Особенности применения
Рассмотрим основные сферы применения лепестковых кругов:
- Финишная обработка. Лучше всего инструмент справляется с зачисткой сварочных швов независимо от типа металла. Гибкая структура позволяет качественно удалить брызги металла, обработать место соединения и зачистить дефекты, образовавшиеся после лазерной резки.
- Обработка деревянных поверхностей. Владельцы загородных участков знают, что при подготовке деревянной поверхности под покраску рассматриваемый инструмент отлично справится со снятием старой краски без повреждения структуры древесины.
- Удаление окалины и ржавчины. По качеству обработки лепестковые круги следуют сразу за пескоструйными аппаратами. Главное – подобрать нужный размер зерна. В противном случае поверхность быстро засорится и потеряет абразивные качества.
- Подготовка кромок. С этой задачей лучше всего справится специальный фаскосниматель. Лепестковые приспособления используют при подготовке изделий толщиной до 6 мм или криволинейных поверхностей.
В процессе эксплуатации необходимо следить за состоянием круга. Использование не по назначению может привести к дефектам, которые выражаются в виде слишком быстрого износа абразива или его основы. Также эта проблема может возникнуть в случае использования инструмента низкого качества.
Не следует забывать про средства индивидуальной защиты: не рекомендуется производить работы без перчаток, маски и защитных очков. Находясь в закрытом помещении, необходимо позаботиться о достаточной вентиляции.
Правка шлифовальных кругов по ГОСТу

могут возникать нарушения
Выполнение правки может происходить различными способами. При проведении процедуры может использоваться как алмазный, так и безалмазный инструмент. Согласно ГОСТ, в условиях промышленных предприятиях она производится свободным абразивом или с использованием технологии накатывания. Если мастер решил выполнить правку прессованного круга в домашних условиях, то в этом случае можно прибегнуть к использованию более сложного приспособления для правки круга. С его помощью можно выполнить перепрофилирование, произвести очистку круга от засаливания.
Как выбрать абразивный круг
Чтобы выбрать абразивный круг, обратите внимание на его маркировку. Первостепенное значение имеет сфера применения изделий
Бывают насадки для промышленных установок и ручных инструментов. Для работы в бытовых условиях вам потребуется второй вариант. Остальные моменты, связанные с выбором, рассмотрим отдельно.
Зернистость абразива
Размер частиц на полотне варьируется в диапазоне 12–4000 мкм. Обозначается на круге в виде особой маркировки. Общепринятая система шифрования — FEPA. Показатель зернистости в таблице обозначен индексом F. Чем меньше числовое значение, тем больше частицы по размеру.
Есть три основных размера зернистости:
Крупные частицы абразива позволяют с максимальной быстротой нарезать металл, бетон и другие твердые элементы. Однако для тщательного вырезания кромок и пазов необходима мелкозернистая насадка.
Диаметр круга
Диаметр круга должен совпадать с размером режущего инструмента. В продаже есть изделия диаметром 80–500 мм. Бытовые машинки выпускаются под круги диаметрами 115, 125, 150, 180 и 230 мм. Чем больше размер изделия, тем проще распилить толстую деталь из металла.
Фотография № 3: Абразивные диски разных диаметров
Круги на 125–150 мм ближе к универсальным. Они мало весят, при этом легко решают разноплановые бытовые задачи. Также при покупке проверьте, чтобы диаметр посадочного отверстия круга совпадал с креплением на болгарке. Стандартное значение здесь — 22 и 32 мм. Отверстия на 10 мм бывают у кругов, которые устанавливаются на дрель.
Фотография № 4: Абразивный круг на дрель
Вид обрабатываемого материала
Лучшие абразивные круги — те, которые подходят под обрабатываемый материал. Информация об этом будет дана рисунками на поверхности в виде камня, бетона, керамики, металла и т. п. Есть также универсальные изделия, которые подходят для работы с разными покрытиями.
Скорость вращения
Обратите внимание на расчетную скорость вращения насадки. Она должна быть чуть выше той, на которой работает шлифовальная машина
Об этом параметре говорит цвет полоски на изделии:
- зеленая — 100 м/с;
- красная — 80 м/с;
- желтая — 63 м/с.
Плотность круга
На выбор абразивного круга влияет его структура (плотность). Этот параметр показывает, на каком расстоянии друг от друга находятся зерна. Конкретный вид засыпки выбирают по плотности обрабатываемого материала. Всего есть три варианта структуры:
- закрытая — для металлов и агрессивного шлифования;
- полуоткрытая — для цветных металлов, ЛКМ, пластика;
- открытая — для обработки древесины.
Приведем конкретные примеры. Круг PS18EK с насыпкой открытого типа подходит для обработки древесины, снятия ржавчины, краски, шпатлевки. Насадка PS22K полуоткрытого типа предназначена для шлифовки металла и твердой древесины. Изделие PS21FK с плотной засыпкой подходит для обработки нержавеющей стали.
Маркировка абразивных кругов
Полная маркировка, которую наносят на абразивные круги, содержит следующую информацию:
- тип круга;
- габаритные размеры (высота и диаметр);
- абразивный материал;
- класс зернистости;
- уровень твердости;
- структура материала;
- вид связующего элемента;
- скорость вращения;
- класс точности.
Круги на 125–150 мм ближе к универсальным. Они мало весят, при этом легко решают разноплановые бытовые задачи. Также при покупке проверьте, чтобы диаметр посадочного отверстия круга совпадал с креплением на болгарке. Стандартное значение здесь — 22 и 32 мм. Отверстия на 10 мм бывают у кругов, которые устанавливаются на дрель.
Изображение № 2: Маркировка на абразивном диске
Маркировка кругов наносится по разным редакциям ГОСТов, поэтому в шифрах есть отличия по твердости, плотности и другим параметрам. Для понимания маркеров просмотрите таблицу, размещенную ниже.
Изображение № 3: Таблица с маркировками зернистости (ГОСТ, FEPA)
Далее приведем варианты расшифровки для двух кругов.
Фотография № 5: Расшифровка диска 1
- Абразивный материал: 25А — белый электрокорунд.
- Зернистость: 60, то есть 800–630 мкм.
- Твердость: К — средняя.
- Структура: 6 — средняя.
- Связующий элемент: V — керамика.
- Класс неуравновешенности: 2.
Читать также: Как подключить проводку к выключателю двойному
Фотография № 6: Расшифровка диска 2
- Абразивный материал: 14А — нормальный электрокорунд.
- Зернистость: 36–30, то есть 525–625 мкм.
- Твердость: Q-U — средняя/твердая.
- Связующий элемент: BF — бакелит с уплотнителем.
- Класс неуравновешенности: 1.
Применяемые абразивные композиции
Исходными требованиями согласно ГОСТ являются стойкость против фрикционного износа (причём при совместном действии высоких давлений и скоростей скольжения), малая теплопроводность и повышенная поверхностная твёрдость.
В зависимости от интенсивности применения ГОСТ 28818 допускает использование следующих материалов:
- Электрокорунда на бокситовой составляющей, основу которой составляет высокопроцентный оксид алюминия Al2O3 с добавлением окиси кальция. Данное химическое соединение отличается повышенной твёрдостью, которая сохраняется также при высоких температурах, возникающих в зоне шлифования или правки. Маркировка кругов из электрокорунда – от 12А…15А для нормального, до 22А…25А – для белого. С возрастанием индекса прочность круга возрастает вследствие увеличения твёрдости основного вещества.
- Электрокорунда на карбидной основе. Чаще там содержатся карбиды хрома, титана, циркония и кремния. Маркировка начинается от 38А (для циркония) и заканчивается 95А (для хрома и титана). Карбиды данных металлов имеют повышенную стойкость против касательных напряжений среза, а потому пригодны для съёма поверхностных слоёв деталей, подвергшихся термической обработке, либо их правки. Наличие карбида кремния (маркировка 52С…65С) увеличивает стойкость против температурных перепадов.
- Сферокорунда – материала, который получается при раздувке расплавленного оксида алюминия, следствием чего является конечная сферическая форма зёрен (в электрокорунде зёрна – преимущественно плоские). Маркировка данного состава ЭС, и он отличается чрезвычайно высокой твёрдостью. Это обстоятельство позволяет применять сферокорунд для шлифовальной обработки материалов повышенной твёрдости, включая даже твёрдые сплавы.
- Монокорунда (маркировка – 43А…45А), где шлифовальное зерно, в отличие от других видов, имеет монокристаллическую структуру. Это повышает долговечность абразивной композиции, но одновременно увеличивает её стоимость, поскольку технология выращивания монокристаллов — весьма сложная. Более доступной разновидностью является агрегатированный монокорунд, в котором определённым образом сочетаются поли – и монокристаллические участки.
Степень зернистости устанавливается согласно ГОСТ 3647, и также отмечается в маркировке.
Скрепление абразивного компонента с основой выполняется при помощи колец, фланцев, стеклосетчатых дисков и др.









