Ножовка по металлу
Не всегда есть возможность использовать электрическое оборудование вроде торцовочных пил, поэтому приходится довольствоваться простейшими инструментами. Первый из них — ножовки по металлу. Ими можно резать листовой материал, а также профиль небольшой толщины. Резку начинают с ребра, продолжают на тыльной части и заканчивают по бокам.Достоинства:
- ножовка мало весит, поэтому руки не устают;
- простота действий;
- дешевизна инструмента;
- эффективность работы как у электролобзика.
Недостатки:
- уходит много времени;
- возможная деформация профиля;
- необходимость придерживать профиль, не гарантирующая точность работы.
Термические способы
Ранее мы говорили об оказываемом механическом воздействии, но при всех положительных сторонах процесс можно отметить низкую производительность таких работ. Теперь обсудим варианты, позволяющие моментально нагревать нужную зону до температуры плавления с последующим испарением веществ. Обычно технологи применяются исключительно на крупных производствах, так как они достаточно затратны.
Газовая резка
Процедура происходит так. Абразив – это то, чем можно резать металл. Ими покрыты абразивные диски. Но современные способы помогают подавать воздух или иной газ с таким напором, что содержащиеся в нем частички песка производят ровный разрез. При этом кислород проходит через горелку и нагревается до таких температур, чтобы преодолеть порог пластичной деформации стали.
Газоэлектрическая технология
В станке зажигается электрическая дуга, как во время сварки, которая направлена на определенный участок. Рядом находится трубка (сопло), подводящая струю кислорода к этому месту. Воздух разгоняется до очень большой скорости и просто выдувает расплавленное металлическое вещество.
Плазменная резка
Это наиболее современный и экономичный способ из представленных выше с максимальной степенью точности. Основной элемент – ионизированный газ, который подвергается многоступенчатой обработке и превращается в плазму. Струя очень точно и быстро производит разрез. При этом он настолько тонкий и ровный, что процедура подходит для художественных узоров.
Недостатки плазморезки
Минусы представленной технологии:
- большое количество шума в цеху;
- непростое оборудование – с ним не каждый сможет правильно обращаться, нужда подготовка;
- максимальная толщина заготовки – 10 см;
- дороговизна станка.
Теперь коротко поговорим о способах, применяемых в быту.
Способы резки нержавейки
Нержавейка относится к легированным сталям, которые достаточно сложно обрабатывать. Разрезать этот металл можно 2 методами:
- термическим (металл плавится под влиянием высоких температур);
- механическим (разделка осуществляется с помощью режущего инструмента путем снятия слоя металла).
К термическим способам относят:
- Резку кислородом (газо-дуговая резка). Металл плавится под воздействием электрической дуги. Подводимый в зону реза кислород способствует сгоранию металла и выведению шлаков из рабочей зоны.
- Электроэрозионную резку. Процесс резки заключается в разрушении поверхности заготовки под воздействием электрического разряда.
- Гидроабразивную резку. Металл разделяется под действием тонкой струи абразивной смеси, подаваемой под сверхвысоким давлением.
- Лазерную резку. Обработка осуществляется тонким лучом лазера.
- Плазменную резку. В качестве режущего инструмента выступает струя плазмы.
Механическая обработка нержавеющей стали выполняется с помощью следующих инструментов:
- Ножницы по металлу. Они справляются с листами, имеющими толщину не более 0,5-1 мм.
