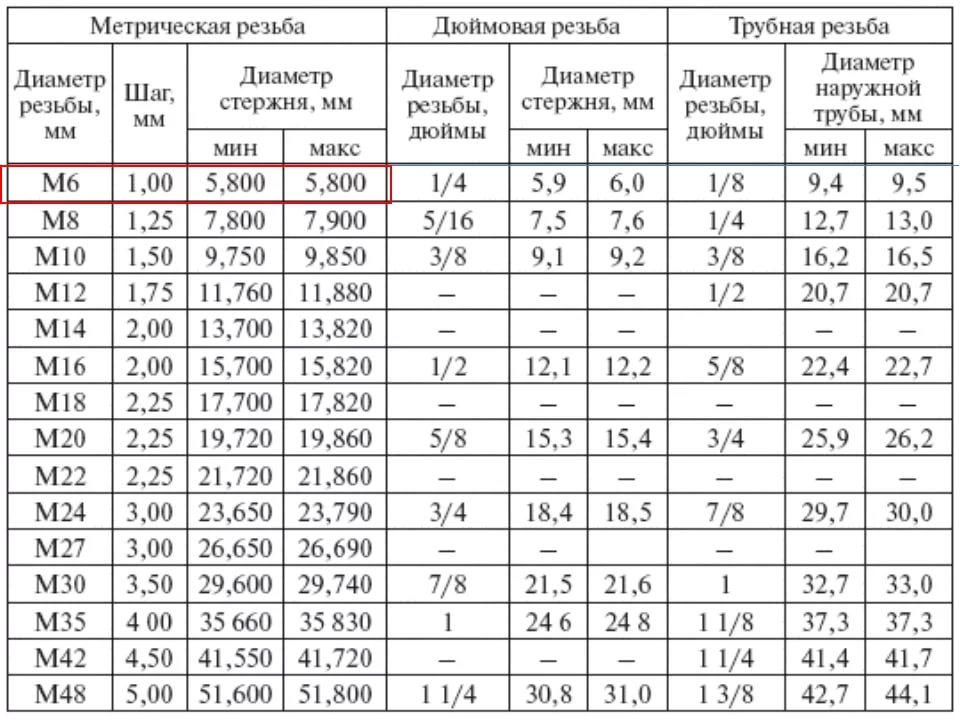
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 9 187
Как нарезать резьбу на трубе: подготовка трубного среза
Процесс нарезания резьбы начинается с того самого момента, когда вы осуществили первое касание кругом болгарки к обрезаемой трубе – если вы не умеете ровно резать, то придется долго возиться с выравниванием края. Дело в том, что на резьбу, нарезанную на скошенном конце трубы, достаточно сложно накрутить что-либо. Поэтому об этом необходимо позаботиться еще на стадии вырезания трубопровода. В этом отношении никто вам не поможет, и учиться резать ровно болгаркой придется самостоятельно.

Как нарезать резьбу на трубе своими руками фото
Следующий нюанс, который невозможно обойти стороной, отвечая на вопрос, как правильно нарезать резьбу на трубе, – это снятие фаски, без которой также будет трудно накручивать на готовую резьбу фитинги или запорную арматуру. Фаска снимается маленькой болгаркой – труба попросту затачивается так, что бы ее кромка была под углом примерно 45˚. Можно чуть больше или чуть меньше – это не принципиально, главное, чтобы у будущей резьбы был качественный заход.

Как снять фаску на трубе фото
Еще следует поговорить о состоянии самой трубы. Как правило, нарезка резьбы производится в местах, где стальная труба имеет свойство быстрее всего сгнивать. Возле пола, потолка и сварных швов сталь очень подвержена коррозии. Трубу следует обследовать, и если толщина ее стенок слишком мала, то лучше отказаться от нарезания резьбы в этом месте. Дело в том, что срезая металл леркой, вы еще больше ослабите сталь, и она сгниет очень и очень быстро.
Но вернемся к непосредственному ответу на вопрос, как нарезать резьбу на трубе плашкой или, как ее еще называют, леркой.
Самостоятельное нарезание резьбы
Как нарезать трубную резьбу своими силами?
Самостоятельное нарезание резьбы начинается рядом подготовительных мер:
- Отрезание куска трубы по размеру. При замене поврежденного участка трубопровода первым делом данный участок нужно аккуратно вырезать в строго перпендикулярном к стенке направлении. Если это условие не будет соблюдено.
- Чистка участка под резьбу. С того места, где будет нарезаться трубная резьба, нужно полностью снять всю краску и коррозию: если это не сделать, работа может быть явно затруднена.
- Снятие фаски. Чтобы работа шла легче, с концов трубы нужно убрать фаску.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.
Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.