Лепестковый круг для болгарки
Шлифовальный лепестковый диск для болгарки специально изготавливают для установки на болгарку (углошлифовальную машинку). Диаметр кругов различный, от 115 до 230 мм, включая и лепестковый диск для маленькой болгарки. Подбирается диаметр в соответствии с типоразмером инструмента. Оптимальными считаются лепестковые диски для болгарки 125 мм. Диаметр посадочного отверстия, для наиболее распространенных марок, имеет стандартную величину – 22,23 мм. Толщина лепесткового диска около его центра составляет от 1,2 до 2,0 мм, в зависимости от диаметра круга.

Шлифовальный лепестковый диск для болгарки по металлу разделен на отдельные сегменты – лепестки, откуда и пошло его название. Поверхность лепестков покрыта тонким слоем крошки из цирконового электрокорунда, закрепляемого на материале эпоксидной смолой. Перспективной новинкой стала новейшая разработка отечественных инженеров – диск с покрытием из победитовой крошки электроимпульсного дробления, зафиксированной с помощью сверхпрочной пайкой, что увеличивает срок службы. Увидеть диск лепестковый для маленькой болгарки можно на фото.
Обработка деревянных поверхностей болгаркой
При необходимости обработки большого объема деревянных поверхностей, например, подготовить пол к окраске или обновить фасад деревянного дома, лучше всего подойдет такой инструмент как болгарка. В таких случаях применяют лепестковый диск для болгарки по дереву, изготовленный из лепестков с абразивным покрытием, нанесенной на жесткий каркас, уложенные внахлест, перекрывая предыдущий на три четверти длины. Диски различаются по зернистости, которая маркируется на изделии. Подразделяются диски и по назначению. Для снятия шероховатости применяют круги с мелкой зернистостью, для удаления неровностей – средней, для удаления старой краски потребуется круг с крупным зерном. Диаметр дисков – от 115 до 180 мм, в том числе – 125 мм.

Лепестковые круги в зависимости о зернистости могут быстро снять неровный слой, поверхность при этом становится шероховатой или снять все неровности при небольшом слое срезаемого материала. Правильным является последовательное использование дисков с крупной и мелкой зернистостью (Видео). Жесткость круга позволяет прикладывать значительное усилие при зачистке для повышения эффективности.