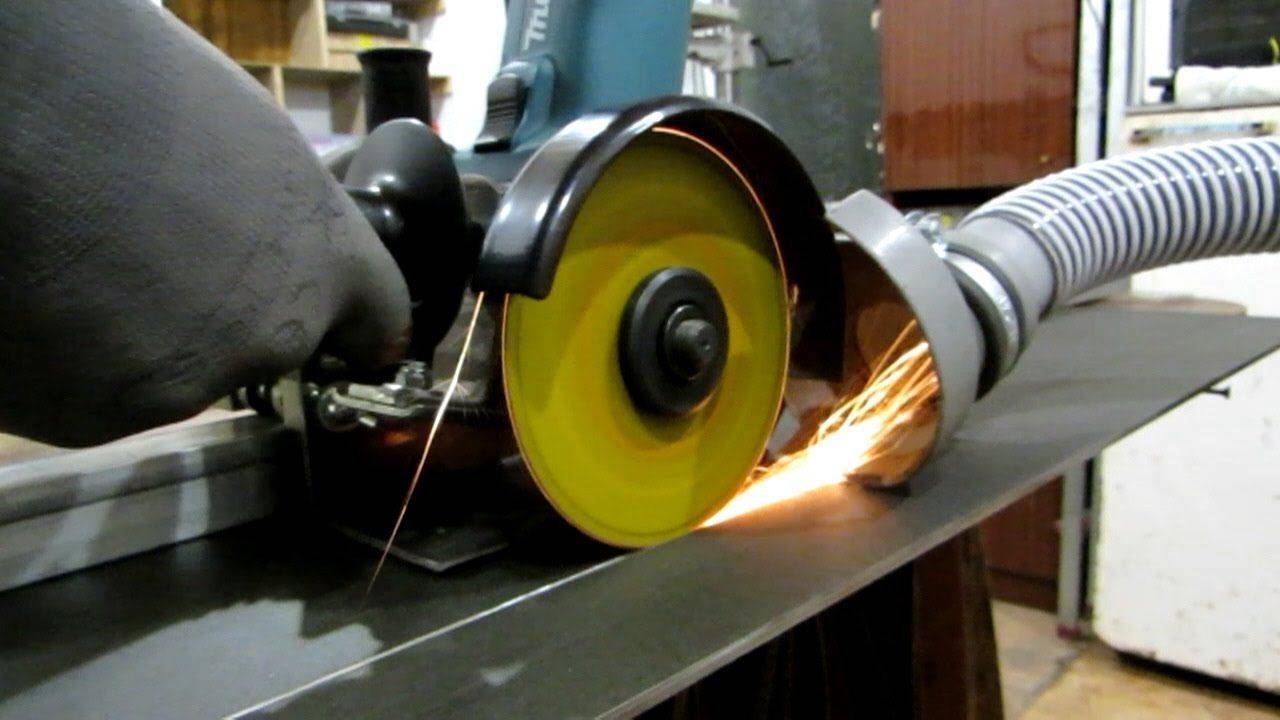
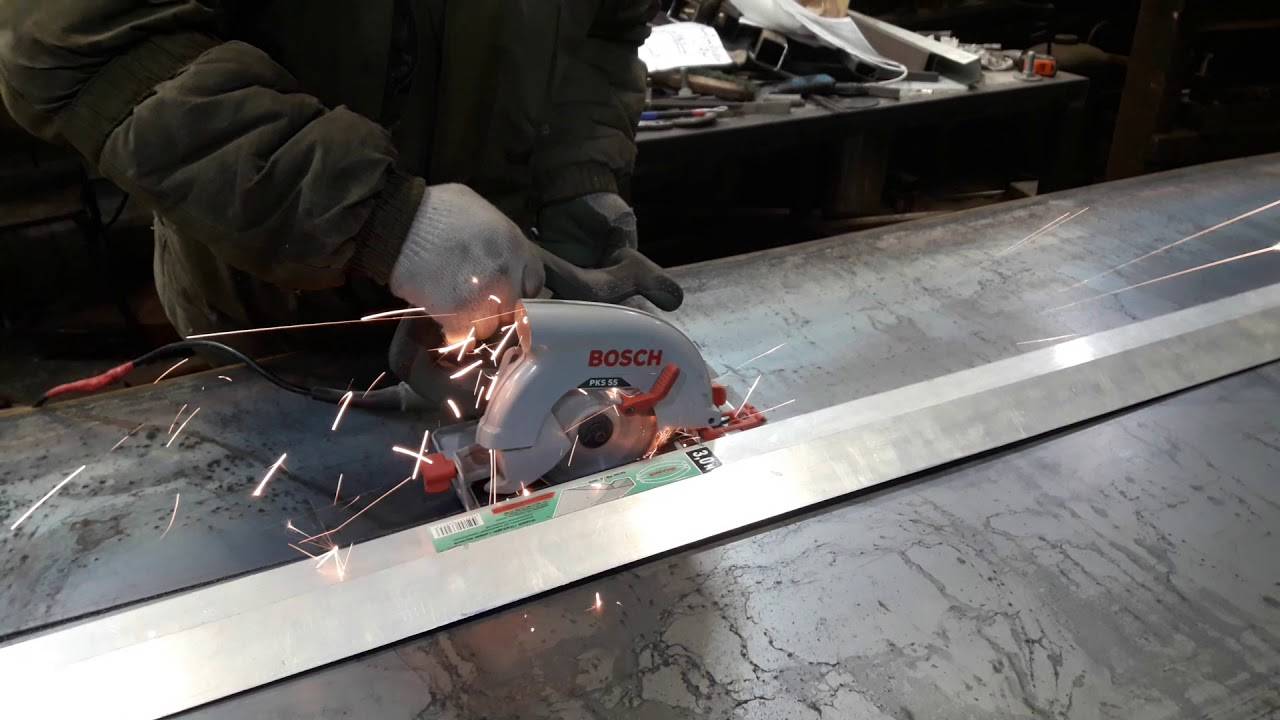
- Циркулярная пила. Разделка осуществляется с применением обрезного абразивного круга. Этим способом можно резать детали большой толщины.