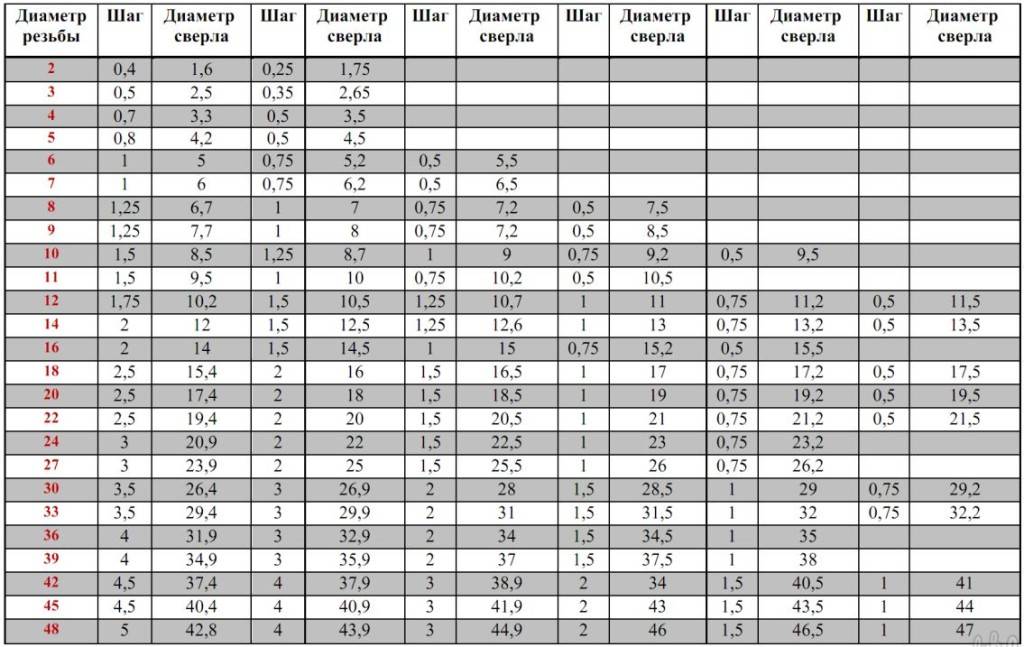



Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Нарезание резьбы на стальных трубах
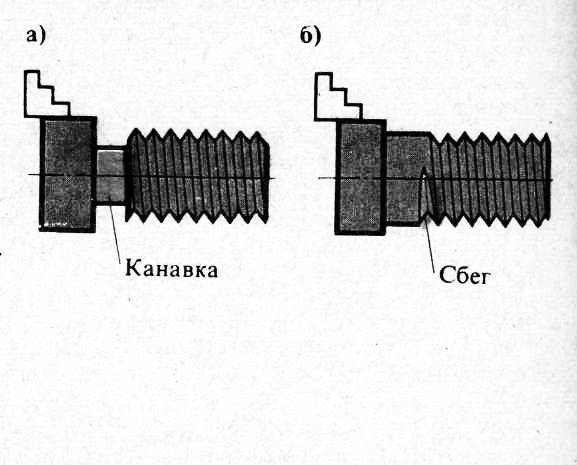
Одним из наиболее распространенных способов соединения труб является резьбовое соединение на фитингах. Существует два вида соединения: муфтой, угольником, тройником, крестовиной; подвижной муфтой с полным смещением ее заподлицо с концом трубы («сгон»).
Для нарезания трубной резьбы вручную применяют клупп с тремя комплектами раздвижных плашек.
Один из комплектов предназначен для труб диаметром 1/2″ — 3/4″, второй 1″ — 1 1/4″ и третий 1 1/2″ — 2″. При работе клуппом приходится прилагать большое усилие, поэтому нарезание резьбы на трубах диаметром более 1 1/2″ выполняют два человека.
Нарезание резьбы на трубах выполняют в следующей последовательности.
1. Стальную трубу проверяют по диаметру (см. табл. 5) и надежно зажимают в прижиме, не допуская ее смятия. Выдвинутый над прижимом конец трубы должен составлять 150—200 мм.
2. Нарезаемый конец трубы очищают стальной щеткой и ветошью от грязи, Окалины и коррозии, заусенцы снимают напильником.
3. Проверяют и готовят клупп к работе, т. е. очищают все час клуппа от пыли и грязи, а все трущиеся части его смазывают машинным маслом.
4. Подбирают необходимые плашки под размер резьбы, очищают; их от пыли и грязи, проверяют остроту режущих кромок и неправность резьбовых ниток.
5. Плашки устанавливают в клупп, поворачивая рукояткой диск-планшайбу до упора. Места установки плашек в корпусе клуппа должны быть полностью открыты. Плашки поочередно вставляют в клупп, закрепляя их поворотом диска в противоположную сторону.
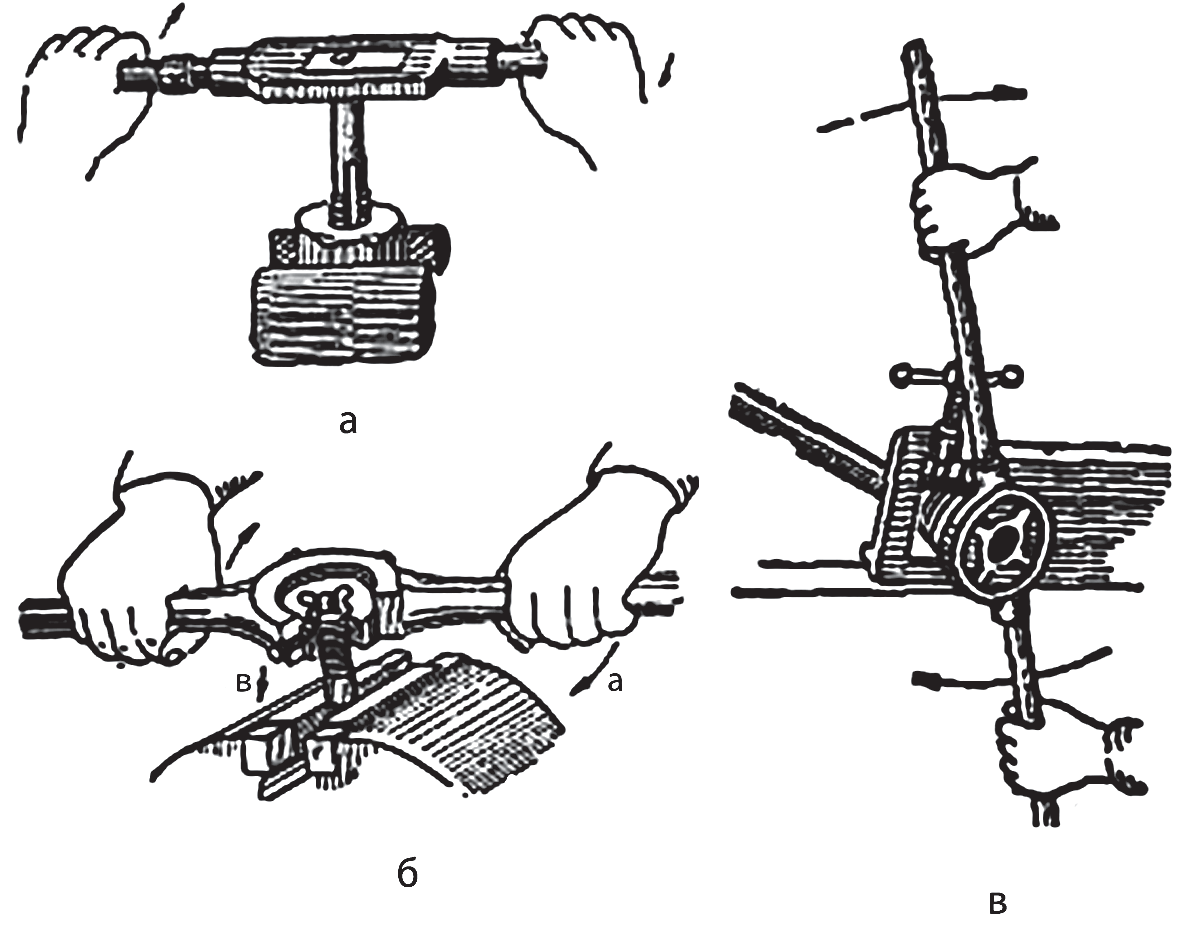
Правильность установки плашек проверяют, перемещая рукоятки диска в ту или другую сторону. При этом плашки должны одновременно сближаться к центру или расходиться от него без приложения больших усилий. Точность установки плашки на нужный размер проверяют по делениям на корпусе клуппа. Положение диска и плашек закрепляется установкой «защелки» в шлицевую прорезь на диске. Прием нарезания резьбы показан на рис. 194.
