УФ клей — что это, его преимущества
Ультрафиолетовый клей также называют фотополимерной смесью, основой состава служит метакрилат. Данный компонент дает получить надежное средство для приклеивания поверхностей, при этом шов получается абсолютно прозрачным.
Использование ультрафиолетового клея обуславливается целым рядом положительных качеств, которые выгодно отличают его от других клеевых растворов. Преимуществами выделяют;
- Идеально прозрачный и особо прочный шов;
- Высокая устойчивость к воздействию влаги;
- Долговечный результат;
- Термоустойчивость, выделяется своей способностью выдерживать различные температуры, начиная от -40, заканчивая +150 градусами. При этом сохраняется вся надежность соединения без изменения;
- Безопасность, в компонентах не используются растворители, это невоспламеняющееся вещество;
- Способность выдерживать значительные нагрузки, в том числе и механические удары;
- Может использоваться для приклеивания стекла с металлом и с пластиком.
 В компонентах не используются растворители, это невоспламеняющееся вещество.
В компонентах не используются растворители, это невоспламеняющееся вещество.
Особенности и сфера применения
Характеристики UV клея позволяют использовать средство в разных сферах. Спектр применения включает склеивание со следующими предметами:
- Для мебели из стекла, витражных изделий, стеклянных витрин;
- Аквариумы;
- Солнечные батарейки;
- Посудная продукция;
- Ювелирные изделия;
- Электронно-технические детали;
- Гелиоколлекторы.
Светоотверждаемый клей легко справляется со склеиванием элементов триплексного стекла, может использоваться для ремонтных работ со стеклом разных гаджетов. При этом раствор улучшает, получаемые изображения на экранах смартфонах и планшетов, уменьшает вероятность повторной их поломки. Применим для работы с пластиком и другими материалами, которые под воздействием ультрафиолета становятся прозрачными.
 Раствор улучшает, получаемые изображения на экранах смартфонах и планшетов, уменьшает вероятность повторной их поломки.
Раствор улучшает, получаемые изображения на экранах смартфонах и планшетов, уменьшает вероятность повторной их поломки.
УФ-печать: история развития
Первый принтер для струйной УФ-печати был выпущен в 2000г (Durst Rho160). Первоначально источником УФ-освещения были УФ-лампы, однако в последующем начиная с 2007 года) производители стали использовать УФ-светодиоды. Светодиоды имеют ряд преимуществ:
- Быстрый переход в рабочее состояние;
- Спектр излучения фиксированный по определённому диапазону;
- Низкое энергопотребление;
- Минимальное выделение тепла;
- Длительные сроки эксплуатации;
Но вместе с тем есть также ряд минусов:
- Низкая мощность одного светодиода;
- Высокая стоимость
- Излучение УФ-светодиодов полимеризирует верхний слой чернил за несколько прогонов, в то время как УФ-лампа — всего за один прогон.
- Сложность с подбором чернил, пригодных для отверждения УФ-светодиодами
Изобретение УФ-отверждаемых чернил помогло избегать проблем, возникающих с трафаретной печатью. Во-первых, применение УФ-красок вместе с ротационными печатными аппаратами позволило повысить скорость рулонной трафаретной печати и приблизить её к скорости флексографической и офсетной печати. Это позволило эффективно сочетать различные печатные технологии в одной машине. Новые высокоскоростные тигельные и рулонные машины трафаретной печати обеспечивают точную приводку и возможность печатать на разнообразных материалах.
Использование УФ-отверждаемых чернил повысило разрешающую способность печати и дало возможность печатать тонкими слоями, которые не засыхают на печатной форме и не забивают ячейки высоколиниатурной сетки. В прошлом УФ-чернила имели ряд недостатков, которые мешали их использованию в многокрасочной широкоформатной печати. К примеру, при печати несколькими цветами чернил, нельзя было допустить переотверждения слоя, поскольку последующий слой УФ-краски мог не закрепиться на предыдущем. Кроме того, слой краски был достаточно хрупким. У современных УФ-чернил этих недостатков нет.
УФ-отверждение
В современной промышленности данный вид отверждения лакокрасочных покрытий становится все более и более востребованными. Связанно это с объективными причинами, обусловленными неоспоримыми преимуществами данного вида сушки: практически мгновенная полимеризация покрытия, высокая твердость и стойкость УФ-отверждаемых покрытий к царапанию и истиранию, химическая стойкость, хорошая адгезия к инертным подложкам (полиэтилен, полипропилен…) относительная пожаробезопасность, легкость монтирования УФ-поста отверждения в уже существующие окрасочные линии, что позволяет существенно увеличить их производительность.
