Производители
Основными российскими производителями подобных установок и порошковой краски являются:
- Производственная ;
- ;
- (производство порошковых красок, г. Подольск);
- ;
- НПП «Радуга»;
- ООО «Завод нестандартного оборудования» (г. Старый Оскол);
- ООО «Уфимский завод технологического оборудования».
Из зарубежных производителей печей для полимеризации порошковой краски можно отметить продукцию компаний Украины, Турции, Болгарии, Казахстана, Польши, Беларуси, Румынии.
Модели
- Радуга-32. Это мощная конвейерная установка, размеры обрабатываемых изделий 1000х700х60 мм, при односменной работе линия способна окрашивать 30000 деталей в месяц. Цена на печи полимеризации этой марки составляет 1.35 миллиона рублей.
- Радуга-30. Еще более мощная конвейерная установка, от 36 до 100 кВт. Ее габаритные размеры 3600х2400х2500 мм. Стоимость такого агрегата – 4.7 миллиона рублей.
- Печь для порошковой покраски КП-150. Она предназначена для нанесения покрытий на автомобильные диски. Вмещает в свое рабочее пространство до 8 дисков диаметром 16 дюймов за 1 рабочий цикл, либо 4 диска размером до 24 дюймов. Ее цена – 130000 рублей.
- Печь для порошковой покраски КПМ. Универсальное устройство, находящее применение во многих сферах металлообработки. В ней можно окрашивать как секции заборов, так и велосипедные рамы, баки, скамейки, радиаторы отопления и и т.д. Максимальный вес закладываемой продукции – 500 кг. Ее стоимость – 232000 рублей.
- МАХ-ПТ-3200. Внутренний размер печи 1500х3200х1800 мм, максимальные размеры изделий, которые можно в ней обрабатывать – 1.4х3.1х 1.6 метра. Ее цена – от 310000 рублей.
- МАХ-ПТ-2500-1. Внутренний размер печи 1400х2500х1800 мм, максимальные размеры изделий, которые можно в ней обрабатывать – 1.3х2.4х1.6 метра. Ее цена – от 270000 рублей.
- КП-450. Она предназначена для окраски электрических шкафов, элементов ограждения, листов и прочих изделий из металла. Имеет малые габариты и хорошо подходит для тесных производственных помещений. Стоимость такого агрегата – 317000 рублей.
- КП-040. Печь с малыми габаритами для окраски мелких деталей, рабочая температура до 160 градусов Цельсия. Ее стоимость – 67000 рублей.
- КП-230. Аналог печи КП-150, но с увеличенными габаритными размерами, она способна обрабатывать детали с габаритами до 1.1 – 1.5 метров. Ее стоимость – 156500 рублей.
- Печь полимеризации Актэк 3500х1500х2000. Установка с большими габаритами, выпускается как в тупиковом, так и в проходном варианте. Ее цена составляет от 350000 рублей.
Требуемые материалы и оборудование
Итак, дадим подробное описание технологии порошковой окраски металла. Для создания на нем прочного слоя напыления понадобятся:
- печь (камера) для полимеризации: ее можно изготовить самому или приобрести в специализированном магазине;
- пистолет-распылитель: так как стоит подобное устройство немало, его можно также собрать из преобразователя, часто используемого в зажигалках для газовых плит, блока питания и обычной пластиковой бутылки;
- естественно, сама краска.
Печи для сушки потребуется подключить к источнику напряжения, равному 25 кВт. В работе она будет выдавать 6 кВт, на разогреве чуть больше – 12 кВт. Для ее изготовления понадобится толстый листовой металл для корпуса, ТЭНы, вентилятор тангенциального типа, в котором воздушные массы будут перемещаться в одном направлении, а также любой негорючий теплоизолятор для обшивки.