6. Нарезаемый конец трубы и плашки смазывают вареным маслом.
7. Клупп устанавливают на конец трубы и, вращая червячный винт, три направляющие плашки доводят до соприкосновения с цилиндрической поверхностью трубы, обеспечивая устойчивое положение клуппа на трубе.
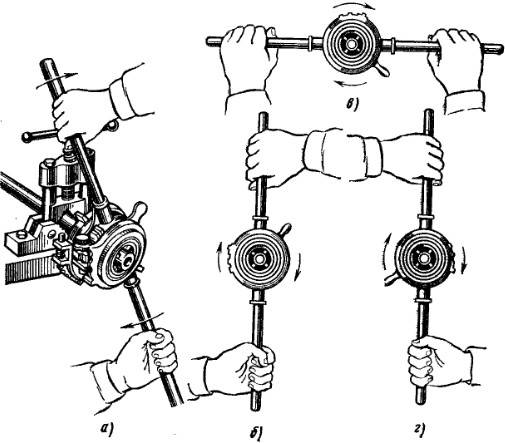
Рис. 194. Нарезание трубной резьбы клуппом:
а — общий вид; б — первый поворот; в — второй поворот; э — третий поворот
8. Клупп налаживают для первого прохода резьбы так, чтобы заборная часть резьбовых плашек была размещена от края трубы на две-три нитки резьбы. Затем, вращая винт, перемещающий защелку, а вместе с ней и диск, сжимают резьбовые плашки таким образом, чтобы они врезались в поверхность трубы примерно на 0,3 — 0,5 мм.
9. Клупп вращают в четыре приема (за каждый прием необходимо описать угол не более 90°, см. рис. 194).
Вращение выполняют до тех пор, пока не будет выполнен первый проход на заданную длииу нарезания резьбы. Длину нарезанной части проверяют измерительной линейкой, она равна сумме длины конца трубы, вышедшей из клуппа, и ширины плашки.
10. После выполнения одного прохода обратным вращением клуппа плашки подводят к концу трубы и устанавливают в первоначальное положение.
11. Вторично сжимают плашки винтом так, чтобы они врезались в стенку трубы, и вращают до конца нарезки.
12. После выполнения второго прохода обратным движением плашки приводят в первоначальное положение, затем продолжают выполнять последующие проходы.
Качество нарезаемой резьбы зависит от числа проходов, поэтому для получения полной и хорошей резьбы надо выполнять следующее число проходов: при диаметре труб до 1″ — два прохода, а свыше 1″— три прохода.
Перед каждым повторным проходом поверхности резьбы детали и плашек необходимо очищать от стружек и вновь смазывать вареным маслом.
13. После нарезания резьбы освобождают защелку, рукояткой планшайбы раздвигают плашки и свободно снимают клупп с конца трубы. По окончании работы из клуппа вынимают плашки, тщательно протирают и смазывают все его части маслом.
Качество нарезания резьбы проверяют, навертывая муфту по всей длине нарезки.
Муфта по резьбе должна навертываться свободно вручную или с помощью трубного ключа при небольшом усилии.
Список источников
- trubypro.ru
- teplosniks.ru
- trubyinfo.ru
- trubaspec.com
- stankiexpert.ru
- sovet-ingenera.com
- kachestvolife.club
- santehskript.ru
- tepka.ru
Меры предосторожности
Существует несколько правил проведения работ:
- Не пытаться нарезать резьбу метчиком, закрепленным в патроне электродрели. С помощью этого электроинструмента невозможно выставить точный угол, усилие.
- Нельзя продолжать движения вперед если появились затруднения. При чрезмерном надавливании произойдет поломка оснастки, которая останется в отверстии. Вытащить ее оттуда будет крайне сложно. Для этого его нужно высверливать разными сверлами или зачищать пространство вокруг шлифмашинкой. После зачистки попытаться вытащить обломок плоскогубцами.
- Проверять угол сверления отверстия. Оно должно быть ровным, чтобы сохранить целостность оснастки.
- Использовать защитный очки, во избежание попадания металлической стружки в глаза.
- После проведения работ очистить отверстия от стружки.
- Движения должны быть плавными, без нажима.