Полимеризация на стадии инициирования УФ-отверждаемых красок делится на два типа: радикальная и катионная. Радикальная используется для отверждения акриловых и метакриловых мономеров. Получили распронение краски такого типа в основном в полиграфии для отверждения тонких или прозрачных лакокрасочных пленок. Катионная полимеризация используется для отверждения более толстых пленок, они дают меньшую усадку, более эластичны и имеют лучшую адгезию к “проблемным” материалам типа полипропилена и алюминия, однако их внедрение в промышленность происходит достаточно медленно из-за их дороговизны и более медленной скорости полимеризации относительно красок радикального типа отверждения.
При применении УФ-отверждения в покрасочных линиях рекомендуется устанавливать пост предварительной ИК или конвективной сушки, связано это с тем, что все большее распространение получают УФ-отверждаемые краски на водной основе, а из них необходимо испарять влагу перед УФ-отверждением, и даже при использовании красок на органической основе позволит избежать накопления паров растворителя в камере УФ-отверждения и возникновения пожароопасных ситуаций. 4 минуты при 60 °С, вполне достаточно,чтобы подготовить водно-дисперсионные лкм для уф-сушки.
УФ-отверждение, на данный момент, одна из самых динамично развивающихся областей лакокрасочной промышленности, и применение энергоэффективных излучателей совместно с экологичными и высокоэффективными лакокрасочными системами, позволят ей в ближайшем будущем завоевать значительную долю рынка высокопроизводительных лакокрасочных систем.
Применение УФ-чернил в офсетной печати
В листовом УФ-офсете используют быстрозакрепляющиеся составы с сиккативами, растворителями, связующим и разными пигментами. На машины, работающие с UV-материалами, ставят специальные валики и полотна, резина на которых не набухает. Готовые оттиски пригодны к постпечатной обработке — тиснению, вырубке.
Сегодня распространена офсетная печать на традиционных УФ-материалах, застывающих под ртутными сушками. После отвердевания поверхность покрывают лаком, чтобы увеличить ее износоустойчивость. Но у высокореактивных чернил сфера применения шире. Они застывают под энергосберегающими (ECO UV) и светодиодными (LED UV) лампами. Нет необходимости в защитном лаке — поверхностный слой стойкий, адгезия высокая.
 Офсетная машина, печатающая на УФ-чернилах
Офсетная машина, печатающая на УФ-чернилах
При печати УФ-офсетом технологам-полиграфистам нужно помнить о некоторых моментах:
- загрязненные, слабые лампы — причина липкости поверхности, нестойкости красок;
- неправильно подобранные офсетные полотна или бумага с ослабленным поверхностным слоем приводят к выщипыванию волокон;
- если неверно выставить давление между полотнами или превысить норму увлажняющего раствора, полутона не пропечатаются.
Черный пигмент нельзя класть поверх других красок. Он поглощает ультрафиолет, и лучи не пройдут в слои под ним. Поэтому печатники при наложении тонов строго соблюдают цветовую последовательность B-C-M-Y (черный, голубой, маджента и желтый).
Конфигурация
Существуют три основные конфигурации широкоформатных УФ-принтеров. Конфигурация оказывает значительное влияние на точность размещения изображения относительно материала, а также определяет скорость тиражного производства.
УФ-принтеры для работы с рулонными носителями

Подача материала в этих типах станков осуществляется с помощью прижимных роликов точно так же, как и во всех струйных принтерах. Используется такая конфигурация в основном для печати на мягких (рулонных) носителях, что включает баннерные ПВХ-ткани, холст, самоклеящиеся пленки, сетки. Покупка такого принтера оправдана при ориентировании печатного производства только на рулонные материалы.