Нагревательные элементы располагают параллельно друг другу на противоположных стенках печи. Основная часть вентилятора крепится вне камеры. Его наваривают таким образом, чтобы выход был узким, а вход достаточно широким. В сушильной печи также необходимо сделать отдельную камеру для напыления. Для обработки крупных деталей лучше предусмотреть тележки рельсового типа.
Виды порошковых красителей
Красящий порошок – это дисперсная композиция из твердых частиц краски разных цветов с добавлением смол, образующих пленку. В ее состав входят наполнители, отвердители, и необходимые добавки. Соответственно, таких составов может быть много с заданными свойствами.

Но основные группы две:

Термоактивная. Используются соответствующие пленкообразующие составы. Покрытия не плавятся, не растворяются, получаются особо твердыми, износостойкими. При температуре 160-210 градусов образуется «красочная» пленка, за счет того, что сплавляются частицы краски и происходит химическая реакция.


Краски этой группы – поливинилбутиралевые, поливинилхлоридные, полиамидные, полиэфиленовые.

Порошковые краски изначально предполагалось использовать только для промышленной обработки металлических поверхностей.

Виды порошковых красок
Всю линейку порошковых красящих веществ можно разделить на 2 больших категории:
- Термопластичные
- Термореактивные
Между собой данные виды красок отличаются принципом создания защитного слоя. Термопластическая краска образует пленочный защитный слой только за счет плавления мелкодисперсных частиц. Термореактивная же краска превращается в защитную пленку под воздействием как высокой температуры, так и химических реагентов.
Термореактивная порошковая краска используется в тех случаях, когда защитный слой должен гарантированно выдерживать повышенные механическое нагрузки, а также негативное воздействие влаги, различных солевых растворов, щелочей и даже кислот.
В свою очередь каждую из категорий порошковых красок можно разделить на дополнительные подгруппы.
Разновидности термопластичной порошковой краски
Среди термопластиков можно выделить следующие виды порошковой краски:
- Поливинилбутирал
- Полиэфилины (полиэтилен и полипропилен)
- Поливинилхлорид
- Полиамиды
Порошковая краска на основе поливинилбутирала используется для окрашивания тех поверхностей, которые будут эксплуатироваться внутри помещений. Очень часто из поливинилбутирала создается электроизоляция. Такая краска обладает неплохой стойкостью к механическим повреждениям. Она стойко переносит воздействие влаги.
Слабым местом защитного слоя из поливинилбутирала является низкий порог температуры текучести.
Слабым местом таких порошковой краски из полиэфилинов является низкая устойчивость к ультрафиолету. Покрашенные порошком краской поверхности могут выцветать на открытом Солнце. По этой причине покрашенные полиэфилинами поверхности допускаются к эксплуатации лишь внутри помещений. Порошковой краской из полиэфилинов нередко создают декоративный защитный слой на различной бытовой технике, от посудомоек и холодильников до радиаторов и стиральных машин.
Как таковых явных недостатков в порошковых красках из половинилхлорида нет. Можно отметить разве что высокую стоимость данного типа красящих веществ.
Порошковые краски на основе полиамидов обеспечивают превосходный декоративный эффект. Среди полиамидных красок немало текстурных рельефных средств. Как и в случае с поливинилхлоридом, полиамиды допустимо применять для окраски поверхностей, которые эксплуатируются как внутри помещений, так и для снаружи. Полиамиды стойко переносят воздействие абразивных механических нагрузок. Они нейтральны по отношению ко многим растворителям.
Обычно порошковые краски из полиамидов принадлежат к среднему и высшему стоимостному диапазону.
Разновидности термореактивной порошковой краски
Термореактивная порошковая краска может быть следующих типов:
- Эпоксидной
- Полиуретановой
- Акриловой
Следует сразу отметить, что термореактивные порошковые краски стоят на порядок дороже термопластичных аналогов. Данные разновидности красок хорошо подходят для создания защиты на уличных поверхностях.