- Угловая шлифовальная машинка. При резке металла болгаркой используются специальные тонкие диски по нержавейке с диаметром 125 мм. Неспециализированная оснастка способна вызвать впоследствии коррозийные явления в металле.
По правилам резки деталь следует надежно закрепить или упереть во что-либо, иначе заготовку может увести в сторону и рез будет нарушен. Потребуется дополнительно обрабатывать обрезанный край, если резать, не соблюдая технологию.
Приемы работы с болгаркой
Применение угловых шлифмашинок требует соблюдения основных приемов эксплуатации, обеспечивающих безопасность. Резка болгаркой металла требует надежного закрепления детали, обрезаемая часть которой должна быть в свободном состоянии и не зажимать диск при обработке. Замена или же установка новой насадки производится при блокировании кнопкой редуктора. Некоторые элементы устанавливаются со строгим соблюдением направления вращения. Установленный специальный круг зажимается гайкой, при этом вполне достаточно ее лишь слегка затянуть.
Вращающийся отрезной диск плавно подводится к метке и выполняется надрез глубиной порядка 1-2 мм. После этого давление на инструмент можно усилить и ускорить процесс резания. Полировку, а также шлифовку выполняют без особых усилий, используя лишь вес самого приспособления. Обработка выполняется с соблюдением требуемого угла наклона с перемещением по кругу либо в одном направлении. Шлифовка, а также зачистка производится специальными дисками, имеющими соответствующую маркировку. Чтобы понять, как следует работать болгаркой по металлу, рекомендуем изучить видео с процессом.
Резка листового металла болгаркой
Чтобы резать металл разных видов и толщины, используют соответствующие отрезные круги различной толщины и диаметров. Алгоритм выполнения распиливания листов следующий.
- Для раскроя с помощью болгарки листовой металл предварительно укладывают на ровную поверхность.
- Отмечают мелом (маркером) точные размеры вырезаемых фрагментов на поверхности листа.
- Производят распиливание по отмеченным линиям, не меняя при этом угла первоначального наклона диска к рабочей поверхности, чтобы не произошло его заклинивания и поломки электроинструмента.
Если навыки распиливания листового металла болгаркой отсутствуют, рекомендуется предварительно потренироваться на нежном материале — это даст возможность прочувствовать работу инструмента.
Выполняя резку листа металла, для получения качественного результата следует учитывать такие рекомендации.
- Для улучшения охлаждения необходимо место пропиливания поливать водой, что также увеличит срок использования круга.
- Приступать к разрезанию металла стоит только тогда, когда диск вращается: нельзя включать инструмент, если неподвижный круг соприкасается с поверхностью заготовки.
- Чтобы пилить жесть (тонкий листовой металл) или вырезать разные геометрические фигуры, удобнее применять небольшие, выработанные круги («огрызки»).
- Прижимать болгарку со значительным усилием не следует: резка должна происходить практически только под собственным весом УШМ.
- Если отрезной круг остановится в прорези (при отключении электроинструмента), то возобновлять работу можно только после его извлечения.
Если распиливание листа происходит медленно, следует поменять рабочую насадку. Лишняя нагрузка на углошлифовальную машинку при резе металла приведет к ее перегреву либо заклиниванию вращающегося круга.
Как правильно выбрать болгарку
Болгарка должна удобно лежать в руке.
Правильный выбор и качество самой болгарки определяет качество работы и безопасность работающего.
При выборе машины следует ориентироваться на ее главные параметры: мощность и диаметр режущего абразивного круга
Немаловажное значение имеют также ее вес, так как часто приходится работать «на весу», и размеры, чтобы можно было выполнить работу в неудобных и труднодоступных местах
Большинство покупателей при виде мощных болгарок несколько пугается того, что справиться с ней труднее, чем с маломощной. Это ошибочное мнение. У болгарок малой мощности чаще происходит заклинивание дисков, т.е. они физически не могут при больших нагрузках «вытянуть» диск. Ситуация, как поведут себя диск и сама машина после уменьшения нагрузки, непредсказуема. Скорее всего болгарка будет рваться из рук. Следствием этого станет разлом диска, порча машинки и травмы резчика. Поэтому начинающим умельцам лучше приобрести болгарку под диск 125 мм с мощностью 800-1000 Вт и количеством оборотов шпинделя 10 000 об./мин. Такой мощности достаточно для распила железа.