УФ-принтеры конвейерной конфигурации

Эта конфигурация УФ-принтеров наиболее функциональна и потому востребована. Она позволяет печатать как на рулонных носителях, так и на большинстве жестких (листовых) материалов. Конвейер представляет собой сетчатую ленту, натянутую между двумя валами. Для фиксации материала используется вакуумная система прижима. Как правило, такие станки снабжены системой подачи-приема (сматывания) рулонных материалов. Применение такого типа конфигурации особенно эффективно при тиражных производствах, когда минимальное время на подачу и на съем материала является важным фактором. При печати на жестких материалах в случае наличия повышенных требований к точности совмещения изображения и краев носителя возможны отклонения при подаче материала, и чем длиннее изделие, тем смещение будет больше. Такой недостаток связан с неравномерностью натяжения конвейерной ленты и материалом, из которого она состоит. Сводить к минимуму такой недостаток может только оператор станка, владеющий необходимым для этого опытом и мастерством.
УФ-принтеры планшетной конфигурации

Данная конфигурация подразумевает наличие неподвижного горизонтального стола. Все основные движения совершает портал (надстройка с кареткой). Материал закрепляется на столе с помощью вакуумной системы прижима или же с использованием двусторонней клейкой ленты для временной фиксации. Такие станки рекомендованы для печатных производств, ориентированных на изделия из жестких (листовых) материалов, включая пластик, стекло, металл и древесину. Возможность печати на рулонных материалах предусмотрена только на некоторых моделях планшетных принтеров путем включения в конфигурацию дополнительных узлов (опций), что ведет к увеличению стоимости станка. Технологически планшетные УФ-принтеры являются более предпочтительным решением по сравнению с конвейерной конфигурацией благодаря наличию неподвижного стола: исключена возможность смещения материала, независимо от его веса, и, как следствие, обеспечивается более точное нанесение краски на поверхность относительно краев материала, что не всегда возможно при использовании конвейерной ленты.
Популярные вопросы
УФ-краски дороже водных?
Если сравнивать цены красок в расчете за килограмм красящего вещества, то можно утверждать, что УФ-краски дороже водных. Однако отходов от УФ-краски меньше.
УФ-оборудование потребляет много энергии?
УФ-оборудование требует больших энергозатрат. Но в сравнении с газовой сушкой ультрафиолетовая потребляет в два раза меньше кВт.
Как часто необходимо менять УФ-сушки?
Все зависит от условий эксплуатации и своевременного техобслуживания. Эффективность УФ-ламп сегодня находится на высоком уровне. Для качественного отверждения возможна замена старых ламповых камер на новые модели того же производителя с сохранением источника питания.
На что еще можно наносить УФ-печать?
На любую плоскую поверхность. Печать может наноситься на кафель, керамическую плитку, холст, любой вид камня, дерево, металл, стекло, пластик, ткань, бумагу.
А ознакомиться с наружной рекламой от компании «СБ Формат» можно прямо ТУТ. Со всеми преимуществами и недостатками наружная реклама остаётся одним из важных элементов привлечения клиентов, а «СБ Формат» готовы помочь любому клиенту с заказом любой сложности – заполни заявку на сайте или позвони по номеру +7(961)588-23-93.
На что обратить внимание при выборе лампы для сушки
Особое внимание также необходимо уделять выбору ламп для проведения сушки средства, чтобы сократить время застывания и сохранить прозрачность шва. Следует придерживаться следующих параметров при осуществлении выбора:
Отвердение производиться под уф-лампами, при выборе обращают внимание на длину волн, в зависимости от контура склейки, лучше подбирать длину волн до 330-420 нм;
Мощность определяет, с какой толщиной предмета сможет справиться прибор. Оптимальным будет вариант с мощностью 300-500 Вт
Подобные устройства могут просушить толстые предметы без труда;
Для получения равномерного распределения клеевого состава необходимо, чтобы длина изделия не была больше длины самого устройства;
Важным параметром является наличие защитных средств (светофильтров) от попаданий ультрафиолетовых лучей в глаза и на кожу мастера, выполняющего просушку.
Особое внимание также необходимо уделять выбору ламп для проведения сушки средства, чтобы сократить время застывания и сохранить прозрачность шва.
Реакционные свойства УФ-красок
В УФ-красках используются специальные низкомолекулярные соединения, которые по своим свойствам во многом напоминают растворители, что применяются для обычных красок. Однако в них есть ключевая особенность – это не летучие соединения. То есть, они остаются в структуре краски даже после высыхания и создают наряду с олигомерами единую структуры.