- Не забывать про съем фаски.
Мастера рекомендуют покупать несколько приспособлений для проведения работ, взамен одного универсального.
Резьбовые соединения может изготовить любой человек без практического опыта. Для этого нужно купить набор метчиков, для внутренней резьбы, плашек для наружной. Изучить технологический процесс, научиться пользоваться инструментами.
Особенности нарезания наружной резьбы
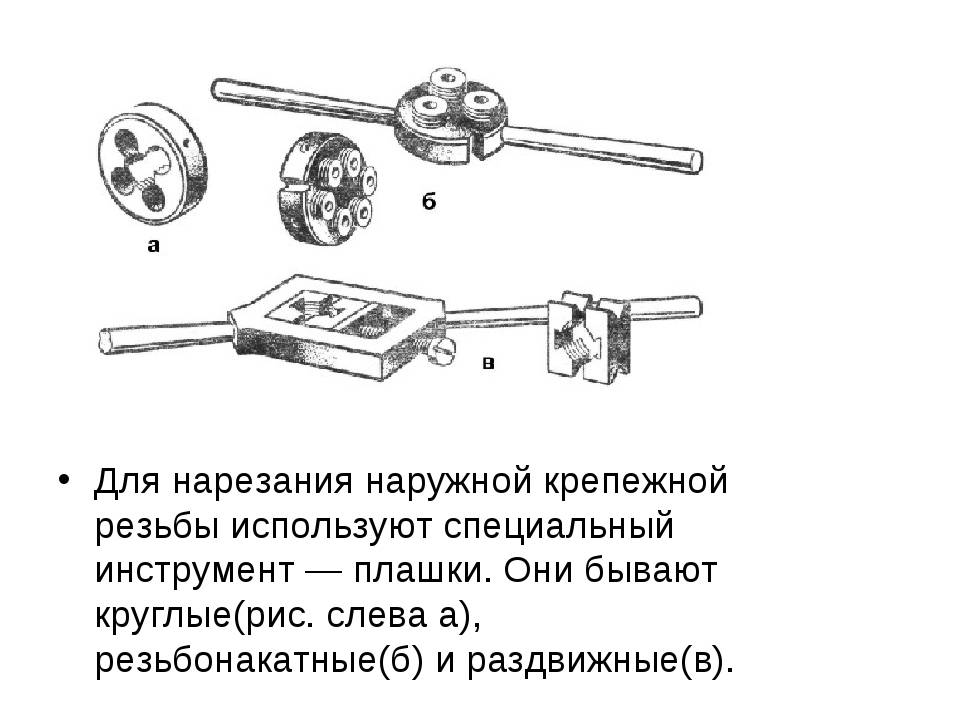
Резьба представляет собой различной геометрической формы канавки, нарезаемые специальными инструментами – плашками, резьбовыми фрезами, метчиками и шлифовальными кругами. Резьбу наносят как ручным способом, так и с помощью токарного станка и резца.
• способ нарезки плашкой и метчиком
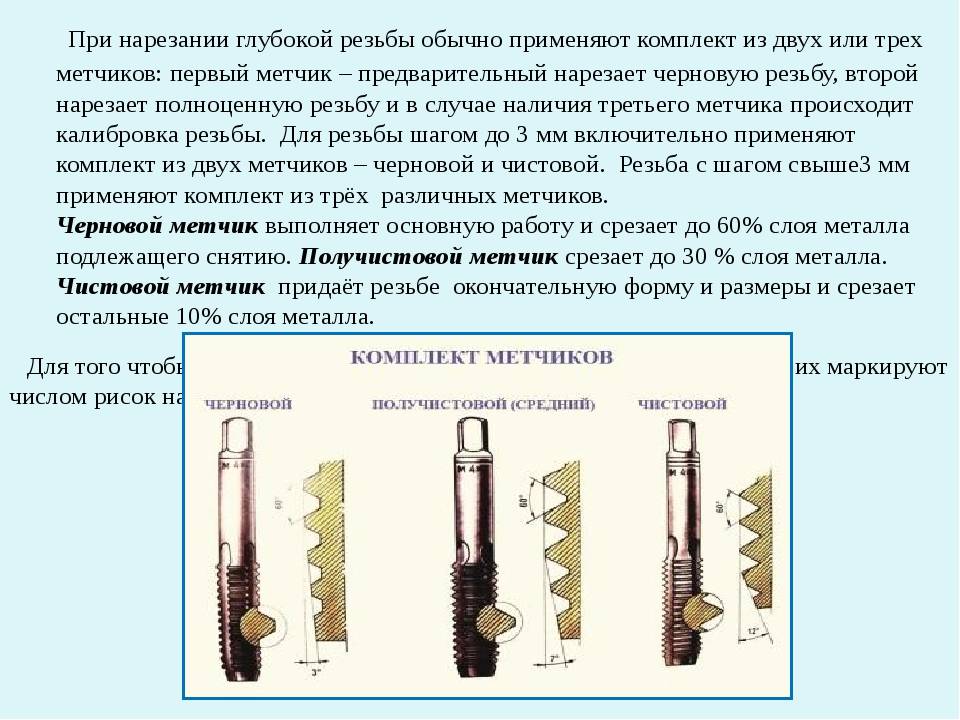
Метчик – винт с прямолинейными и винтовыми канавками, предназначен для нарезания внутренней резьбы. Ручной способ нарезки требует 3 метчика: черновой, для нанесения первоначальной резьбы, средний и чистовой. Машинный способ нарезки осуществляется на токарных и фрезерных станках. Плашки по своей форме и виду схожи с гайкой, на внутренне части инструмента расположены режущие зубцы конической формы, для нарезания внешней резьбы. По форме различают – круглые, квадратные и шестигранные. По устройству – цельные, разрезные и раздвижные. Для беспрепятственного прохождения плашки по детали необходимо снять фаску.