Для резки металла существуют машинки под диск 115 мм с питанием от аккумуляторов, но, как показывает практика, при их большой стоимости в решении бытовых проблем они себя не оправдывают.
Рукояти болгарки должны быть резиновыми или из материала, который будет гасить вибрации от машинки.
Но никакие технические характеристики не отражают удобство и безопасность в работе
Болгарка должна удобно и надежно лежать в руке, чтобы при работе с металлом сосредоточить свое внимание на нем, а не на том, как удержать инструмент в руках. Желательно, чтобы рукоятки были резиновыми или из материала, гасящего вибрации, с углублениями для пальцев
У маломощных болгарок, как правило, нет дополнительной рукоятки.
Если при выборе было обнаружено какое-либо неудобство, следует поискать болгарку другой модели.
Резка стеклопластиковой арматуры болторезом.
Плюсы резки стеклопластиковой арматуры болторезом
— можно работать без электричества; — быстрый рез без пыли, Вам даже не понадобиться брать арматуру в руки, можете обрезать прямо на земле или верстаке; — возможность быстро переносить инструмент при работах на больших площадях (нет ограничения в виде электрического провода);
Минусы резки стеклопластиковой арматуры болторезом
— небольшое количество прутков при одновременном резе (2-3 максимум); — достаточно большие трудозатраты при работе; — болторез не очень распространённый инструмент в хозяйстве с узким сектором применения, а покупать его только для этих работ – нецелесообразно.
Как осуществляется резка арматурной стали в зависимости от ее параметров
Чем более прочный металл необходимо разрезать, тем выше его сопротивление при обработке. При резке пластичной стали ножи лучше проникают в заготовки, чем при работе с менее пластичными элементами, уменьшается площадь отрыва инструмента от детали, соответственно, снижается прилагаемое усилие, повышается деформируемый объем, а значит, увеличивается значение приведенной работы.
Соотношение удельного усилия реза и предела прочности является изменяемой величиной, на которую оказывают влияние характеристики обрабатываемого материала и характер прилагаемого усилия. Такие выводы подтверждены экспериментально. Большое значение имеет диаметр разрезаемого арматурного стержня, а также отношение поверхности стальной заготовки к ее объему.
Чем меньше диаметр детали, тем больше относительная поверхность и глубина наклепа, возникающего в процессе проката или волочения стали. Следовательно, любая деформация приводит к повышению разрушающего удельного усилия. При этом не нужно учитывать неравномерную плотность стали, наличие включений, имеющееся поверхностное натяжение в диапазоне диаметров арматуры.
Выбор насадки
Насадка на УШМ – это отрезной диск. Он может иметь два разных параметра: толщину и диаметр. Первый параметр находится в пределах от 0,8 до 3 мм.
Сами диски различают по внешнему напылению:
Абразивные. Самые распространенные отрезные круги. Они подразделяются на диски для резки: черных металлов, нержавеющей стали, алюминия, цветных металлов. Лучше заранее уточнять вид диска у продавца, чтобы не переплатить или купить не тот расходник.
Диск алмазный Extra Max (230х22.2 мм.) по бетону НЕ подходит для резки металла. Фото ВсеИнструменты.ру
Алмазные. Дорогие и очень качественные отрезные круги. Таким расходником можно работать по любому виду металла. Алмазный диск быстро режет и меньше искрит. Его главный минус – высокая цена. Он стоит на порядок дороже абразивного диска. Алмазные отрезные круги подразделяются на: сплошные, сегментные и турбо-диски.
При покупке диска нужно учитывать не только напыление, но и диаметр отрезного круга.
Важно! Некоторые строители берут отрезной круг для бетона, чтобы работать с металлом. Он обходится дешевле расходника по металлу
По факту, диск по бетону быстрее стачивается и больше искрит. Экономия исчезает при работе в долгую.
