Область применения
Использование «холодной сварки» становится возможным для изделий из алюминия, чугуна, меди и других вариантов. Активно ею пользуются в процессе ликвидации проблем сантехнического оборудования и труб отопления. Для батарей не всегда удобно использовать горячий вариант сварки, а правильно подобранный клей, нанесенный корректным способом, может полностью ее заменить. Кроме этого, удачно состав справляется с ремонтом металлических емкостей и радиаторов для машин, потому в этом деле его нанесение особенно приветствуется.
Для полипропиленовых и пластиковых труб данный клей считается лучшим помощником, ведь вариант с использованием сварочного аппарата будет невозможен. Кроме этого, строительные принадлежности, садовый инвентарь, изделия из нержавейки, все это есть возможность исправить или откорректировать именно при помощи нужного состава. Не менее важным является использование клея для работы с медными проводами, на которые непросто приварить алюминиевые наконечники, но при наличии сварочного состава процесс проводится легко.
Особый вид сварочного клея дает возможность склеивать детали из резины, керамики, дерева и не только, для чего нужен соответствующий клей, способный удержать части изделий. Определившись с материалом и его применением, нужно правильно подбирать клей.
Если работа производится с автомобильными деталями: радиатор, бензобак, глушитель, то используется состав с металлическим наполнением
Для тех вариантов, когда эксплуатация производится под воздействием температур, а это некоторые детали, а также узлы машин, важно выбрать термостойкую разновидность. Подбирая правильную разновидность, стоит понимать, что использование «холодной сварки» для тех деталей, которые эксплуатируются под давлением, нельзя, этот состав не выдержит и лопнет. Исключение составляют термостойкие разновидности, которые в несколько раз прочнее, а значит, крепче сидят на месте
Исключение составляют термостойкие разновидности, которые в несколько раз прочнее, а значит, крепче сидят на месте.
Ремонт радиатора системы охлаждения авто.
Автомобильный кулер — это теплообменное устройство, которое очень чувствительно к действующим механическим воздействиям. Бывает, что при движении на большой скорости камешек или другой твердый предмет, застрявший в его сетке, приведет к образованию протечки. А это уже требует срочного ремонта. Путем холодной сварки вполне можно устранить течь и хотя бы временно восстановить работоспособность самого кулера.
Рекомендуемый порядок работы следующий:
Первое, что нужно сделать — это выбрать (купить и иметь в «бардачке» автомобиля подходящий для такого ремонта вид «холодной сварки». Он должен иметь хорошее сцепление с металлом и выдерживать высокие температуры. Оптимальный вариант было бы приобрести специальный состав, специально разработанный для ремонта радиаторов отопления, но если таковых нет в продаже, следует выбрать жаростойкий вариант по металлу. Если «холодная сварка» не обладает этими свойствами, то при нагревании ремонтная накладка просто расплавится или соскочит, то есть вся проделанная работа пойдет зря.
Следующим шагом будет определение точного места утечки. Не исключено, что для этого придется демонтировать радиатор. Следует отметить, что этот этап иногда становится самым сложным во всем процессе ремонта радиатора.
Из системы охлаждения автомобиля слита жидкость — антифриз или вода. Если поиску ямы или трещины предшествует разборка радиатора, то, конечно же, перед разборкой охлаждающая жидкость сливается. Удаление засоряющейся части решетки радиатора
Возможно, вам понадобится снять часть решетки радиатора, чтобы обнаружить отверстие в трубе, а также отремонтировать ее.
Рекомендуется просушить радиатор, например, струей теплого воздуха. Но если приобретается холодная сварка, которую можно наносить на влажную поверхность, то сушка всей конструкции необязательна, хотя все же остается желательной.
Найдя отверстие, чтобы освободить пространство вокруг него, рекомендуется отшлифовать поверхность, на которую будет наноситься «холодная сварка», затем очистить ее от остатков абразива и обезжирить уайт-спиритом, ацетоном или бензином. Эта процедура необходима для получения высокой адгезии ремонтной массы к металлу. Затем можно переходить к работе с клеем.