- Порошковая краска на основе эпоксидной смолы демонстрирует высокие прочностные характеристики. Эпоксидной краской допустимо защищать те поверхности, которые планируется использовать в условиях открытой атмосферы. Этот тип краски устойчив к истиранию, он не боится влаги. Эпоксидные смолы проявляют нейтральность к кислотам и щелочам. Такая краска не выцветает и не подвергается растрескиванию.
- Полиуретановые порошковые краски демонстрируют ярко выраженный декоративный эффект. При помощи полиуретановой краски легко добиться текстуры «жатого шелка». Защитный слой из полиуретановой краски устойчив к серьезным механическим нагрузкам. Защищенные полиуретаном поверхности не склонны к образованию царапин и потертостей. Полиуретан химически нейтрален ко многим растворителям, щелочам и кислотам.
- Акриловые порошковые краски позволяют добиться предельно долговечного, надежного и красивого защитного слоя. Окрашенные акрилом поверхности продолжительное время сохраняют свой изначальный внешний вид. Блеск глянца не пропадает даже спустя многие годы. Акрил не подвержен выцветанию на солнце, ему не страшны ни мороз, ни жара.
Подготовка основного и вспомогательного оборудования
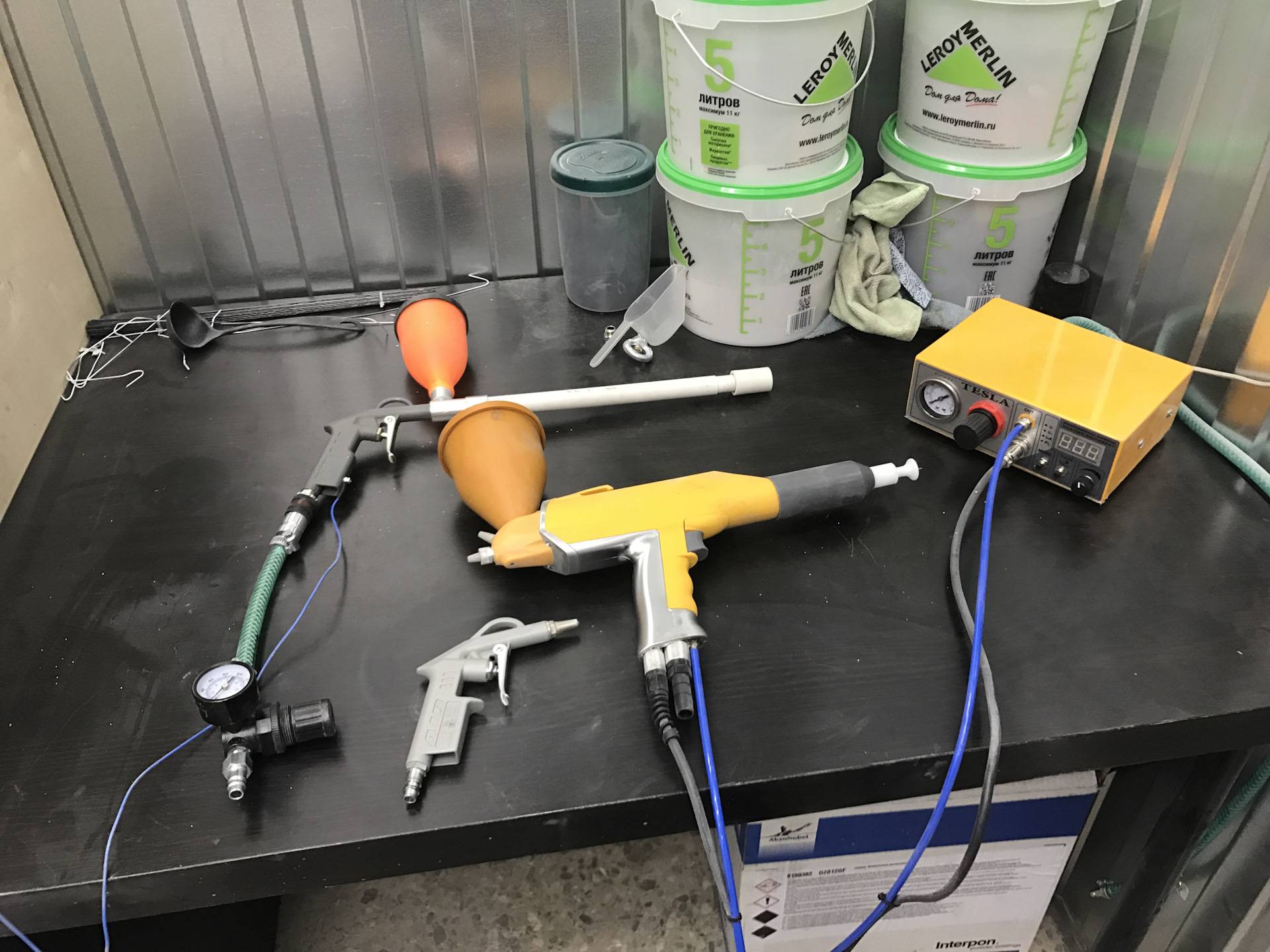
В качестве механизма подачи красителя к месту обработки и его равномерного распределения по поверхности дисков желательно применять устройства промышленного класса (пистолет для порошковой покраски плюс компрессорная установка). В домашних условиях дорогостоящие покрасочные агрегаты удобнее всего арендовать на время проведения основных работ.
Кроме того, с целью энергоснабжения основного и вспомогательного оборудования (термической печи, компрессора, системы обогревателей и освещения) к выбранному помещению должна быть подведена мощная электропроводка.