• метод токарной обработки
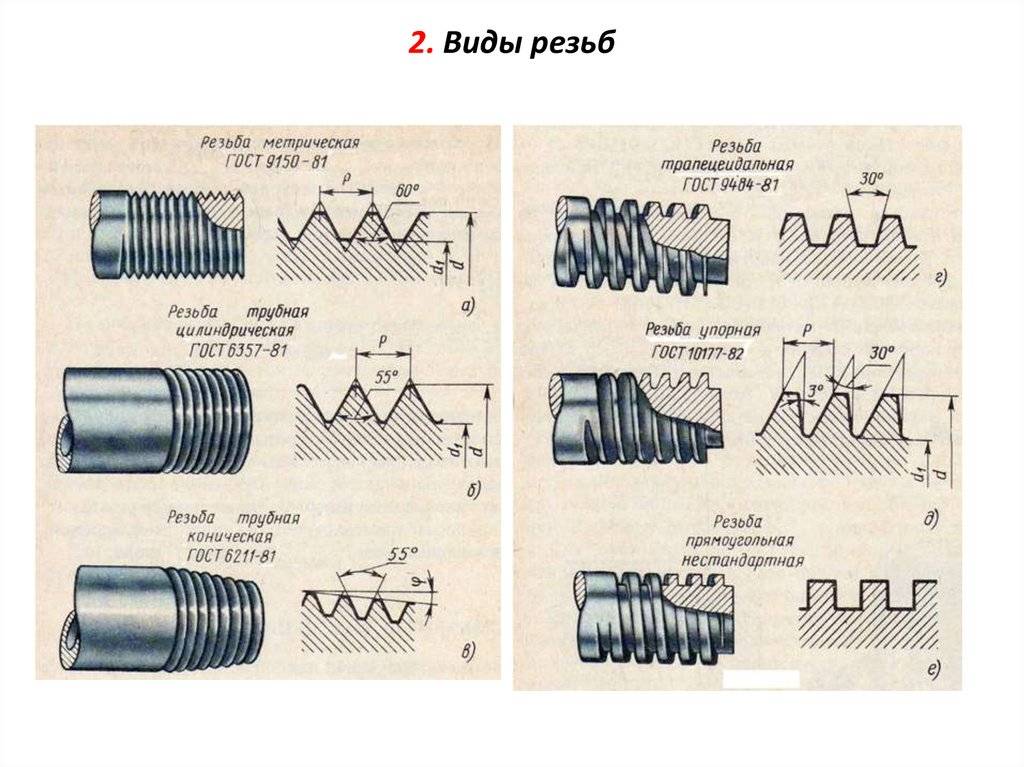
На производстве резьба нарезается с помощью токарного станка и специального инструмента – резьбового резца. Для каждого изделия устанавливается индивидуальный показатель винтового шага, определяется он путем замера расстояния между соседними витками. Деталь помещается в токарный станок, в момент вращения заготовки резец перемещается по все оси, создавая винтовую поверхность. Резьбовые резцы по особенностям конструкции подразделяются на: призматические, стержневые и круглые/дисковые. Используемый профиль резьбы – треугольный, прямоугольный, трапецеидальный, упорный и круглой геометрической формы.

Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:






1 — рамка; 2 — ручка; 3 — зажимной винт.
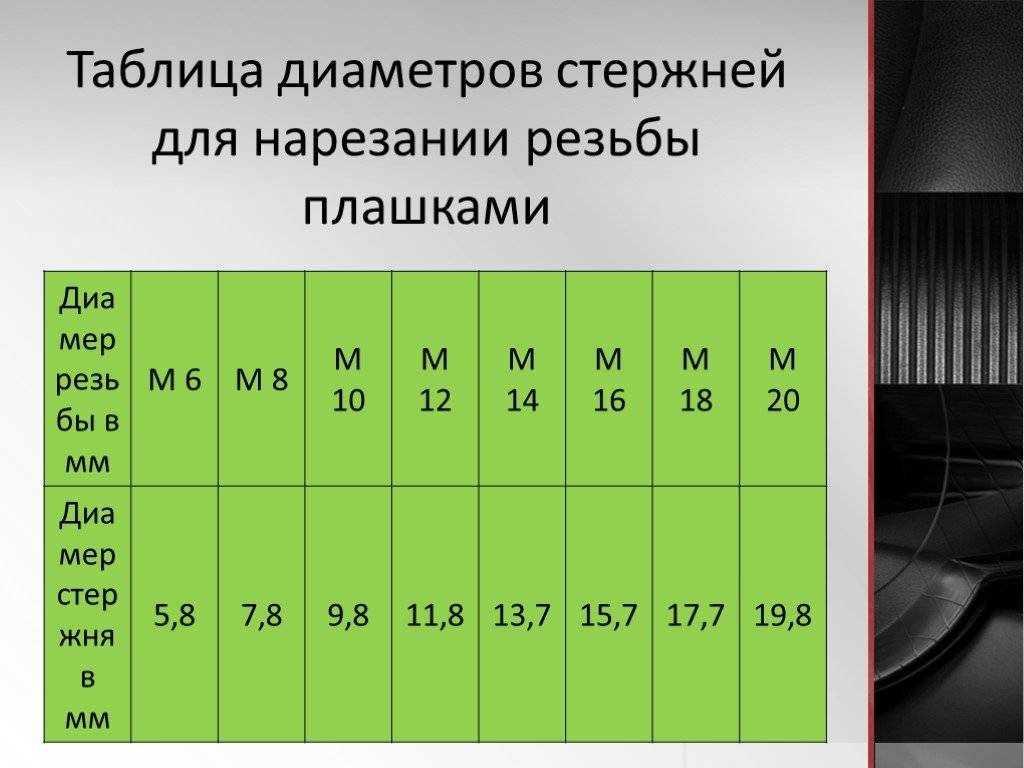
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
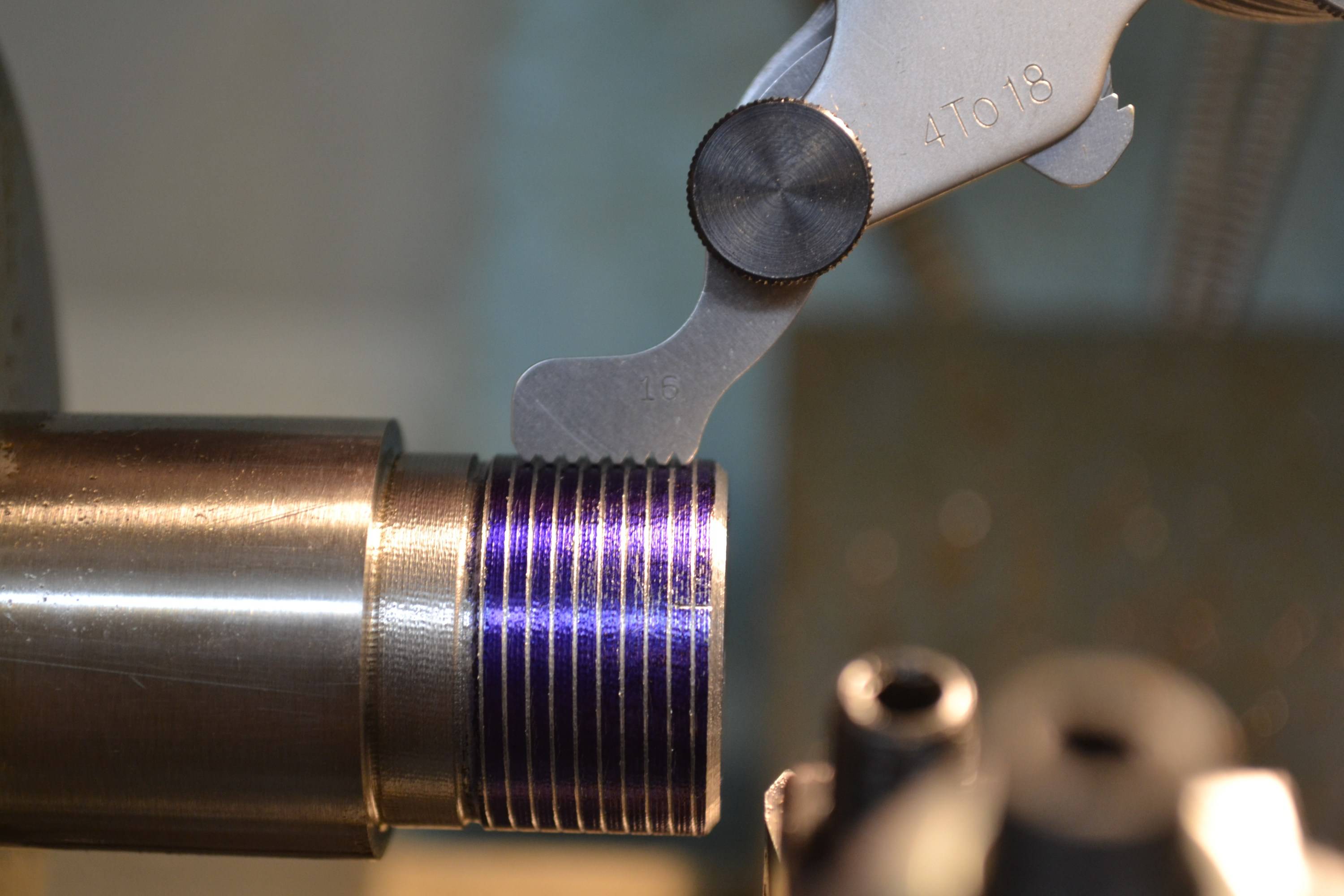
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Возможные ошибки при нарезании трубной резьбы
Выделим основные моменты, мешающие качественной нарезке:
- Труба имеет больший или меньший диаметр, чем требуется для получения резьбы нужного размера. Глубина канавки будет отличаться от стандартной, что исключает плотное соединение с трубопроводной арматурой.