При обработке изделий из дерева, сложной конфигурации применяется лепестковые диски, в которых полосы наждачной бумаги расположены радиально. Однако, применение такого инструмента требует некоторых навыков. Предварительно необходимо отработать силу прижима и угол наклона инструмента.
Зернистость кругов
Лепестковые торцевые абразивные круги могут иметь разные значения зернистости, и самой большой популярностью будут пользоваться:
Алюминия оксид – данный материал есть возможность получить и в промышленных условиях, а можно и благодаря хлорированию бокситов, каолина и нефелинов, а еще есть метод добычи минерала натурального происхождения, который называют корундом. Он представляет собой самый популярный абразивный материал за счет относительно небольшой стоимости. Недостаток является малый срок эксплуатации, потому что рабочая поверхность быстро засоряется, и теряет свои прекрасные свойства. Чаще всего применяют для шлифования цветных металлов и алюминия. Зернистость приспособлений лепесткового типа варьирует в пределах от Р40 до Р120.
- Алюминия цирконат – таким соединением обычно покрывают инструмент, который используется на металлообрабатывающем предприятии. Материал смог удачно сочетать в себе прекрасную производительность и сохранение эксплуатационных качеств при низкой стоимости на протяжении долгого времени. Применяется для выполнения работ с высоколегированным сортом стали, так как взаимодействие с ними не будет вызывать коррозии нержавеющей стали. Чаще всего можно встретить зерна с размером 40, 60, 80 и 120.
Керамическое зерно – это современный материал, который применяют для производства самых качественных кругов. Он отличается прекрасной стоимостью, а также великолепными эксплуатационными характеристиками. Особенно хороший вариант – керамика, и она смогла зарекомендовать себя при обработке нержавеющей стали – по сравнению с остальными абразивами рабочий цикл будет сокращен больше, чем в 2 раза, а это сводит риск перегревания поверхности до минимума.
Кроме абразивных материалов не менее важную роль будет играть и материал для основания опорной тарелки. В недорогих моделях применяется стекловолокно – это прочное и надежное синтетические соединение, которое обладает высокой степенью адгезии к частицам абразивов. Для кругов с жесткой конструкций в качестве основанию будут использованы пластины из алюминия.
Особенности выбора
Часто на фотоиллюстрациях в цветных каталогах, презентующих круги торцевого типа можно увидеть мужчину, держащего в руках болгарку. Все, кто когда-либо пользовался ею, сразу понимают, о чем идет речь.
Торцевые лепестковые круги нашли широкое применение в качестве шлифовальных дисков для ручного инструмента – болгарки, а также активно применяются в сфере металлообработки.


Многие не знают, как правильно выбирать лепестковый круг, не видят между ними различия. Дешевый вариант – быстро изнашивается, обладает низкой производительностью.

В конечном итоге, более дорогой лепестковый круг оказывается намного лучше, окупая свою стоимость хорошим качеством обрабатываемой поверхности. И – намного дешевле в применении!

В первую очередь обращаем внимание на диаметр круга, который подбирается согласно характеристикам инструмента, к которому он буде крепиться. В основном – подбирают диски к болгарке, ориентируясь на ее технические характеристики

Отверстие круга для посадки — стандартизировано. Но лучше знать диаметр оси своей углошлифовальной машинки, чтобы не ошибиться в выборе круга, не купить неподходящий.

Торцевые шлифовальные круги выпускают конусообразного и плоского типа. Первая разновидность – наиболее универсальна, широко применима. С ней удобнее работать, держать правильный угол, изменять внешний вид изделия, стачивая определенный слой.

Второй же тип – используется для обработки не торцевых, а прямолинейных плоских поверхностей. Не изменяет геометрию обрабатываемой поверхности.

Обращаем также внимание на абразивность зерна круга (размер), материал, из которого изготовлен диск-основа. Крупно или мелкозернистый – зависит от того, что будет обрабатываться