Реакционные мономеры – это именно те компоненты, которые формируют специфический запах красок или лаков, а также могут вызывать раздражение при воздействии на кожу или слизистую оболочку глаз, носа, рта. На данный момент ведется активная работа с целью минимизировать количество мономеров в составе УФ-красок, а в идеале и вовсе их исключить. Тем не менее, даже при наличии таких мономеров материалы остаются куда более безопасными для здоровья и практичными в использовании, чем аналоги.
Механизмы закрепления УФ-красок
Традиционные чернила «прилипают» к основе лучше ультрафиолетовых, так как в их состав входят связующие смолы и декапированные масла. Бумага поглощает составляющие, и вязкость печатных материалов повышается. Механизм закрепления УФ-составов иной.
Типографии работают по двум базовым схемам:
- Для впитывающей основы — УФ-сушка на приемке. Линия с 2—3 светильниками мощностью до 200 Вт/см понадобится при печати триадой. Если нужно увеличить число секций или использовать белила, количество сушек растет.
- Для невпитывающих поверхностей — по одной лампе после каждой секции, плюс сушка на приемке.
Вторую схему рекомендуют использовать и при работе с высококрасочным рисунком. Тогда ультрафиолетовое излучение проникнет во все слои и поверхность правильно полимеризуется.
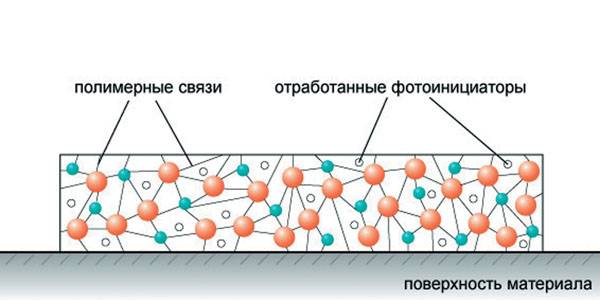
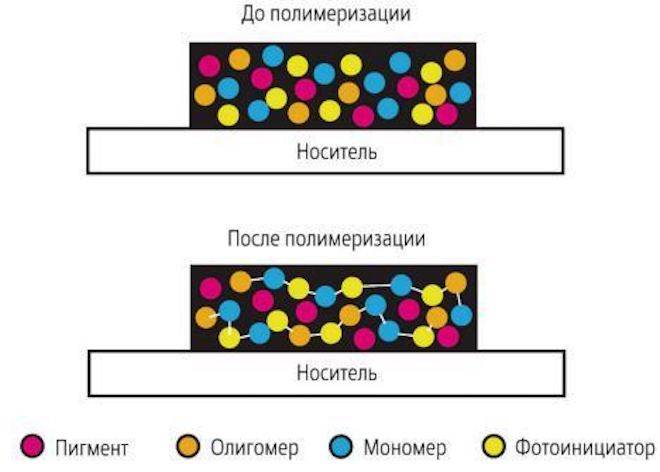 УФ-отверждаемые чернила до и после полимеризации
УФ-отверждаемые чернила до и после полимеризации
Фиксация — результат кислородного окисления и полимеризации связующих элементов. В УФ-составах много сиккативов, акрилатных олигомеров, и поверхность «схватывается» за секунды. При работе с невпитывающими поверхностями в чернила для ультрафиолетовой обработки добавляют полиэфир или полиуретанакрилат. Эти вещества увеличивают адгезию.
На видео показан процесс печати УФ-красками на чехлах для телефонов:
Сушильные устройства
Сушильные устройства включают следующие основные узлы: лампу, рефлектор, систему охлаждения.
Лампы характеризуются двумя основными параметрами: типом и мощностью. В настоящее время в сушилках устанавливаются газоразрядные лампы, работающие в постоянном или импульсном режиме. Наиболее часто используются ртутные лампы, которые излучают примерно равное количество энергии в каждом из диапазонов УФспектра. Для корректировки спектра излучения в ртуть могут добавляться пары свинца, железа, кобальта, галлия, индия и других металлов.
Ртутная лампа представляет собой содержащую смесь инертного газа (чаще всего аргона) и паров ртути трубку из кварцевого стекла, в которую герметично вмонтированы два электрода. При подаче на электроды напряжения, величина которого может достигать нескольких тысяч вольт, возникает дуговой разряд, сопровождающийся свечением смеси газов. Трубка из кварцевого стекла пропускает около 90% УФизлучения, при этом она должна выдерживать температуру до 600800 °С.