- Отсутствие центрирования режущего инструмента и трубы приведет к срыву витков резьбовой линии.
- К таким же последствиям приводит отсутствие смазки на поверхности.
Важным условием для получения хорошего результата является использование качественного инструмента. Резцы плашки или метчика должны быть изготовлены из инструментальной или быстрорежущей стали высокой твердости.
Самостоятельно нарезать резьбу на металлических трубах системы отопления и водопровода вполне возможно. Для этого выбирают режущий инструмент для получения необходимых геометрических характеристик: диаметра, шага, угла профиля. Новичкам лучше использовать набор плашек для нарезания сначала чернового профиля, а затем чистового.
Видео-урок по нарезанию наружной резьбы с помощью клуппа 1/2 дюйма и трещотки:
Просмотров: 574
От теории к практике – нарезка внешней резьбы
В «полевых» условиях для такого случая лучший вариант, это нарезать резьбу плашкой. Процесс формирования резьбового соединения проходит следующим образом.
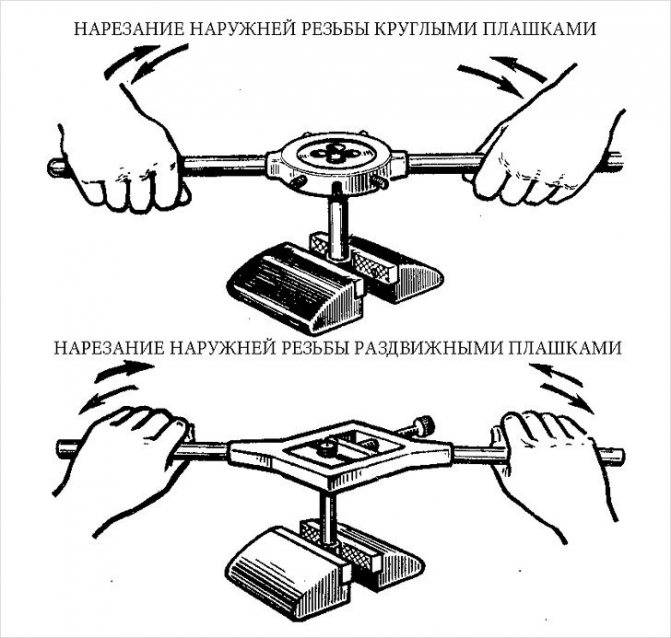 Схема работы плашками
Схема работы плашками
- Вначале нужно обеспечить свободный доступ к рабочему месту. В нашем случае обрезаем трубу под прямым углом. Для надёжности и получения ровного среза используйте болгарку или специальный труборез.