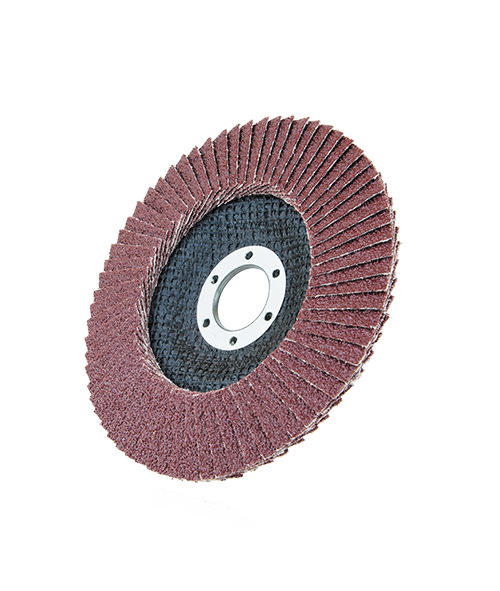
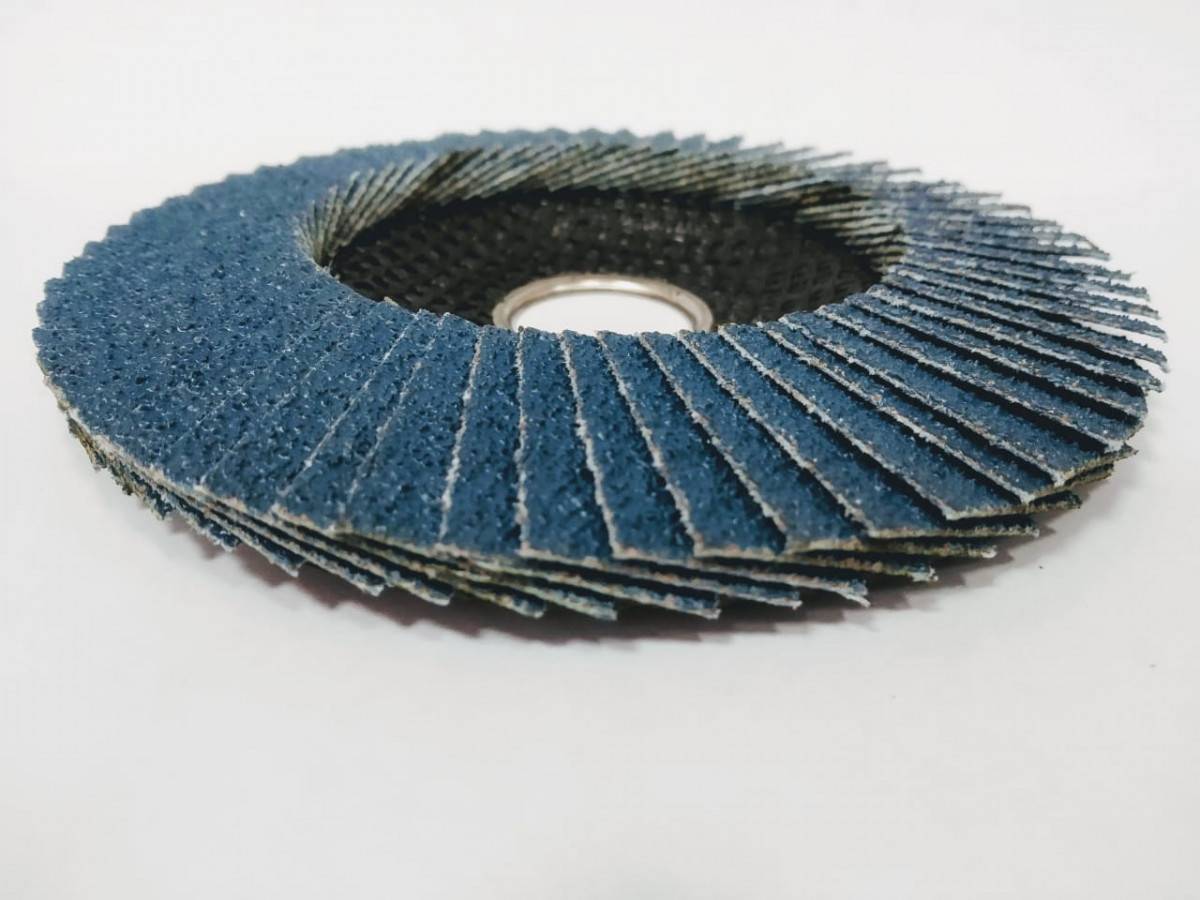
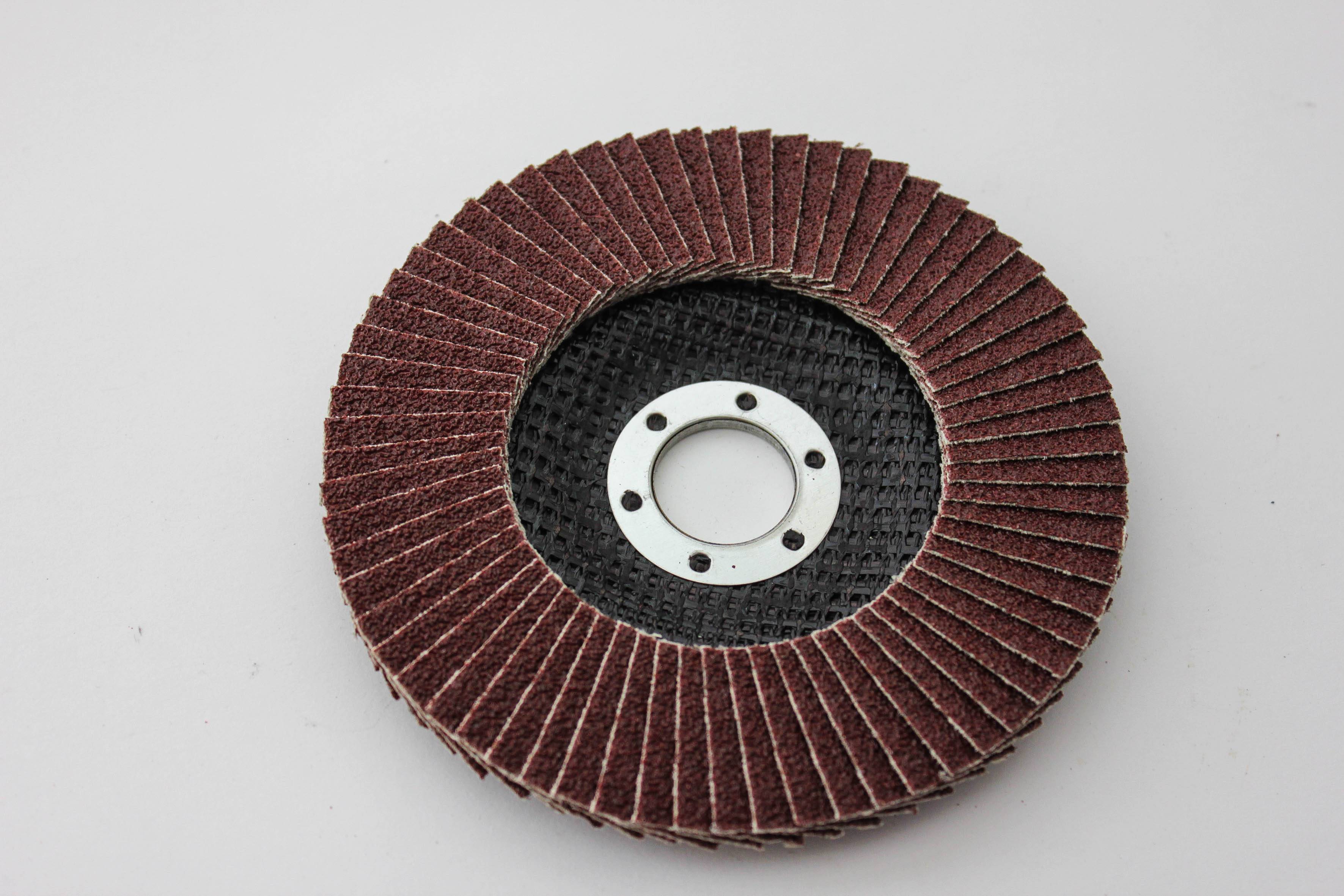
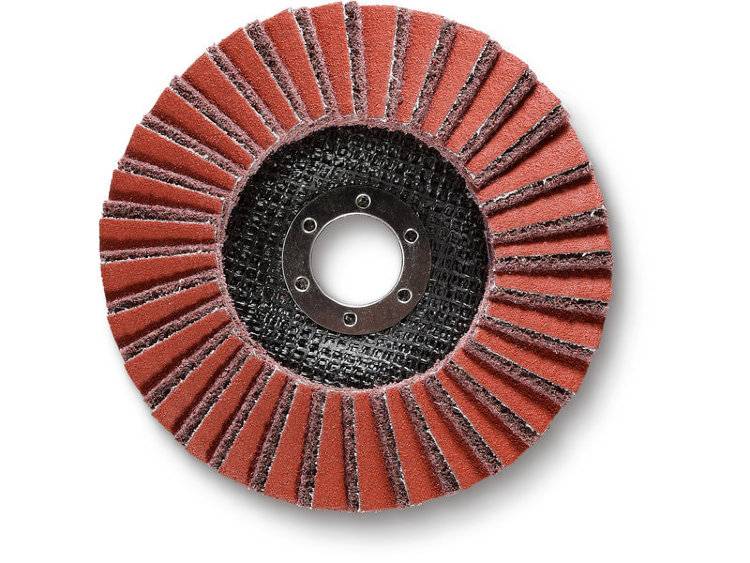
Цвет круга в процессе выбора также имеет значение.
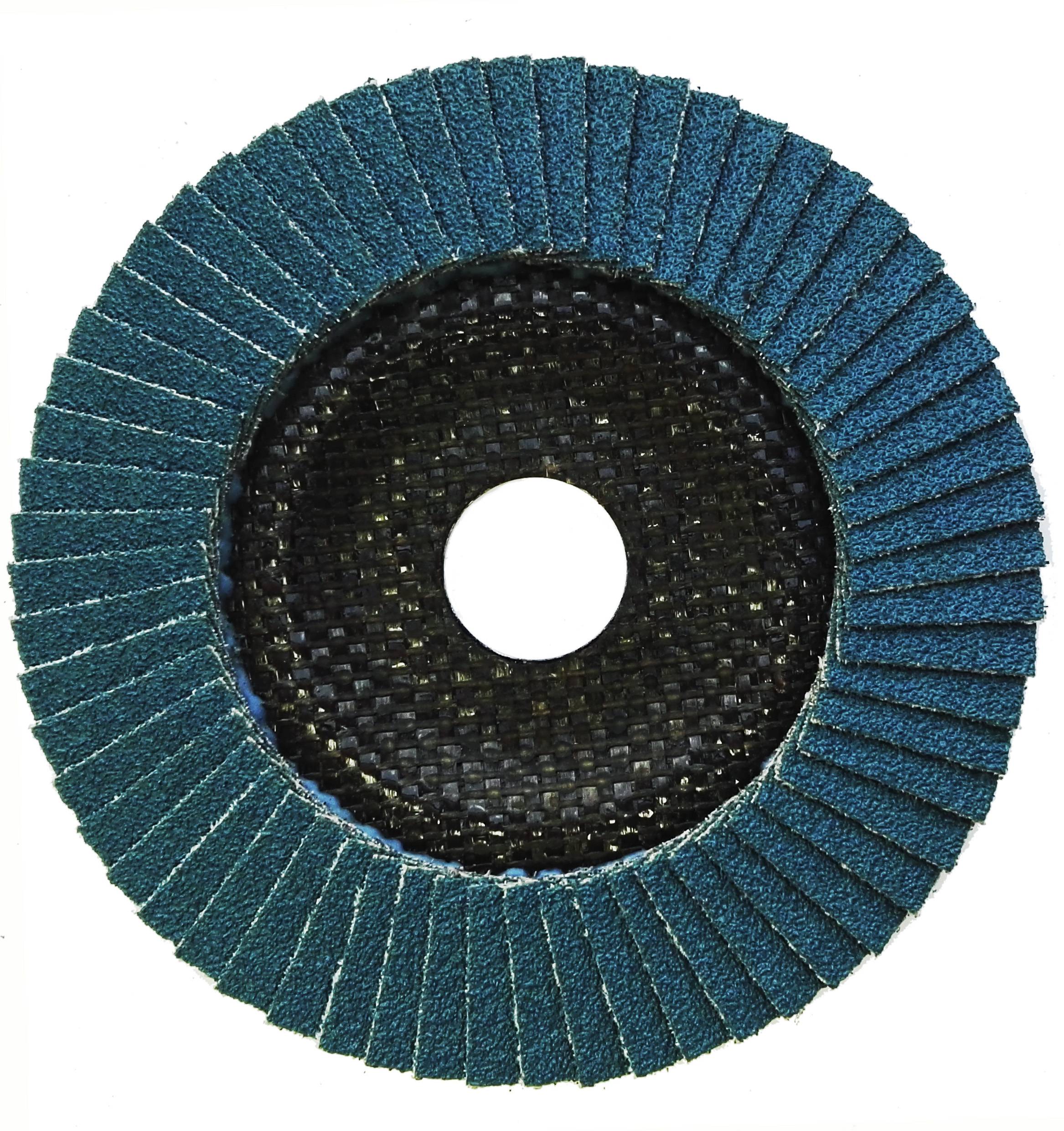