В настоящее время в сушильных устройствах устанавливаются лампы мощностью от 80 до 240300 Вт/см. Срок службы лампы зависит частоты ее включения/выключения и от эффективности системы охлаждения. По мере эксплуатации ртутной лампы эмиссия излучения в УФдиапазоне уменьшается. Одной из причин этого явления может быть помутнение кварцевого стекла. Замену ртутной лампы рекомендуется выполнять через 15003000 часов эксплуатации.
Паспортная мощность лампы дает лишь приблизительное представление о том, сколько УФизлучения попадает на запечатываемый материал. Реальная мощность УФизлучения зависит от целого ряда факторов, в том числе от конструкции и качества рефлектора. Непосредственно на оттиск направляется около трети УФизлучения лампы; оставшиеся две трети попадают на рефлектор.
Рефлекторы УФсушилок, как правило, имеют покрытие из полированного или матированного алюминия, так как этот металл характеризуется одним из наибольших коэффициентов отражения УФизлучения (90% против 60% у нержавеющей стали). Поскольку алюминий чувствителен к высоким температурам, его поверхность подвергается специальной обработке.
По форме рефлекторы делятся на параболические, эллиптические и с переменной геометрией. Параболические рефлекторы рассеивают свет, отражая лучи вертикально вниз. Их целесообразно применять при малой толщине красочного слоя и при печати на термочувствительных материалах. Эллиптические рефлекторы фокусируют излучение в узкой области под лампой и могут применяться при сушке толстых красочных слоев и высокопигментированных или характеризующихся низкой реакционной способностью красок. Рефлекторы с переменной геометрией нашли применение в сушильных устройствах для листовых офсетных машин, в которых сушка верхней части оттиска осложняется тенью от системы проводящих лист захватов.
Как уже было отмечено выше, при возникновении дугового разряда ртутная лампа сильно нагревается. Для того чтобы тепло от лампы не нагревало запечатываемый материал и элементы печатной машины, сушильные устройства оборудуются системой охлаждения. В современных сушилках, как правило, используются водяные системы, охлаждающие рефлектор и запечатываемый материал. Лампы обдуваются воздухом с помощью вентиляторов.
Для фильтрации теплового ИКизлучения лампы используются дихроические рефлекторы («холодные зеркала») или дихроические фильтры. Первые пропускают ИКволны и отражают УФизлучение, вторые устанавливаются между лампой и запечатываемым материалом и отражают ИКволны и пропускают УФизлучение. В последнее время стали также применяться водные фильтры устанавливаемые между лампой и запечатываемым материалом емкости с дистиллированной водой, которая поглощает ИКизлучение. Существенный недостаток водных фильтров поглощение ими части УФизлучения, особенно диапазона С, что приводит к необходимости использования более мощных ламп. Вода в таких фильтрах должна быть свободной от любых микроорганизмов, а также минеральных добавок.
В процессе работы на элементах УФсушилки, лампах, рефлекторе и фильтрах, осаждаются пыль и грязь, снижающие коэффициент пропускания кварцевого стекла и фильтров, а также коэффициент отражения покрытия рефлектора. К тому же со временем частички пыли и грязи могут затвердевать под действием тепла от лампы. Для чистки УФсушилок следует использовать мягкие салфетки, смоченные в этаноле или в изопропиловом спирте. Также необходимо регулярно менять фильтры в системе вытяжки воздуха и контролировать состояние труб подачи воды в системе охлаждения рефлектора и запечатываемого материала.
УФ отверждаемые краски
 Если проанализировать рынок лаков и красок по всему миру, то можно убедиться, что из-за ужесточения экологических законов в большом количестве государств, снижается изготовление и использование лаков и красок, которые разбавляют органическими растворителями и которые производят с применением токсичных веществ.
Если проанализировать рынок лаков и красок по всему миру, то можно убедиться, что из-за ужесточения экологических законов в большом количестве государств, снижается изготовление и использование лаков и красок, которые разбавляют органическими растворителями и которые производят с применением токсичных веществ.
Снизить неблагоприятное воздействие от изготовления и потребления материалов лакокрасочной промышленности возможно, если применять новые инженерные технологии (совершенствование процедуры окрашивания поверхностей, автоматизация производства, применение новых методов очищения производственных отходов) либо производить экологичные виды лаков и красок, применяя современные технологии их изготовления.