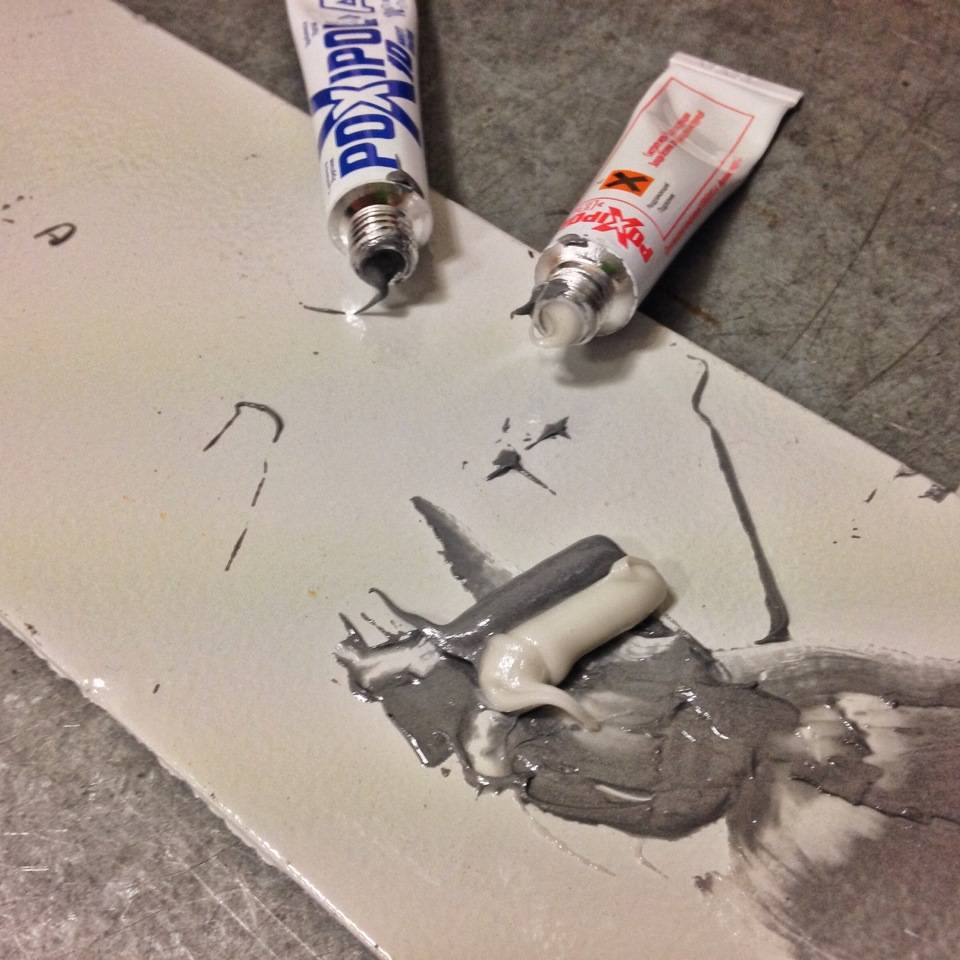
Действовать нужно по инструкции, обычно находящейся на упаковке «холодной печати». Процесс подготовки жесткого двухкомпонентного варианта «холодной сварки» к работе.
Перед началом работы рекомендуется смочить руки водой — так клей будет меньше прилипать к ним.
Из клеевого бруска ножом вырезается необходимое количество массы. Отрезанный фрагмент энергично разминают пальцами до достижения эластичности и полной однородности. Поскольку компоненты, соединенные в «холодной сварке», различаются по цвету, необходимо следить за тем, чтобы оттенок смешанной массы также был идеально однородным. Пластичность, однородность и хорошо заметный нагрев смешанной массы — признак того, что клей готов к следующей операции.
Если для ремонта выбран двухкомпонентный жидкий вариант «холодной сварки», то необходимо взять определенное количество состава из трубок и хорошо перемешать в небольшой емкости или даже на некоторых поверхностях. Ингредиенты еще не настолько жидкие, что начинают стекать.
Следующим шагом будет нанесение клея на поврежденный участок. Все этапы работы следует проводить, не теряя времени, так как после смешивания некоторые клеи быстро начинают переходить в стадию полимеризации. Срок схватывания материала необходимо узнавать заранее из его паспортных характеристик.
Полное высыхание и готовность отремонтированного изделия к использованию может наступить в период от часа до суток. Время достижения такой готовности может зависеть от нескольких факторов — температуры, при которой проводились работы, толщины нанесенного слоя, а также особенностей самой «холодной сварки».
Следует отметить, что, по отзывам автовладельцев, иногда такой ремонт радиаторов системы охлаждения оказывается эффективнее аргонной сварки или «классической» пайки.