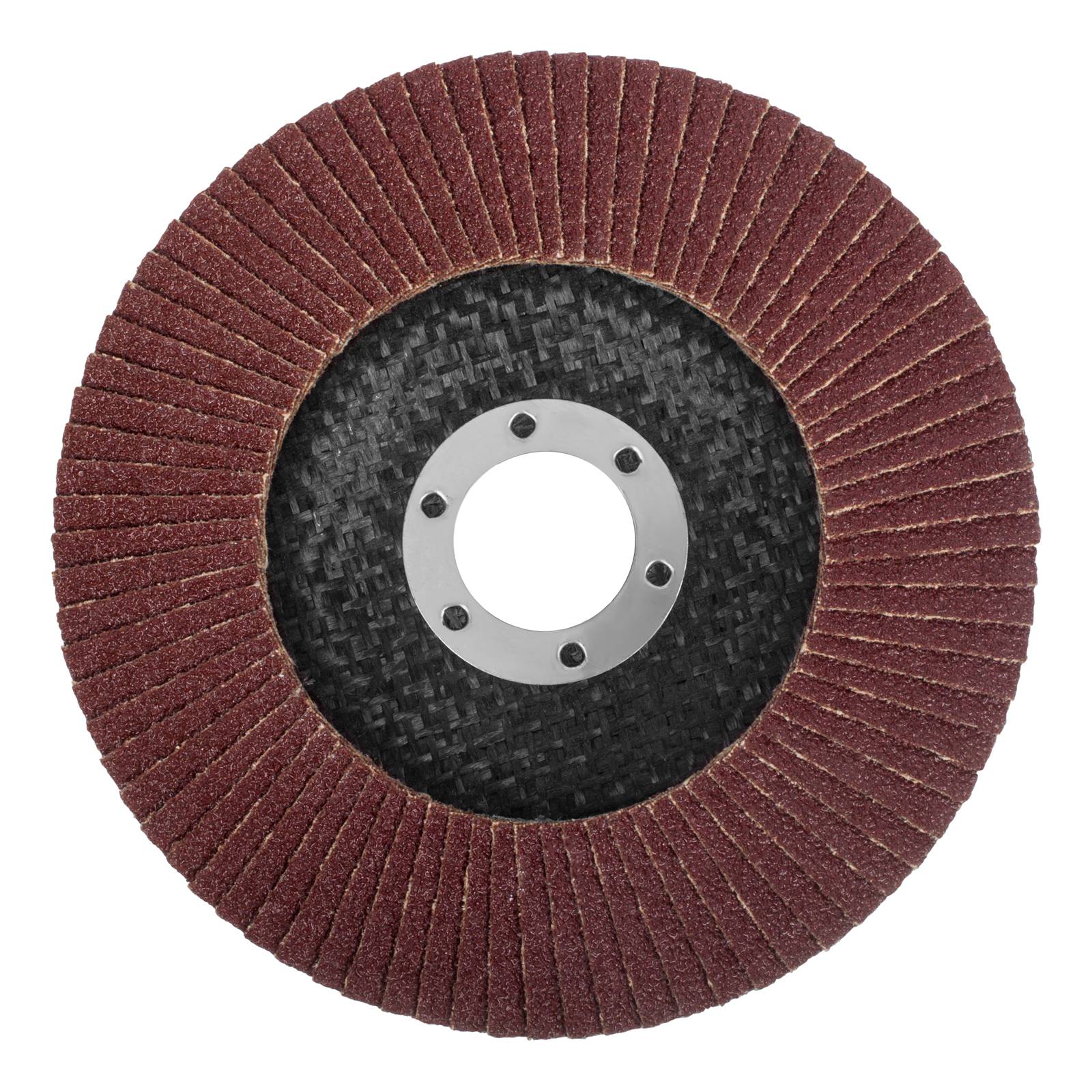
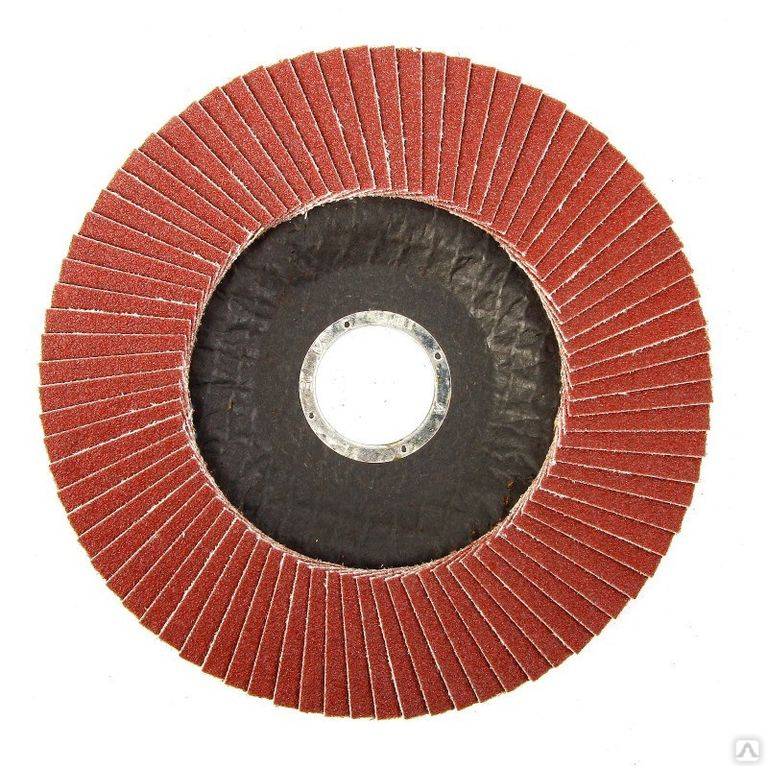
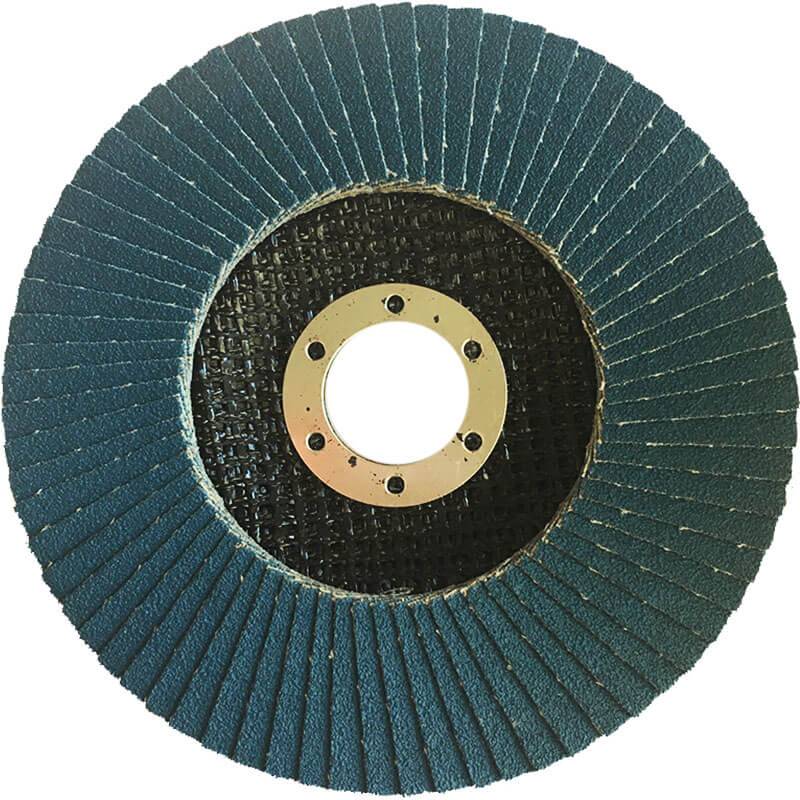
По материалу, лепестковые круги выпускаются следующих цветовых гамм:
- Коричневый (на основе оксида алюминия), самый дешевый;
- Синий, очень редко – зеленый (из цирконата аюминия), имеет умеренную стоимость, чаще всего применяется;
- Красный (керамические зерна), дорогой качественный абразивный круг.
Понятно, что чем дороже круг, тем выше его производительность и надежность.