К таким лакокрасочным материалам относятся порошковые лаки и краски. Окрашивание материалом в виде порошка является безотходным и экологичным методом окрашивания. Его разработали в середине 20 века. А сейчас порошковым материалом покрывают 15% поверхностей, требующих окрашивания, во всем мире.
Красящие материалы в виде порошка являются смесями пигментов, наполнителей и образователей пленки, которые при расплаве образуют сплошное покрытие на окрашиваемой поверхности.
В таких материалах дисперсной средой выступает воздух (нет растворителя либо воды), из-за чего этот вид лакокрасочных материалов является более выгодным с экологической, технической и экономической точек зрения, чего нельзя сказать об обычных материалах промышленности, выпускающей лаки и краски.
Однако такие материалы еще относительно новые на рынке лаков и красок, поэтому их выпуск представлен небольшим ассортиментом. Есть материалы на базе термореактивных полимеров (по-другому олигомеров) и на базе термопластичных полимеров.
Специфика ЛКМ УФ-отверждения
В печатных цехаъх применяют акриловые, водоразбавимые, а еще лаки полиэфирного типа и красочные средства, которые отверждаются ультрафиолетовым излучением.
Акриловые
Такие типы красок буквально за несколько минут просыхают и отличаются высокой степенью реактивности, а еще имеют практически 100%-ный сухой остаток. В составе есть ультрафиолетовых отвердитель, а прочность и твердость полученного слоя дают возможность применять материалы при окрашивании покрытий паркетного типа. Они полностью экологичные, и во время просыхания практически не выделяют испарения. Но при контакте с открытой кожей они способы нанести вред, и потому производить работы с лакокрасочными акриловыми составами следует в респираторе, перчатках и очках. Из-за высокой степени вязкости акриловые лакокрасочные материалы нельзя наносить методом распыления.
Полиэфирные
Такие лаковые составы и краски недорогостоящие, но для идеального просыхания требуется обдувание. Отверждаются при воздействии огромного количества ультрафиолетовых ламп. Подойдут для нанесения посредством распыления, и слои лакокрасочного материала имеют свойство желтеть при отверждении ультрафиолетом.
Водоразбавимые
Характеристики таких материалов следующие:
- Высокое качество.
- Экологичность.
- Безопасность.
Обратите внимание, что лакокрасочные материалы водоразбовимого вида не желтеют, а еще пригодны для распыления. При просыхании они образуют прочные пигментные слои с высоким качеством
Они в полной мере безвредные при попадании на открытые участки кожного покрова. Еще они куда дороже. Чем полиэфирные и акриловые средства, и для них требуется конвективная сушка.
Для вас мы подготовили таблицу сравнения полиэфирных, акриловых и водоразбавимых красок ультрафиолетового отверждения.
| Наименование | Степень реактивности | Экологичность средства | Цена | Недостатки |
Акриловые | Высокая | Не способны выделять испарения, а также наносят вред при контакте с кожными покровами | Средняя | Недопустимо распылять |
Полиэфирные | Низкая | Экологичные | Средняя | Начинают желтеть при просыхании, и для полного отверждения требуется пройти стадию обдува, а также туннель |
| Водоразбавимые | Высокая | Экологичные, не наносят вред при контакте с кожным покровом | Высокая | Требуется особое конвективное просушивание |
УФ-краски в печати
Методика отверждения ультрафиолетовым излучением применяется практически во всех способах печати:
- трафаретной всех видов;
- флексопечати;
- шелкографии;
- офсетной листовой и рулонной;
- полиграфии;
- широкоформатной, на струйных принтерах.

Благодаря неповторимым свойствам красящих материалов практически очень быстро отверждаться, печатать УФ-красками можно на разном материале:
- бумаге;
- древесине;
- пластмассе;
- пленке;
- пластике.
Если печать изготавливается на невпитывающих материалах, к примеру, полиэтиленовых пленках, нужно контролировать натяжение поверхности, из-за того что проблема сцепки красящего слоя с пленкой или пластиком может быть миной замедленного действия. Изъяны станут заметны позже, а поправить брак будет не представляется возможным, благодаря этому натяжение выверяют специализированными чернилами или тестовыми карандашами.









Во время печати обязаны выполняться следующие условия климата:
- температура от 18 до 24 градусов;
- влажность от 50 до 60%.
Главное! Свет от ламп дневного освещения и лучи солнца не должны попадать на печатную машину, банки с красящими материалами. Для защиты на окнах нужно применять жёлтые фильтры и лампы безопасного жёлтого и белого спектра.