Какой диск лучше по толщине в каком случае
УШМ (болгарка) MAKITA GA6040C с диском и ключом. Фото 220Вольт
Отрезные круги разделяются по диаметру. Минимальный размер диска стартует с размера 115 мм и доходит до отметки в 230 мм. Каждый расходник подбирают исходя из решаемых строительных задач:









- 115 мм. – разрезание гвоздей, саморезов, листового металла толщиной не более 30 мм;
- 125 мм. – один из самых распространенных дисков для разрезания металла, тонких труб, кузовной и прочей стали толщиной не более 40 мм;
- 150 мм. – потребуется при демонтаже водопроводных магистральных труб, распила тонкой арматуры;
- 180 мм. – нарезание толстой стали, металлических профилей и уголков, арматуры от 40 до 60 мм, можно использовать для вырезов части стен с внутренним армированием;
- 230 мм. – самый большой диск, используют для прорезания швеллеров, толстой арматуры, больших труб, рельсов.
Оригинальные диски от производителя зачастую режут лучше, чем дешевые расходники. Брендовый отрезной круг не придется часто менять, с ним получится аккуратный и тонкий рез.
Внимание! Покупайте отрезные круги, которые наверняка подойдут для вашей модели УШМ. Заранее посмотрите этот параметр в руководстве пользователя.
Правильная работа инструментом
Приступив к распиливанию любой детали с помощью углошлифовальной машины, следует придерживаться таких правил.
- Держать болгарку при резке металла нужно крепко, двумя руками.
- Круги менять можно только после полного прекращения их вращения и остывания до приемлемой температуры, отключив электроинструмент от питающей сети.
- Не класть работающий инструмент на землю или стол (не выпускать его из рук).
- Требуется периодически примерно на 5 минут останавливаться для отдыха, и чтобы диск охлаждался.
- Нужно постоянно следить за состоянием отрезного круга, не допуская его защемления краями распиливаемой заготовки.
- Не оставлять включенный в сеть инструмент без присмотра.
- Использовать только диски подходящего размера, указанные в инструкции по эксплуатации используемого устройства.
- Работу лучше выполнять на ровной поверхности, чтобы положение тела было устойчивым.
- Следить за тем, чтобы шнур питания находился подальше от вращающегося круга, острых граней, нагретых более 100 градусов предметов.
- Перемещения, не связанные непосредственно с резкой, необходимо выполнять только с выключенным электроинструментом.
- Нужно располагаться сбоку или сзади инструмента, выполняя работу своими руками так, чтобы части тела не находились в плоскости реза.
Когда резка металла болгаркой будет закончена, следует дождаться полной остановки диска, отсоединить шнур питания инструмента от сети. После рекомендуется убедиться в отсутствии любых признаков возгорания. Во время резки материалов правше правильно держаться за рукоятку устройства в области кнопки включения/отключения правой рукой. Левая рука при этом располагается на вкручиваемой сверху в корпус электроинструмента ручке.
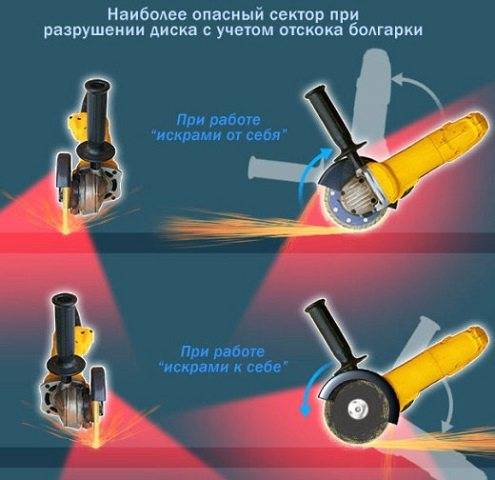
Что касается вопроса о том, в какую сторону — на себя или от себя — должен вращаться диск включенной болгарки, то здесь однозначного ответа нет. В эксплуатационных инструкциях указывается, что первый вариант является правильным. Это связано с тем, что образующиеся искры отлетают в противоположную от оператора сторону, не принося вреда. Также в том направлении полетят фрагменты круга, если он разлетится на кусочки.
Но в случае, когда произойдет заклинивание вращающегося «на себя» диска, инструмент отлетит в работающего. По этой причине многие специалисты предпочитают резать металл так, чтобы круг вращался «от себя». Вырванный из рук электроинструмент полетит в противоположную сторону. Это снижает вероятность получения травмы, а от разлетающихся искр пользователя защитят одежда, обувь и перчатки.
Разновидности приспособлений
Приспособления к болгарке различаются по функциям, которые они могут выполнить:
- ровная резка;
- шлифование;
- резка прутков и труб (диаметр в пределах 50-125 мм);
- зачистка и обдирка устаревших слоев поверхностей;
- полирование;
- использование в качестве цепной пилы;
- сбор пыли во время процесса.