Таким образом, чтобы подобрать себе подходящий лепестковый круг, нужно ответить на следующие вопросы:
- Какой материал будет подвергаться обработке?
- Какого рода работы будут выполняться?
- Какой рабочий инструмент будет использоваться (дрель, болгарка, стационарный шлифовальный станок)?

Лепестковые круги относятся к расходным материалам. И – чтобы они прослужили дольше, нужно ответственно подойти к процессу их выбора, не покупать просто так, на один раз, гоняясь за дешевой ценой, упуская из виду качество.








Классификация шлифовальных кругов по зернистости
Технические особенности шлифовального круга зависят от степени зернистости.
Классификация по зернистости
Степень зернистости определяет количество снимаемого материала. Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
Круги шлифовальные абразивные с зернистостью разной степени требуются для:
- предварительных операций с большой глубиной резания;
- обтирочных операций;
- обработки алюминия, латуни и меди.
Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности.
Среднезернистые и мелкозернистые круги используются для:
- обработки твердых сплавов;
- обработки закаленных сталей;
- финишного шлифования;
- заточки инструментов.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647.

Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны.
Таблица зернистости шлифовальных кругов по старым и нынешним стандартам
Обозначение зернистости шлифовальных кругов позволит сделать грамотный выбор инструмента, что определит качество выполняемой работы в целом. |
Круги для шлифовки древесины
Назначение

На фото – процесс шлифовки шпунтованной доски.
Обработка древесины включает различные операции, в том числе фрезерование, резку, строгание и шлифовку. Шлифовка, как правило, является финишным этапом обработки и направлена на создание гладкой и красивой поверхности.
При работе своими руками наиболее часто используют шлифовальные круги с абразивным покрытием, которое может состоять из уложенных внахлест лепестков наждачной бумаги или иметь цельную форму с наклеенным на плоскость круга слоем абразива.

Шлифовальные круги на липучке 125 по дереву во время ремонта паркета.
Круги предназначены для выполнения таких операций:
- Черновая обработка древесины, зачистка грубого верхнего слоя. Применяется для обработки нестроганой деревянной доски или бруса;
- Зачистка мест резки от торчащей стружки, выравнивание кромок и срезов;
- Тонкая шлифовка деревянных поверхностей вагонки, половой доски, паркета, деталей мебели и т.д.;
- Реставрация старых потемневших поверхностей путем снятия верхнего слоя, часто используется при ремонте полов и стен, бревенчатых срубов, старинной мебели;
- Удаление слоев краски, лака и других отделочных материалов. Снятие старых покрытий с помощью шлифкругов является наиболее аккуратным и простым;
- Тонкая подгонка соединений с шипами и пазами, врубками, окнами и карманами.