- Затем на трубу нужно накрутить «черновую плашку», которая сформирует профиль нарезки. Перед накручиванием, обязательно очистите место нарезки, и смажьте его машинным маслом.
- После чернового прохода, очистите место нарезания, и снова, смажьте его маслом. Затем накручиваете чистовую плашку на два витка, после чего нужно провернуть её на половину витка назад, чтобы плашка срезала стружку. Весь процесс нарезки проводится таким образом: закручивая плашку на два-три витка и проворачивая на половину обратно для снятия стружки
 Нарезание резьбы плашкой
Нарезание резьбы плашкой
В принципе, ничего сложного в этой работе нет. После нарезания проверьте результат работы накручиванием резьбовой муфты.
Самостоятельное нарезание резьбы
Как нарезать трубную резьбу своими силами?
Самостоятельное нарезание резьбы начинается рядом подготовительных мер:
- Отрезание куска трубы по размеру . При замене поврежденного участка трубопровода первым делом данный участок нужно аккуратно вырезать в строго перпендикулярном к стенке направлении. Если это условие не будет соблюдено.
- Чистка участка под резьбу . С того места, где будет нарезаться трубная резьба, нужно полностью снять всю краску и коррозию: если это не сделать, работа может быть явно затруднена.
- Снятие фаски . Чтобы работа шла легче, с концов трубы нужно убрать фаску.
Общие положения
Начнём, пожалуй, с функции, выполняемой клуппом – нарезки резьбы. Вы справедливо можете возразить, что появление в обиходе пластиковых труб сделали применение резьбовых соединений невостребованными. Так, полиэтиленовые изделия соединяются специальными фитингами для канализационных труб, а полипропиленовые — просто свариваются.
Но всё не так просто, когда речь идёт о надёжности. Чтобы лучше понять, о чём идёт речь, взглянем на недостатки полиэтилена и полипропилена:
Минусы использования пластиковых труб
- Ограничение температурных режимов. Для полипропилена предел – 95 о С, а для полиэтилена – 40 о С. В наши суровые зимы бывают такие ситуации, когда котельной приходится подавать воду, превышающую технические нормы, что, несомненно, приведёт к аварии. Так что для отопительной системы такой вариант труб использовать весьма рискованно.
- Слабая стойкость к механическим воздействиям. Это сразу исключает возможность прокладки водопровода из пластика под проезжей частью, так как он со временем попросту окажется раздавлен. Да и в открытых для контакта местах тоже придётся осторожничать, помня об уязвимости данного материала.
Читать также: Мотоблоки для вспашки огорода
А вот металлу не страшны ни высокие температуры, ни чрезмерные механические нагрузки. Но и с ним в вопросе соединения не всё так просто:
Типы соединений стальных труб
| Данное изделие это отличный вариант для домашнего использования. Кроме того ручной инструмент такого типа позволяет создавать резьбу на трубах даже в труднодоступных местах. |
| Разновидность соединения | Преимущества | Недостатки |
| Сварка | Полная герметичность | Нарушение цинкового слоя, в результате чего трубопровод становится уязвим перед коррозийными процессами |
| Резьба | Возможность демонтажа | Необходимость использования дополнительных уплотнителей для достижения оптимальной герметизации |
Использовать паклю для устранения возможной течи не так опасно, как испортить покрытие, защищающее от возникновения ржавчины. К тому же не каждый умеет своими руками пользоваться сварочным аппаратом. Также важную роль играет возможность технического обслуживания, которая с цельной магистралью весьма проблематична. Так что с явным отрывом побеждает резьбовое соединение.
Используемые инструменты
На сегодняшний день для внешней резьбы используются следующие виды клуппов:
- трубные (обычный вид);
- клуппы Маевского;
- трещотные.
Обычные клуппы применяют при создании витков своими руками. Также они используются при малых объемах выполняемых работ. При нарезании применяются раздвижные и нераздвижные плашки.





Трубные приспособления изготовляются в двух видах:
- для диаметров от 15 до 20 мм;
- для диаметров выше 25 мм.
Инструкция по нарезанию трубными клуппами следующая:
- Для начала нужно зажать трубу в тисках, или прижимах.
- Далее ее конец нужно очистить от ржавчины и прочих загрязнителей.
- Очищенный конец смазывается олифой.
- Далее на трубу надевают клупп и при помощи ударов киянкой садят его на место.
- Убедившись в правильности расположения можно начинать вращение для нарезания канавок до требуемого предела.
Также часто можно встретить при создании витков такое приспособление как клуппы Маевского. Плашки для него производятся в двух вариантах: №1 (15 и 20 мм) и №2 (25 и 32 мм). Для других диаметров лучше всего применять обычные, вышеуказанные клуппы.
Среди преимуществ клупп Маевского модно выделить небольшой вес, простоту конструкции, неприхотливость в уходе и возможность горячей замены плашки
Следует отметить важность точной их установки в соответствии с метками
Инструменты для нарезки резьбы
Трещотный вид данного инструмента применяется при диаметрах элементов в 15, 20 и 25 мм. Для максимально удобного использования в таких приспособлениях используется храповый механизм, который позволяет производить нарезку на элементах, которые расположены в труднодоступных местах. При диметре меньше 25 мм все производится за один проход. В иных случаях требуется двойное прохождение.