Наибольшую популярность среди приспособлений для качественной резки труб болгаркой имеют отрезные диски. Данный вид изделий производится многочисленными отечественными и зарубежными разработчиками. Отдельно стоит отметить универсальные японские насадки бренда Hitachi.

Японские насадки бренда Hitachi
Рекомендации
- Во время резки металла диск стирается не только по окружности, а и стачивается его толщина. Заменив его на новый, не заходите сразу в рез. Это приведет к неминуемому зажатию и разрыву диска. Рекомендую возобновить резку с обратной стороны.
- Есть такой нюанс – чем больше диск, тем больше будет его люфт. Дело не в болгарке, а в самом режущем элементе. Так как его толщина относительно небольшая, то он естественно гнется. Избавить себя от такого неудобства не выйдет. Просто учитывайте этот факт.
- Резать болгаркой мягкие металлы стоит предельно аккуратно, так как зажатия диска в таких изделиях происходят гораздо чаще.
- Старайтесь располагать болгарку таким образом, чтобы в случае заклинивания диска она не ударила вас в лоб или живот.
- При работе с УШМ вы должны быть уверенными в том, что произойдет через секунду. Если вы не понимаете, что может случиться в следующее мгновение, то лучше остановите работу и проанализируйте ситуацию. Спешить при работе с болгаркой не стоит.
- Начинайте резать металл лишь работающей болгаркой. То есть сначала включите устройство, а потом соприкасайтесь с изделием, а не наоборот. Надежно затягивайте гайку, прижимающую диск.
- Совет лично от меня. Если у вас заклинивают диски, рез получается кривой и вообще работа не клеится, то лучше просто пойти отдохнуть. Вернитесь к рабочему процессу со свежей головой и позитивным настроем.
Материал изготовления режущего диска
В связи с тем, что угловая шлифовальная машинка или «болгарка» является универсальным оборудованием, то ею можно заменить множество других инструментов, например, ножовку по дереву или металлу. Свойства универсальности описываемого оборудования достигаются посредством использования самых разных насадок, изготовленных из самых разных материалов. Часто используемыми считаются диски для резки металлических изделий, чуть меньшая популярность — у оснастки для пиления дерева – все-таки «болгарка» не в полной мере для этого подходит. Абразивный круг для распила металла состоит из двух оснований – армирующий слой, использующийся в качестве рабочей базы, и слой нанесенных на него частиц карбид-кремния или корунда. Последние частицы наносятся в виде маленьких или укрупненных зерен, которые методом сплавления присоединяются к армирующей базе, в качестве которой возможно применять вулканит или бакелит.
Выбор между вулканитом и бакелитом
Вышеуказанные материалы, практически, являются однотипными и стандартно используются для производства отрезных кругов для «болгарок». Сам армирующий слой представляется визуально как сетка, имеющая мелкие ячейки, которая расположена у насадки внутри. В качестве отличительных положительных и отрицательных свойств, указанных базовых материалов, можно упомянуть следующие факты:
- Диск из вулканита имеет повышенные эластичные свойства, что позволяет изготовителям производить оснастку с малой толщиной (от 0,8 миллиметров). Их основу составляют каучук и сера, прошедшие специальную обработку. Именно они добавляют кругу эластичность, что положительно сказывается на производительности работы, ибо благодаря эластике не возникает мешающих посторонних вибраций. В то же время уплотненная структура всего материала не допускает рисков разрушения и повреждения самого круга. Вулканитовые круги отлично подойдут для тонкой и безприжоговой резки. Минусом таких устройств можно назвать их слабую устойчивость к повышенным температурам, поэтому при достижения предела нагрева в 160-200 градусов по Цельсию, наступает их разрушение. Отсюда исходит правило о том, что, чем толще и плотнее распиливаемое изделие, тем быстрее нагреется круг и снизится его полезная производительность.
- Бакелитовые основания способны выдерживать температуру в пределах от 250 до 300 градусов по Цельсию, однако, в процессе работы они сильно искрят. Их основу составляет консистенция из смол формальдегида в виде порошка с сопутствующими наполнителями. При необходимости распила плотного/толстого металла, к примеру, балки или рельсы, требуется использовать именно подобные диски. В свою очередь, бакелит обладает меньшей эластичностью, что приводит к производственным вибрациям.