Изделия которые уже готовы можно покрыть лаками UV отверждения, которые оберегают продукцию и создают специализированные эффекты, к примеру, матовую либо глянцевую поверхность. УФ-лакирование считается экологической, неопасной и рентабельной технологией.
В общем, краски и лаки, отверждаемые ультрафиолетовым излучением, очень популярны в печатных цехах Москвы, из-за того что даже при печати на «капризных» материалах дают желаемые результаты.
Источники УФ-излучения
При создании систем получения УФ-покрытий особое внимание стоит уделить непосредственно источникам УФ-излучения. Как правило для УФ-отверждения используют ртутные лампы
Они представляют собой кварцевые баллоны, содержащие металлическую ртуть. Атомы ртути возбуждаются под действием электрического поля и испускают излучение в УФ-диапазоне спектра. Давление пара ртути и определяет диапазон излучения, соответственно лампы бывают низкого, среднего и высокого давления.
Помимо ртутных используют люминесцентные, ксеноновые лампы, кварцевые излучатели, а так же в последнее время начали появляться светодиодные УФ-излучатели. Влюбом случае, независимо от типа излучателя нужно учитывать, что частота его излучения должна соответствовать частоте поглощения фотоинициатора.
Универсальным является вариант с применением лампы широкого спектра, однако у такой лампы имеются свои недостатки: высокое энергопотребление и образование озона в процессе работы, который вреден для здоровья человека.
Подобрав лампу соответствующую частоте поглощения фотоинициатора можно оптимизировать процесс сушки.
Лампы UVC используются для быстрой сушки тонких слоев краски(до 20 мкм). Использование UVB спектра позволяет добиться более полной и стабильной полимеризации пленки. UVA лампы не выделяют азона при работе и используются для сушки толстых(до 100 мкм) слоев краски.
Так же скорость сушки зависит от мощности излучения на единицу площади, которую обеспечивает лампа, это немаловажный параметр излучателя на который следует обращать внимание, особенно при проектировании высокопроизводительных систем окраски. Соответственно необходимо позаботиться об охлаждении УФ-ламп, что существенно продлит срок их службы
Равномерность потока излучения в значительной мере влияет на качество получаемой поверхности, а так же на равномерность полимеризации. Для равномерного рассеивания потока излучения используют рефлекторы различных типов.
Для движущихся плоских поверхностей применяют полуэллиптические рефлекторы, для неровных поверхностей используют параболические рефлекторы, создающие паралельный пучок излучения.
На что обратить внимание при выборе лампы для сушки
Особое внимание также необходимо уделять выбору ламп для проведения сушки средства, чтобы сократить время застывания и сохранить прозрачность шва. Следует придерживаться следующих параметров при осуществлении выбора:. Отвердение производиться под уф-лампами, при выборе обращают внимание на длину волн, в зависимости от контура склейки, лучше подбирать длину волн до 330-420 нм; Мощность определяет, с какой толщиной предмета сможет справиться прибор
Оптимальным будет вариант с мощностью 300-500 Вт
Отвердение производиться под уф-лампами, при выборе обращают внимание на длину волн, в зависимости от контура склейки, лучше подбирать длину волн до 330-420 нм; Мощность определяет, с какой толщиной предмета сможет справиться прибор. Оптимальным будет вариант с мощностью 300-500 Вт. Подобные устройства могут просушить толстые предметы без труда; Для получения равномерного распределения клеевого состава необходимо, чтобы длина изделия не была больше длины самого устройства; Важным параметром является наличие защитных средств (светофильтров) от попаданий ультрафиолетовых лучей в глаза и на кожу мастера, выполняющего просушку
Подобные устройства могут просушить толстые предметы без труда; Для получения равномерного распределения клеевого состава необходимо, чтобы длина изделия не была больше длины самого устройства; Важным параметром является наличие защитных средств (светофильтров) от попаданий ультрафиолетовых лучей в глаза и на кожу мастера, выполняющего просушку.