При соблюдении указанных условий известные приёмы сушки и полимеризации окрашиваемых поверхностей могут быть реализованы следующими способами:
- в простейшем случае – за счёт применения системы электрических обогревателей достаточно высокой мощности;
- при более профессиональном подходе – с помощью специальной печи для порошковой покраски обрабатываемых изделий.
Понятно, что реализация второго варианта связана с большими материальными и трудовыми затратами, даже при условии, что вы арендуете печное оборудование на время проведения комплексных работ.
При этом самостоятельная покраска дисков всё равно обойдётся вам дешевле, чем в случае обращения в ремонтную автомастерскую.
В качестве одного из вариантов профессионального подхода к обустройству печи, обеспечивающей качественную полимеризацию красителя, может рассматриваться случай её изготовления своими руками. С порядком её сборки и подключения к сети вы сможете ознакомиться в наших будущих статьях.








Тем же, кто решил заняться порошковой покраской в домашних условиях и обойтись при этом без специальной печной конструкции, советуем обратить внимание на возможность применения обычных электрообогревателей. При выборе этого варианта не следует забывать о том, что нарушение правил эксплуатации электрических приборов может привести к короткому замыканию в проводке и её возгоранию.
При выборе этого варианта не следует забывать о том, что нарушение правил эксплуатации электрических приборов может привести к короткому замыканию в проводке и её возгоранию.
Вот почему ещё на стадии подготовительных мероприятий следует побеспокоиться о качестве электропроводящих кабелей и тщательно проверить режимы работы всех подключаемых к ним устройств.