- Круги, выполненные на основе керамической связки, являются самыми дорогостоящими. Это связано с тем, что их основу составляют множество разных материалов – шпат полевой, кварц, глина огнеупорная, тальк и прочие. Их главное отличие заключается в том, что они спокойно могут взаимодействовать со влагой и имеют огнеупорные свойства. Среди минусов можно выделить слабую устойчивость к механическим нагрузкам. В принципе, круги из керамической связки одинаково подойдут и для толстых и для тонких материалов, а главным условием для применения станет их аккуратное использование.
Отличия рабочих фрагментов – карбид и электрокорунд
Узнать, какой абразивный элемент установлен на том или ином круге, возможно путем изучения соответствующей маркировки. Однако, функционал указанных элементов ограничен определенными свойствами, поэтому, по любому материалу их использовать не рекомендуется. Отрезной диск, изготовленный с электрокорундовым вкраплением, отлично подойдет для разрезания плотных стальных объектов. Это связано с тем, что электрокорундовые фрагменты являются более мягкими, что прекрасно влияет на производительность при обработки прочных типов стали. Кремниево-карбидные круги отличаются повышенной твердостью, поэтому их лучше применять по цветным металлам, нержавеющей стали, оцинкованной стали и другим мягким объектам. Также, кремниево-карбидные и электрокорундные круги отличаются между собой еще и устойчивостью к повышенным температурам. Например, последние способны выдерживать температуру аж в 1900 градусов по Цельсию, в то время как для первых данный показатель ограничен пределом в 800 градусов. Данный предел может быть и еще ниже, если в качестве абразивных фрагментов используются карбид бора или алмазы.
Пилы
Циркулярная пила
Аналог ручной пилы, но более мощный. Обладает следующими возможностями:
- выполняет продольный, поперечный, наклонный срез;
- могут пилить с любого места заготовки (не только с торца);
- современные устройства предотвращают перегрев, своевременно отключаясь или подавая сигнал оператору;
- пользователь может выбрать скорость работы исходя из толщины заготовки.
Достоинства:
- долговечность оснастки — диска для работы по металлу (лучше — по алюминию);
- быстрота работы;
- маневренность;
- возможность резки под углом до 45 градусов;
- стоимость, сопоставимая с более подходящими аналогами (торцовыми пилами для алюминия).
Недостатки:
- как правило, оборудование громоздко и много весит, чем осложняет работу;
- цена покажется высокой, если инструмент покупается для разовых работ;
- стоимость варьируется от допустимой толщины разрезаемого профиля (например, ручная циркулярка Evo 180 режет профиль до 56 мм при угле 90 град. И до 35 мм при 45 град.; при этом стоит почти 25 тысяч рублей).
Дисковая пила
Для примера рассмотрен настольный пильный станок Yilmaz KY 305. Это специальное устройство для резки профилей из металла малого сечения с небольшой толщиной стенок. Механический зажим фиксирует заготовку, выставляется угол резки до 45 градусов (в любую сторону), имеется возможность выбрать фиксированный угол (0, 15 град., 30 град и т.д.).Достоинства:
- позволяет резать более крупные заготовки (до 130х65 мм);
- компактность;
- возможность угловой резки;
- высокая скорость и точность работы;
- доступность оснастки (пильный диск 300 мм).
Недостатки:
- высокая стоимость (средняя установка стоит 40-50 тыс. руб);
- не является компактным и легким.
Выбор шлифовального круга
На строительном рынке можно увидеть большое разнообразие специальных кругов для различных видов шлифовки и полировки угловой шлифовальной машинкой. Различают такие насадки в первую очередь по типу покрытия:
- из наждачной бумаги;
- из губки;
- тканевые;
- с войлоком.
Помимо абразивного покрытия на круге, для шлифовки металлических поверхностей используют различные пасты с абразивными включениями. Их применение зависит от того, насколько гладкую поверхность планируется получить. Для того чтобы выполнить черновую зачистку алюминия, мастера используют наждачные насадки с крупными зернами. Структура шлифовального круга при этом не должна быть плотной (с небольшим числом зерен на единицу объема насадки). Такие работы дают на выходе довольно шероховатую поверхность, которая требует более чистой шлифовки и полировки.
Для мелкого и аккуратного шлифования подходят губчатые круги, которые могут применяться вместе с мелкозернистыми пастами. После них можно выполнить полировку при помощи сменных покрытий из войлока или ткани, которые закрепляются на специальной насадке для болгарки. При этом используется паста с минимальными размерами зерен. При выборе насадки важен и бренд производителя. Изделия, в качестве которых не стоит сомневаться, выпускают в основном известные фирмы, такие как:
- Bosch;
- Berner;
- Kronenflex;
- DeWalt.