Таким же образом ремонтируется поврежденный топливный бак. Здесь даже проще, ведь чаще всего нужно обрабатывать открытую поверхность, без металлической сетки
Правда, меры предосторожности при работе с баком намного строже, из-за повышенной горючести. После высыхания клейкую «заплатку» можно дополнительно обработать абразивными материалами и затем покрыть той же антикоррозионной краской, которая использовалась для покрытия остальной поверхности резервуара
Инструкция по применению
Перед началом работ требуется изучить инструкцию по применению от производителя холодной сварки Mastix. Работы нужно проводить в следующей последовательности:
- Сначала выполняется подготовка рабочих поверхностей: очистка от окалины, следов ржавчины и иных загрязнений. Поверхности нужно протереть, высушить, обезжирить (если возможно).
- На втором этапе требуется отделить треть стержня, и смоченными в воде резиновыми перчатками смешать компоненты. О правильном смешивании будет свидетельствовать оттенок смеси: равномерный, без комков, заметных вкраплений, разводов.
- На третьем этапе получившуюся смесь надо нанести на две соединяемые поверхности, соединить их друг с другом, закрепить.
- Длительность фиксации деталей по времени 15-18 минут.
Если поверхности загрязнены, промаслены, увлажнены, то прочностные характеристики получаемого соединения уменьшаются примерно на 20-30%. Это если сравнивать с подготовленными и чистыми поверхностями.
Если работы проводятся в условиях отрицательных температур, то в процессе приготовления смесь разогреть в руках в течение нескольких минут. Обязательно в теплом помещении перед использованием на холоде.









Кстати, по моим наблюдениям во всех тубах инструкция идет обобщенная. В которой прописаны рекомендации, отдельно для всех видов клея бренда Mastix.
Описание и отличительные особенности
Жидкой сваркой для пластика называют полимерный клеящий состав, создающий прочное соединение между деталями из разных или одинаковых материалов. Главная особенность – отсутствие высокотемпературного воздействия.
В состав клея входят следующие компоненты:
- эпоксидные смолы;
- металлические наполнители;
- аминовые смолы;
- минеральные добавки.
Средство используют не только при работе с пластиком. Оно соединяет детали из дерева, металла, различных сплавов. Универсальные средства используют для любого материала, узкоспециализированные применяют в соответствии с назначением.
Сферы применения
Ремонты деталей во всех областях путём склеивания.
Выделяют несколько групп склеиваемых материалов:
.
Металлы
В металлах применяются два вида холодной сварки:
1.Сварка деформацией.
2.Сварка клеевая.
.
Сварка деформацией
Она также происходит при обычной (комнатной) температуре. В этом случае разрушение металлической связи происходит за счёт деформаций этих связей высоким давлением.
.
Это холодная сварка для пластичных металлов, подверженных деформации металлических связей. Например, холодная сварка для алюминия.
.
Из многочисленных способов выделяют три основных:
• точечная;
• шовная;
• стыковая.
.
Из этих ХС самая распространённая – точечная, так как не требуется зажимного устройства. Сложенные внахлёст заготовки сдавливаются пуансонами через интервалы (цилиндры сверху и снизу на рис). Получается точечный вид соединения, негерметичный.
Толщина свариваемых листов – не больше 15 мм.
.
В случае шовной ХС создаётся герметичный шов – за счёт кольцевых пуансонов (или вращающихся роликов). Но при этом уменьшается толщина шва и снижается сопротивление изгибу.
.
Наиболее высокое качество швов получается в стыковой ХС, использующей зажимное устройство. Ограничение метода вызвано образованием выпуклости в месте шва. Трубы таким методом методом практически не варят, в основном – алюминиевые провода.
Стыковая ХС
Плюсы холодной сварки деформацией:
• простота процесса;
• высокая производительность;
• использование стандартного прессового и прокатного оборудования.
.
Минусы:
• шов получается или герметичный или глубокий, в зависимости от способа сварки;
• не годится для непластичных металлов, например, углеродистой стали.
.
Клеевая холодная сварка также используется для сварки металлов (не только пластичных). В том числе для алюминия.
.
Полимеры
Включая и материалы с их использованием. Но исключая полиэтиленовые.









.
Холодная сварка для пластика позволяет легко получать качественное соединение.
ХС труб из пластика
.
К сварке пластика применимы все общие правила. Выделяется холодная сварка для труб ПВХ (необходимы некоторые дополнительные действия). Их ремонт выполняется так:
1.В общем порядке подготавливается поверхность.
2.Определяется величина отклонения грани (из расчёта: для диаметра 4 см отклонение 2 мм).
3.Дефект замазывается твёрдым составом, место соединения для фиксации перевязывается жгутом.