Особое внимание также необходимо уделять выбору ламп для проведения сушки средства, чтобы сократить время застывания и сохранить прозрачность шва
Недостатки использования УФ-красок
Необходимы специальные меры предосторожности при обращении с материалами и генераторами излучений (кожухи, вытяжка для выделяемого озона); усадка отвержденной пленки ослабляет адгезию на металлических поверхностях (на краях плашек происходит осыпание полимерной пленки); УФ-лучи плохо проходят и отверждают толстые и сильнопигментированные слои красок и лаков (при плохой регулировке красочного аппарата); высокая цена расходных материалов лишь частично компенсируется отсутствием расходов на регенерацию (восстановление) растворителя; по печатно-техническим свойствам УФ-краски уступают обычным краскам в офсетной печати. Они имеют повышенную гигроскопичность (способность краски впитывать воду)
Как приготовить большой объем эпоксидной смолы
Незнание специфических свойств эпоксидной смолы приводит к проблемам при изготовлении большого объема смолы с отвердителем. Чем больше количество эпоксидного материала, тем сильнее выделяется тепло. Если эпоксидная смола с отвердителем не рассчитана для смешивания в больших количествах, то сразу после соединения смесь моментально полимеризуется, становится плотной и непригодна к дальнейшему использованию. В худшем случае, смесь вскипает, выделяется едкий дым, наступает самовозгорание. Это связано с лавинообразным разогреванием смолы, что ускоряет реакцию полимеризации и вызывает еще более интенсивное теплообразование.
При покупке эпоксидной смолы и отвердителя, следует уточнить и проконсультироваться у специалиста, для каких целей она предназначена. Из специального состава для большого объема получается чистая, прозрачная, без воздушных пузырей и равномерно застывшая отливка.
Технология производства большого объема эпоксидного состава, например, несколько килограммов, отличается от замешивания нескольких граммов клея. Прежде, чем добавить пластификатор и отвердитель, смолу нагревают для уменьшения вязкости. Иногда смола при длительном хранении становится вязкой или кристаллизуется и мутнеет. Чтобы устранить эти явления, смолу подогревают на водяной бане. Емкость со смолой опускают в воду и нагревают до температуры 50-60С.
Следует знать, что увеличение температуры на 10°С ускоряет реакцию полимеризации в 2-3 раза. При закипании эпоксидная смола вспенивается, становится мутно-белой. Такой состав не пригоден к использованию. Иногда для уменьшения вязкости добавляют растворители и разбавители. Даже небольшая концентрация растворителя (5-7% от всего объема) приводит к выраженному снижению прочности и теплостойкости изделия. Впоследствии любой разбавитель «выпотевает» из полимера, что влечет еще большее ухудшение качества материала.
Необходимо полностью исключить наличие воды в эпоксидной смоле и отвердителе. В результате попадания воды, эпоксидная смола становится мутной, теряет свои свойства. В настоящее время выпускается водоразбавляемая эпоксидная смола. Такие составы специально разводятся дистиллированной водой для получения дисперсии.
Процесс смешивания компонентов эпоксидного материала начинают с добавления пластификатора. Смесь эпоксидной смолы с ДБФ медленно нагревают, при применении ДЭГ-1 – просто перемешивают. Для более тщательного смешивания используют строительный миксер или специальную насадку на дрель. Пропорция эпоксидной смолы и пластификатора подбирается в зависимости от требуемой пластичности, но чаще всего доля пластификатора составляет 5-10%.









В смесь эпоксидной смолы с пластификатором добавляют отвердитель. Желательно остудить эпоксидную смолу до 30°С, чтобы не допустить закипания смеси. Стандартная пропорция смолы с отвердителем – 1:10. Иногда в специфических технологических условиях соотношение сильно варьирует от 1:5 до 1:20. Для равномерного растворения отвердителя в смоляной части необходимо постоянное перемешивание. Иначе отверждение получится неоднородным и несвязанный отвердитель в последствие будет выпотевать. Для качественного смешения отвердитель наливают постепенно, очень медленно тонкой струйкой, при постоянном перемешивании смоляной части.
Даже временное повышение концентрации отвердителя в части емкости приводит к «вскипанию» эпоксидной смолы. Смола становится матово-белой и покрывается пеной и в результате не пригодна к применению. Для большого объема в несколько килограмм понадобится дрель со специальной насадкой и низкими оборотами. Реакция соединения эпоксидной смолы с отвердителем является экзотермической, с выделением тепла. Иногда при добавлении отвердителя происходит слишком быстрое нагревание эпоксидной смолы и практически моментальное затвердевание. Это связано с передозировкой отверждающего компонента и повышенной исходной температурой эпоксидной смолы.