Эксплуатация
Основные правила для безопасной работы во время резки металла УШМ
Самым важным условием при резке будет неукоснительное выполнение правил по безопасной работе. Производители таких устройств будут постоянно пытаться свести к минимуму риски получения ранений и травм, и придумывают новые, а также стараются усовершенствовать старые защитные системы.
Но никто не думает о работнике так, как он сам. Главными опасностями при резке диска является вылет осколков от поломанного диска, а также поток мелких частиц абразива и искр, невозможность удержать инструмент в руках. Если сломается диск, или если его заклинит, то болгарка способа вырваться из рук в самый ненужный момент и с большой силой, по этой причине еще до того, как вы начнете работы, следует предусмотреть ее возможную траекторию движения. Учтите, что нельзя пренебрегать правилами безопасности даже при выполнении небольших работ.
Техника безопасности
Обратите внимание, что при работе с болгаркой стоит защищать лицо при помощи особо щитка. При работе нужно:
При работе нужно:
При работе нужно:
- Во время замены диска при отдыхе следует отключить устройство от сети.
- Для того, чтобы защитить лицо и глаза, используйте очки или даже защитный щиток – профессионалы при продолжительной работе используют сразу оба защитных средства.
- Крепко дерите в руках устройство во время проведения работы.
- Для замены диска следует дождаться, пока он полностью не остановится.
- Работать следует в особых защитных рукавицах. Хлопчатобумажные рукавицы лучше не применять, потому что они не дают должной защиты, а еще могут воспламениться; кроме того, были случаи, когда нитки наматывались на диск или шпиндель болгарки, и поверьте, ничем хорошим это не заканчивается.
- При проведении работ следует расположиться так, чтобы лицо, а по возможности и остальные части тела не были в плоскости вращения диска.
В конце работ стоит:
- Дождаться, пока полностью остановится диск и лишь после этого можно будет положить инструмент диском вверх на пол, чтобы тот не был поврежден.
- Отключить болгарку от сети.
- Убедиться в том, чтобы нет дыма или прочих признаков возгорания.
Типичной ошибкой, которую допускают при резке металла, является то, что если диаметр нового круга больше, чем размер защитного кожуха, то его снимают. Кожух является защитой на случай, если при резке металла диск поломался и разлетелся на части. вместо диска большинство людей ставят фрезы, пилы или прочие материалы, но на самом деле так делать ни в коем случае нельзя.









Как правильно резать металл болгаркой – рекомендации и советы
Казалось бы, что может быть проще – берем и режем металл болгаркой. Но все не так просто. Если длинные трубы лежат на опорах, следует резать их свисающий край. Если разрезать их посередине, то за счет своего веса металл начинает прогибаться и зажимает диск.
Если у вас нет навыков обращения с угловой шлифовальной машинкой, то до начала выполнения работ следует научиться резать на ненужных деталях из металла. Кстати, отрезной круг будет воспринимать лишь радикальные усилия, и попытка изменить плоскость резки, когда диск будет расположен внутри детали из металла, приведет к его поломке. Эффективно будет резать металл посредством пятки диска (речь идет о ближней нижней части круга).
Чтобы диск и угловая шлифовальная машинка служили как можно дольше, через каждые 5-7 минут работы следует сделать перерыв на 1/3 или ½ часа
Это особенно важно для болгарок с малой мощностью, которые боятся перегревания. Чтобы продлить срок эксплуатации дисков, а особенно тех, которые стоят очень дорого, а после остудить металл, место реза следует полить водой
Работу стоит проводить вдвоем с напарником
Работу стоит проводить вдвоем с напарником.
Кстати, алюминий является весьма вязким металлом, и при резке деталь и большой толщины в шов следует капать керосин с соблюдением всех правил безопасности. Для молдинга, фигурной резки и распила жести применяйте выработанные диски, «огрызки», и поэтому не выбрасывайте то, что уже почти отработано. Уголок стоит резать не за один прием, а обе полки по отдельности. Если трубы, арматура, уголки достаточно длинные и лежат на опорах, то будет правильно резать свисающий край. Если резать между опорами, то деталь благодаря своему весу начнет прогибаться и диск заклинит.
Детали с большой толщиной следует резать лишь прямолинейно. Если требуется вырезать фигурную деталь, то для начала следует сделать прямолинейные резы, а после удалите оставшееся – все то, что не нужно. Давить на инструмент не стоит, потому что это способно привести к заклиниванию или даже поломке и перегреванию.