Стандарты резьб
Рассмотрим несколько вариантов. Стоит учесть, что некоторые вообще перестали применяться при изготовлении
Поэтому мы акцентируем ваше внимание на конкретных видах, востребованных во всем мире
G — Цилиндрическая (дюймовая) трубная резьба
В Русской системе стандартизации обозначается ГОСТ 6357-81, на мировой арене – BSPP. Именно такие изделия в большинстве случаев применяются в работе с газовыми или водопроводными трубами и продаются в любой торговой точке. Как правило, бронзовая, стальная, или латунная сантехническая арматура оснащается данным стандартом. Что касаемо самостоятельной нарезки, то вам придется пользоваться английской аббревиатурой.
 Плюсы заключаются в следующем:
Плюсы заключаются в следующем:
G – международный знак резьбы, понятный всем.
Исчисление диаметров производится в дюймовой системе от 1/16 до 6. Угол профиля составляет 55 градуса, а вверх несколько закруглен. Шаг имеет всего четыре позиции, которые мы и представляем вам в таблице.
| Шаг в мм, P | Количество витков |
| 0,907 | 28 |
| 1,337 | 19 |
| 1,814 | 14 |
| 2,309 | 11 |
Расшифровка очень простая и по ней можно понять, какой параметр что обозначает. Итак:
Первая G говорит о виде стандарта. d или D – диаметры условного прохода в дюймах. А, В, С – класс точности исполнения от максимального до понижающего. LH говорит, что изделие с левой резьбой.
 Для полного понимания необходимо ознакомиться с таблицей и в дальнейшем взять ее на вооружение, так как именно представленные значения наиболее часто встречаются в домашних инженерных конструкциях.
Для полного понимания необходимо ознакомиться с таблицей и в дальнейшем взять ее на вооружение, так как именно представленные значения наиболее часто встречаются в домашних инженерных конструкциях.
| Размер условного прохода резьбы G | Шаг в миллиметрах | Диаметры (мм) |
| Ряд 1 Ряд 2 | d=D d2=D2 d1=D1 | |
| 1/8 | 0,907 | 9,728 9,147 8,566 |
| 1/4 | 1,337 | 13,154 12,301 11,445 |
| 3/8 | 16,662 15,806 14,95 | |
| 1/2 | 1,814 | 20,955 19,793 18,631 |
| 5/8 | 22,911 21,749 20,587 | |
| 3/4 | 26,441 25,279 24,117 | |
| 7/8 | 30,201 29,039 27,877 | |
| 1 | 2,309 | 33,249 31,77 30,291 |
| 1/8 | 37,897 36,418 34,939 | |
| 1-1/4 | 41,91 40,431 38,952 | |
| 3/8 | 44,323 42,844 41,365 | |
| 1-1/2 | 47,803 46,324 44,845 | |
| 3/4 | 53,746 52,267 50,788 | |
| 2 | 59,614 58,135 56,656 |
R — стандарт трубной конической резьбы
BSPT является аббревиатурой международного значения и подчиняется отечественному нормативу по ГОСТу за номером 6211-81.
 По своему устройству процесс напоминает действие с цилиндрической заготовкой, но только с небольшим уклоном в масштабе 1:16.
По своему устройству процесс напоминает действие с цилиндрической заготовкой, но только с небольшим уклоном в масштабе 1:16.
Согласно государственному стандарту данный процесс должен отвечать таким требованиям:
- Угол профиля составляет 55 градуса.
- Создание шага соответствует определенному размеру трубы.
- Максимально возможный диаметр используемого изделия – 6 дюймов. Более широкие образцы не подлежат винтообразному соединению, в таких случаях применяется сварка или фланцы.
Соединительная арматура данного стандарта используется в местах с повышенным давлением и температурой для максимальной герметизации системы. Поэтому необходимо в точности соблюдать установленный страной норматив по соотношению параметров.
Прочие стандарты
 Существуют еще несколько видов, но мы о них напишем совсем немного, так как в быту гражданин, скорее всего, их не будет использовать:
Существуют еще несколько видов, но мы о них напишем совсем немного, так как в быту гражданин, скорее всего, их не будет использовать:
- Метрическая нарезка, которая не подходит для монтажа труб. По названию понятно, что на схемах и чертежах единицей измерения является производная от метра, то есть миллиметр.
- Буквы Кр на изделии говорят о том, что это сантехнический товар со своеобразным профилем и плавной круглой резьбой.
- NPSM, NPT, NPTF являются обозначением американской системы стандартизации. Продукция имеет форму равнобедренного треугольника и отличается от своих аналогов углом профиля, который соответствует 60, а не 55 градуса.
 Конечно, вряд ли вам в работе подойдут данные виды стандарта, но стоит напомнить параметры BSPP, чтобы вы смогли их отличить от других в случае необходимости.
Конечно, вряд ли вам в работе подойдут данные виды стандарта, но стоит напомнить параметры BSPP, чтобы вы смогли их отличить от других в случае необходимости.
| Обозначение условного прохода | Число витков на 1 дюйме | d=D | d2=D2 | d1=D1 |
| 1|8 | 27 | 10,272 | 9,510 | 8,766 |
| 1|4 | 18 | 13,572 | 12,443 | 11,314 |
| 3|8 | 17,055 | 15,926 | 14,797 | |
| 1|2 | 14 | 21,223 | 19,772 | 18,321 |
| 3|4 | 26,568 | 25,117 | 23,666 | |
| 1 | 11 1|2 | 33,228 | 31,461 | 29,694 |
| 1 1|4 | 41,985 | 40,218 | 38,451 | |
| 1 1|2 | 48,054 | 46,287 | 44,52 | |
| 2 | 60,092 | 58,325 | 56,558 |