Обратите внимание: К перечисленному оборудованию следует добавить мощный пылесос с насадкой типа «циклон», посредством которого вы сможете обеспечить максимальную чистоту воздуха в зоне покраски. Потребность в этом бытовом устройстве, как правило, возникает в случаях, когда окрасочная камера не оборудована полноценной вентиляцией
Нанесение порошковой краски
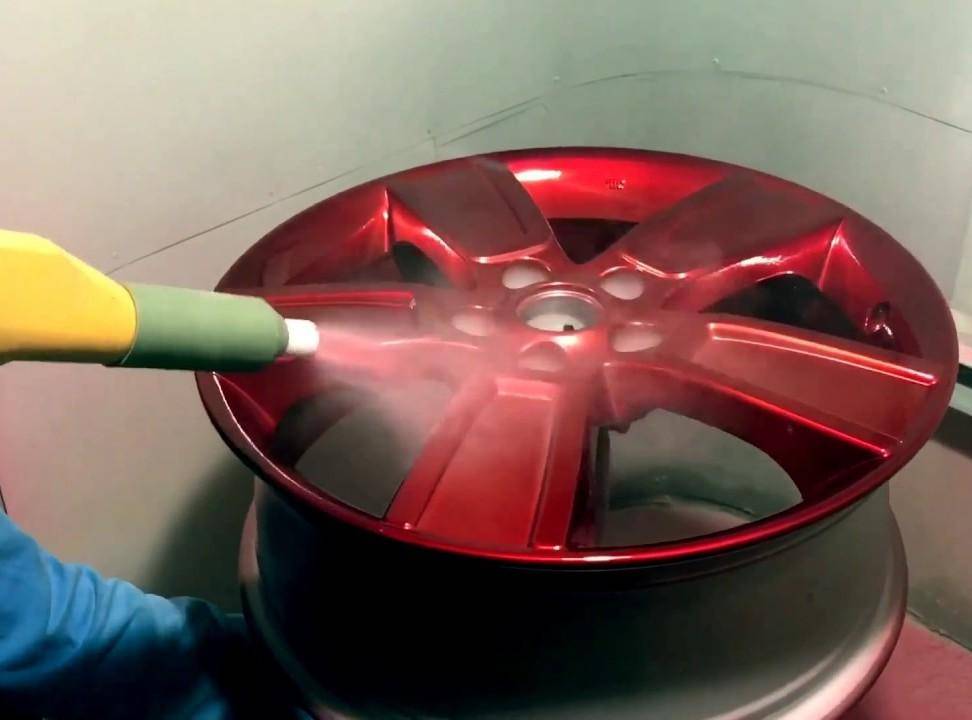
Когда предварительная обработка завершена, выкрашиваемый предмет размещают в камере напыления, где происходит порошковая покраска детали для автомобиля.
Главным предназначением этого бокса является улавливание частиц порошка, которые не сели на выкрашиваемое изделие, утилизация краски, предотвращение проникновения её в помещение. Подобная камера снабжена системой фильтров, средствами очистки (бункерами, виброситом и др.) и системами отсоса.
Самый известный метод нанесения порошковой краски – это электростатическое напыление, то есть нанесение на заземлённую деталь электростатически заряженного порошка с применением пневматического распылителя, называемого также пульверизатором, аппликатором или пистолетом.
Формирование покрытия
Когда краска уже покрашено, оно уходит на следующую стадию – формировку покрытия, включающую в себя оплавку слоя краски, получение плёнки покрытия, его отвердевание и остывание.
Для процесса оплавки используется особая камера или печь. Имеется множество видов камер полимеризации, их устройство может изменяться в зависимости от особенностей изготовления.
Полимеризация и оплавление проходят на протяжении 15-30 минут при температуре в 150-220°С, вследствие чего происходит формирование плёнки, то есть полимеризация порошковой краски.
По завершении полимеризации выкрашиваемая деталь остывает на воздухе, а затем, после охлаждения, можно считать покрытие готовым. Таким образом, порошковая покраска изделия для автомобиля в домашних условиях завершена.
Особенности покраски колесных дисков автомобиля порошковой краской: преимущества и оборудование
Технология восстановления поверхности при помощи порошковых красок довольно популярна. Специалисты объясняют это целым рядом положительных моментов от применения данной методики:
- Долговечность и устойчивость к механическим воздействиям и химическим реагентам.
- Порошковая покраска дисков своими руками на видео вполне доступна и требует минимального расхода материалов.
- Возможность создания краски любого оттенка.
Однако вариант практически нереализуем в домашних условиях, потому что существует технологическая необходимость в специальном оборудовании:
- Покрасочная камера.