Шлифовальный лепестковый круг по дереву на болгарке.
Разновидности

Лепестковый круг для шлифовки дерева надевается на шпиндель УШМ.
Существуют самые разные типы шлифовальных кругов. Они могут различаться типом абразивного материала, размерами, расположением рабочей плоскости, способом фиксации на инструменте, типом инструмента.
По расположению рабочей плоскости бывают торцевые (тарельчатые) и барабанные насадки. У первых рабочая поверхность находится перпендикулярно оси вращения, у вторых – параллельно вокруг нее.

Барабанный шлифовальный круг для дрели по дереву.
По типу инструмента круги подразделяются на насадки для болгарки, дрели или орбитальной машинки. В зависимости от инструмента различается и способ фиксации насадки.
В качестве абразивного материала чаще всего используется наждачная бумага, но существуют круги с металлической или полимерной щеткой, зубьями и другими поверхностями.
Важной характеристикой инструмента является степень зернистости абразива, в зависимости от которой могут выполняться те или иные операции. Рассмотрим основные классы зернистости:
| Класс зернистости | Номер | Назначение |
| Крупный | 40 – 60 | Обдирание старой краски или лака, грубая обработка нестроганых поверхностей |
| Средний | 60 – 80 | Снятие верхнего слоя со старой древесины, подгонка краев и соединений, зачистка линий обреза |
| Мелкий | 100 – 120 | Тонкая обработка, шлифовка поверхностей, подготовка к покраске и лакированию |
Насадки для болгарки имеют тарельчатый тип и для крепления оборудованы отверстием в центре наподобие отрезных кругов по металлу. Отверстие насаживается на шпиндель шлифмашины для дерева и круг фиксируется зажимной гайкой. Чаще всего абразив нанесен в виде лепестков, что и дало название этому типу насадок.

Круг для шлифовки дерева на болгарку надевается классическим способом.
Круги для дрели могут быть барабанными или тарельчатыми. Тарельчатые круги чаще всего имеют гибкую резиновую основу или мягкую прокладку между кругом и абразивом, это необходимо для сглаживания наклонов оси при работе. Также для этих целей применяют гибкое крепление штыря, который служит для фиксации в патроне дрели.
Существуют и специальные орбитальные эксцентриковые машинки для шлифовки древесины. Они используют наждачные круги, которые наклеиваются на тарелку из фибры, пластмассы или резины. Цена таких машин выше, но и качество работы, соответственно, тоже.

Абразив на орбитальную машинку клеится на липучке.
Разновидности дисков, специфика их использования
Изготавливается ряд вариантов кругов для шлифования. Подвергнем анализу самые востребованные. Диск торцевой лепестковый (КЛТ), предназначается для обрабатывания элементов из железа, древесины, пластмассы. Основная рабочая зона – край круга. Производятся круги с зернистостью 500 и диаметром в 115-180 миллиметров, особенно ходовой – 125 мм. Размер посадочного гнезда – 22 миллиметра. Может использоваться до глубокой выработки. Употребляется как для первичной обработки, так и для завершающей зачистки. Имеются выгнутые и ровные модификации дисков, что дает возможность менять глубину забора пласта. Идеален для обработки плоскости перед нанесением ЛКМ.






Есть 2 варианта КЛТ:
- прямой, для обширных участков при шлифовке плоскостей и сопряженных плоских поверхностей;
- конусообразный, для шлифования швов, кромок и стыковых соединений.
Круг складчатый (КЛС) либо лепестковый пакетный (КЛП) производится в виде железной основы с большим числом фрагментов. Изделие подходит для самых разных материалов, в том числе металла и пластмассы. Максимальный диаметр доходит до 500 миллиметров, используется для механического и ручного обрабатывания плоскостей, размер гнезда посадки от 30 до 100 миллиметров. Размер абразивных зерен – до 500. Данные круги предназначаются для обрабатывания значительных плоскостей. Опция регулирования скорости предусматривает превосходные результаты при полировании плоскости.
Лепестковый диск с оправкой (КЛО) содержит в своей структуре оправку, посредством которой монтируется в инструмент. Практикуется для шлифовки внутренних поверхностей. Обширный масштаб типовых размеров дает возможность выбрать образец под какую угодно площадь подвергаемых шлифовке элементов. Размер абразивных зерен КЛО колеблется от 40 до 500, диаметр – от 15 до 150 миллиметров. Данная модель кругов дает возможность достигнуть хорошего уровня шлифовки.
Лепестковый круг для углошлифмашины (УШМ, болгарки). Этот лепестковый абразивный диск создается непосредственно для монтирования на угловую шлифмашину. Диаметры дисков разные, от 115 до 230 миллиметров, в том числе и диск с лепестковой структурой для небольшой углошлифмашины. Выбор диаметра осуществляется пропорционально типовому размеру инструмента. Идеальными являются диски для угловой шлифмашины 125 миллиметров. Диаметр гнезда посадки для особо востребованных моделей обладает стандартизованным параметром – 22, 23 миллиметра. Толщина круга возле его середины равняется от 1,2 до 2 миллиметров, с учетом габаритов круга.
Абразивный диск для углошлифмашины по металлу разбит на самостоятельные сектора – лепестки, от этого и идет его наименование. Лепестки покрываются тоненьким пластом крошки из синтетического корунда циркониевого электродуговой плавки, фиксируемого на основании посредством эпоксидки. Многообещающей новацией стала последняя наработка российских специалистов – круг с напылением из мелких частиц победита электроимпульсной технологии измельчения, закрепленной посредством чрезвычайно прочной припайки, что повышает срок эксплуатации.