.
Холодная сварка для линолеума предусматривает:
• приготовление идеального стыка между двумя листами линолеума. Это достигается наложением одного листа линолеума внахлёст на другой (6-10 см). Примерно посередине этой 6-10-ти сантиметровой полосы с помощью большой металлической линейки проводится разрез канцелярским ножом сразу обоих наложенных листов. Обрезки убираются, листы линолеума прижимают отрезами друг к другу. Стык идеален;
• приклеивается полоса малярного скотча сверху по стыку (чтобы стык был посередине), и разрезается эта полоса по стыку, просвечивающему снизу. Это обеспечит чистоту поверхности листов линолеума рядом с проклеенным стыком;
• на тубу с холодной сваркой для линолеума надевается колпачок с иглой. Игла вставляется в стык (между полосками скотча) и нажатием тубы добиваются клеевой полосы сверху по стыку (шириной 3-4 мм) – вдоль всего стыка;
• 15 минут клей на стыке схватывается, после чего полоски скотча с подсохшим клеем снимаются. Стык сохнет ещё несколько часов.
Холодная сварка для линолеума
Стекло
Холодная сварка для стекла практически не отличается от холодной сварки металла. Но для стекла используют специальные прозрачные ХС, чтобы не заметны были швы.
В местах сварки сколов не будет.
Для керамики применяется холодная сварка для керамики. Обычно двухкомпонентная. Сложность с керамикой только в точном соединении массы осколков. Трещинки в виде тонких линий восстановлению не подлежат – клею не с чем сцепиться.
Вместо обезжиривания склеиваемые части лучше нагреть строительным феном. Восстанавливают на местах крупные осколки, остальное заливают клеем. После высыхания поверхность зачищается и шлифуется.
Аналогично поступают с фарфором и фаянсом.
Применение ХС расширяется за счёт составов с повышенной влаго- и термостойкостью, выдерживающих повышенное давление.
Набор таких свойств обеспечивает широкий фронт применимости, позволяет заделывать сквозные пробои в металлах, сложных корпусах, соединять канализационные и водопроводные трубы.
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: “Это что-то магическое”. На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Холодная сварка металла
Для выполнения работ с применением клея холодная сварка для металла не требуется дорогостоящего оборудования и профессиональных навыков. Нужно правильно подобрать состав холодной сварки. Инструкция для применения определённого вида клея должна тщательно соблюдаться. Использовать холодную сварку можно при ремонте трубопроводов и восстановлении герметичности различных ёмкостей, например, радиаторов автомобилей, баков водонагревателей. Порядок работ с применением сухой сварки для металла:
- Зачистить наждачной шкуркой обрабатываемые поверхности. Должен быть виден металл с царапинами от шкурки.
- Просушить и обезжирить поверхности. Можно варить и на мокрую поверхность, но прочность такого соединения будет меньше.
- Смочить руки водой, чтобы исключить приставание компонентов клея.
- Отрезать кусок от тубы. Резать поперёк тубы. Отрезанный кусок размять, смешивая тем самым компоненты клея. Полученную мягкую массу быстро нанести на место склейки. Состав начинает затвердевать уже через несколько минут.
- Жидкий клей, который выпускается в шприцах, смешивать следует в отдельном месте перед нанесением на склеиваемые поверхности.
Полное застывание должно произойти через 24 часа. После этого можно подвергать шов зачистке и покраске. Большинство клеев выдерживает температуры до 260 °C. Отдельные виды клеев, созданные специально для работы при высоких температурах, выдерживают до 1316 °C.
Для удаления холодной сварки с металла можно приобрести готовый состав в строительном магазине или воспользоваться ацетоном. Нужно хорошо размочить состав и попробовать убрать шов целиком. Если это не помогает, можно спилить слой клея напильником или срезать ножом.
Критерии выбора
Не существует единого ответа на тему, какая холодная сварка самая хорошая для металла, потому что идеальных составов не бывает
При выборе, необходимо обращать внимание на следующие факторы:
В первую очередь необходимо изучить состав. Чтобы шов между металлическими деталями был наиболее прочным, структура эпоксидной смолы должна быть более однородной.
При использовании склейки на высокотемпературных приборах, требуется посмотреть, какие температуры выдерживает средство после затвердевания. Шов потеряет свою прочность при разогревании выше допустимой температуры.
Время застывания



При необходимости провести быстрые ремонтные работы, важно покупать быстрозастывающий клей.