- Электростатический пистолет-пульверизатор.
- Сушильная печь.
Соответственно потребуется компрессор и надежный источник электропитания, причем, желательно трехфазного типа. Тем не менее, есть мастера, которые смогли оборудовать рабочее место из подручных средств, например, в качестве печи они используют духовые шкафы бытового назначения. Насколько это оправдано при единичном использовании, каждый судит сам, но вполне очевидно, что суммарная затратность мероприятия слишком велика.
Отсюда напрашивается вывод – восстановление внешнего вида колес при помощи аэрозольного баллончика представляет собой самый оптимальный вариант. Однако речь пойдет не о нем, ниже рассмотрим, что представляет собой покраска колесных дисков порошковой краской и основные нюансы метода.
Оборудование для проведения работ
Основной недостаток порошкового метода окраски заключается в довольно сложной технологии и дорогом оборудовании, хотя, в определенных случаях допускается использование бытовых приспособлений:
- Покрасочная камера для сухого напыления должна быть оборудована рекуператором, который собирает остатки порошковой краски. В последующем их используют повторно. В бытовых условиях наши «самоделкины» приспособились использовать обычный пылесос циклонного типа.
- Пескоструйный аппарат для очистки поверхности абразивно-воздушной смесью. Возможно применение самодельных приборов или, в крайнем случае, ручная очистка наждачной бумаги соответствующей зернистости.
- Компрессорная установка, которая способна обеспечить рабочее давление до 5 атмосфер для обеспечения работы «пескоструя» и покрасочного пистолета. Обязательно наличие маслоуловителя и фильтра с сорбентом для подготовки сжатого воздуха.
- Трибостатический или электростатический пистолет для распыления краски. Первый подходит для работы только с эпоксидным пороком, а второй — со всеми типами порошковых красок. Встречаются самодельные варианты, например, сделанные на основе пластиковой бутылки и металлической крышки.
- Сушильная камера с вытяжкой, обеспечивающая температуру 200°C.
- Мощная электросеть с заземлением.
На всех видео для качественной и эффективной покраски дисков своими руками рекомендуется купить или взять в аренду хороший покрасочный пистолет. Не имея практики, впервые связываться с изготовлением самодельного прибора не желательно, так как этот процесс может занять массу времени, и его результат не гарантирует стопроцентной реализации.
Базовые материалы
При окраске автодисков применяют следующие виды порошковых красок:
- Полиэфирные – покрытия устойчивы к коррозии и суровым атмосферным условиям.
- Эпоксидные – слой этой краски особо стоек к щелочной и кислотной среде.
- Полиуретановые – покрытие сохраняет свой первозданный вид даже после абразивного воздействия, а также устойчиво к маслам и растворителям.
- Силиконовые – особо устойчива к воздействию высоких температурных режимов.
На рынке представлено большое количество продукции, с помощью которой несложно подобрать нужный цвет, фактуру (глянцевая или матовая), а также структурный тип полимерной поверхности (шагрень, антик и т.д.). Наиболее популярны следующие марки красок:
Гамма цветов, которая распространена в России, определена нормативом RAL, но производители предлагают и ряд красок других стандартов.
При отсутствии пескоструя можно применить дрель с насадками, впрочем, как и при окраске штампованных автодисков ; поможет в таком случае и наждачная бумага с разными абразивными номерами (Р200-Р600). Для обезжиривания понадобится растворитель и специальные салфетки.
Технология окраски
Выбор состава покрытия зависит от необходимой химической стойкости, износостойкости и вида основы. Отверждение порошковых красок для деревянных материалов делится на термическое (гибрид эпоксидной смолы и полиэстера) и УФ-отверждение.
Независимо от метода порошковая покраска дерева представляет собой многоступенчатый технологический процесс, от соблюдения которого будет зависеть качество и эксплуатационные свойства конечного изделия.