Преимущества холодного сваривания
У любого способа соединения деталей есть как сильные, так и слабые стороны. Преимущества холодной сварки:
- Надежность соединений.
- Нет затрат электроэнергии или газа.
- Чтобы использовать холодную сварку, не нужно дополнительно учиться.
- Процесс нанесения происходит с помощью подручных средств.
- При правильном применении и качественном составе, готовый шов получается прочнее, чем склеиваемый материал.
- Быстрое застывание. Начинать использовать склеенную деталь, можно уже спустя 2–3 часа.
- Отсутствие отходов после применения.
В отличие от горячей сварки, холодный состав не подвергает предмет нагреванию и последующему разрушению.
Производители
Ниже будут обозначены известнейшие производители холодной сварки:
- Poxipol;
- Penosil;
- Zollex;
- Алмаз;
- Alteco;
- Nowax.
Существуют и другие компании, изготавливающие смеси для склейки металла, однако, здесь были представлены самые популярные.
Рекомендации по применению
Невзирая на то, что процесс использования холодной сварки достаточно-таки простой, все же следует знать некоторые особенности ее использования.
Период высыхания
Он индивидуален для каждого типа и даже для каждого бренда, но обычно в течение 24 часов наступает полное высыхание. Однако, существует и такое понятие, как «предварительное высыхание» — оно означает, что субстанция уже создала конечную форму, уже не поддается деформации, но устойчивой связи с обработанным объектом еще не достигла. В данном положении нанесенный шов все еще уязвим, поэтому не стоит подвергать обработанный объект излишним нагрузкам. «Предварительное высыхание», обычно, наступает в первые 5-20 минут после нанесения, так что данного периода вполне хватает для формирования самого шва пользователем. Некоторые марки холодной сварки достигают окончательного высыхания и за полдня, но профессионалы рекомендуют начинать использование склеенного объекта только через 24 часа.
Меры предосторожности
На первый взгляд, сама холодная сварка может показаться безвредным составом, однако определенные меры безопасности при работе с ней необходимо соблюдать:
- Работать предпочтительнее в защитных очках и перчатках – нельзя допускать попадание состава на открытые участки кожи или в глаза. В случае возникновения травмоопасной ситуации, нужно промыть поврежденный участок тела чистой водой и немедленно обратиться к врачу;
- Хранение клеящей массы должно осуществляться в недоступном для детей и домашних животных месте;
- Нельзя допускать попадания частиц холодной сварки на продукты питания.
Характерные ошибки при работе
К таковым прежде всего можно отнести:
- Невнимательность ко сроку годности – истекший срок годности будет причиной наложения некачественных швов;
- Подготовка поверхности вразрез с рекомендациями производителя сварки – сварочный шов попросту может отвалиться;
- Негерметичное хранения клеевого состава – состав попросту затвердеет и не будет пригоден для использования (для пластичных составов существует возможность разогреть их в теплой воде, но это снизит качество шва);
- Использование состава не по назначению – применение состава для сварки материалов, к обработке которых он не предназначен;
- Использование состава без учета условий будущей эксплуатации – если речь идет о работе отремонтированного объекта в условиях повышенного температурного фона, то применяемая к нему сварка должна обладать термостойкостью;
- Несоблюдение пропорций при смешивании жидких составов – неправильное соблюдение пропорцией может привести к почти полному отсутствию адгезии (сцепления) у данных составов.
Меры безопасности
Компоненты, из которых состоит смесь, отличаются высокой химической активностью и сильно раздражают кожу и слизистые оболочки действием. При попадании внутрь организма они вызывают опасное для жизни отравление. Поэтому при работе необходимо строго соблюдать меры безопасности:

Обязательно работать в резиновых или пластиковых перчатках
Обязательно работать в резиновых или пластиковых перчатках.
При работе с составом для пластика обязательно попробуйте действие компонентов на материал перчаток. Если они растворяются — перчатки следует взять из другого материала.
Работать в защитных очках или в прозрачном защитном щитке
Особенно важно соблюдать этот пункт при работе снизу от ремонтируемого объекта — автомобиля, трубопровода и т.п., чтобы исключить попадание кусочков вещества на лицо и слизистые глаз и рта.
В случае случайного попадания на кожу — немедленно промыть большим количеством чистой проточной воды
В случае попадания внутрь организма — выпить много жидкости, лучше молока и немедленно обратиться к врачу.
Беречь от детей! Игра с похожим на пластилин веществом может закончиться в больнице или в морге.
Не применять для ремонта посуды и емкостей, контактирующих с пищей.