- Деревянная поверхность очищается, обезжиривается. Если необходимо, то дерево ошкуривается.
- Порошковое покрытие наносится в сухом состоянии, и адгезия порошка к окрашиваемой поверхности происходит за счет электростатического воздействия. А так как дерево обладает плохой электропроводностью, то в качестве первого слоя через тонкий распылитель наносится электростатический состав.
- На третьем этапе наносится распылителем краска.
- Потом дерево помещается в печь для отверждения.

Печь для отверждения
При термическом методе нанесения подготовленное дерево держат в печи в течение 5-20 минут при температуре около 130С. Для увеличения эффективности, снижения времени используют УФ-отверждение. В этом случае древесина находится в печи при 110С 1-3 минуты, а затем подвергается воздействию ультрафиолетового света в продолжение 15 секунд.
Преимущества термореактивного покрытия:
- нужна только одна печная система (лучистое тепло);
- меньше времени, затрачиваемого на нанесение жидких лакокрасочных материалов;
- более низкое энергопотребление по сравнению с жидкой окраской.
К недостаткам термореактивного метода относится то, что добиться высокого глянца можно только при большой толщине слоя. Это приводит к увеличению времени цикла и более высоким затратам.
При УФ-отверждении легко добиться очень высокой твердости поверхности. Древесина становится химически стойкой, устойчивой к царапинам. В то же время после окрашивания УФ-способом отверждения повторное перекрытие невозможно. В случае нарушения целостности поверхности ремонт нецелесообразен. При УФ-отверждение трудно подобрать заказанный тон, цвет.
Выбор оборудования
Подумайте о том, каких размеров изделия будут окрашиваться. Исходя из этого выбирайте оборудование. Его внутренние габариты должны соответствовать изделиям. Если точно не можете определится с размерами, берите оборудование с запасом.
Печь полимеризации может работать на газу или электричестве. Первый вариант дороже. Самый распространенный и доступный вариант нагрева печи – тэны.
Камера напыление может быть с системой рекупирации Циклон или с фильтрами. Первая лучше, когда цвета меняются не чаще одного раза в день. Вторая подходит для частой смены цветов.
При небольших и средних объемах покраски стоит использовать трибостатический распылитель. Он хорошо окрашивает трудные места и углы. Электростатическую установку можно использовать при абсолютно любых объемах. Но и цена у нее намного дороже.
Что необходимо для проведения работ своими руками
Стоит отметить, что сама по себе процедура окраски таким методом литых дисков автомобиля – это довольно сложная операция. Кроме того, актуальна она только в том случае, если были лишь небольшие повреждения. Но, несмотря на все это, использовать оборудование для порошковой покраски и проводить процедуру своими руками сможет каждый, кто овладеет нужными техническими знаниями.
Чтобы это было возможным, необходимо выполнить следующие условия:
Следует иметь в своем распоряжении достаточно большое помещение, где можно оборудовать покрасочную и сушильную зоны.
Нужно либо приобрести, либо своими руками собрать все оборудование для порошковой покраски
В данном случае потребуются краскопульт, распыляющий пистолет и еще некоторые другие приспособления.
Очень важно правильно подобрать тип красителя, который будет использоваться в качестве защитного покрытия для диска.. Здесь важно понимать, что все эти условия должны быть выполнены еще на стадии подготовки
Здесь важно понимать, что все эти условия должны быть выполнены еще на стадии подготовки

Подготовка поверхности
После того как вы подготовили помещение и обзавелись необходимым оборудованием, можете приступать к подготовке поверхности. Многие, выполняя работу своими руками, не уделяют этой процедуре должного внимания, что негативно сказывается на качестве окрашивания.










На этом этапе мы должны тщательно очистить обрабатываемые поверхности. Снятые диски — тщательно обмыть водой с моющим средством, губкой — стереть все загрязнения. Потом — насухо вытереть микрофибровой тканью. После — обезжирить и отшлифовать электродрелью с различными абразивными насадками. Необходимо следить за равномерностью обработки. Для удаления пятен ржавчины своими руками хорошо подойдёт пескоструйная обработка, если у вас есть соответствующий аппарат.
Фосфатирование поверхности поможет увеличить сцепляемость частиц покрытия с поверхностью дисков. После следует выполнить пассивирование — нанести раствор соединений нитрата хрома и натрия. Эта операция позволяет избежать возникновения повторных коррозионных процессов на уязвимой после подготовки поверхности. После ополаскивания и просушивания колёса готовы к следующему этапу.
Оборудование для проведения работ
Автосервисы используют специальную технику для напыления краски на диски, в домашних условиях работы можно выполнить с минимальным набором оборудования:
- наждачная бумага зернистостью 200-600;
- ветошь для удаления пыли;
- металлические щетки;
- краскопульт или пульверизатор.
Кроме того, может понадобиться пескоструйный аппарат, если окажется, что металл разъедает ржавчина. Вместо пескоструйного оборудования можно использовать электрическую дрель с различными насадками.
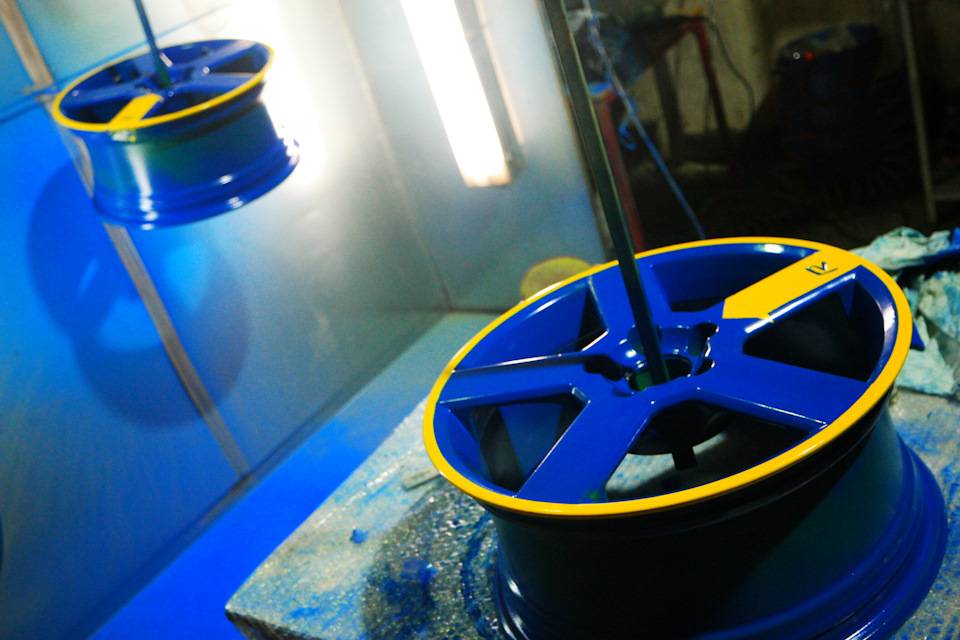
При самостоятельной покраске колесных дисков желательно иметь отдельное помещение под камеру для запекания, где следует расположить мощные электрические обогреватели. Кроме того, рекомендуется установить подвесную систему — к балке в гараже прикрепить длинную проволоку, на которой будет подвешен диск для окрашивания.
Также следует обеспечить хорошее освещение — качество покраски будет зависеть и от визуального контролирования процесса. Опытные автолюбители советуют устанавливать лампы дневного света. Их яркий, но холодный свет позволит увидеть окрашенную поверхность дисков такой, как она выглядит при дневном свете.
Кроме приборов освещения и отопления, в гараже по правилам техники безопасности должна быть хорошая система вентиляции, чтобы после удаления старого покрытия с дисков и нанесения новой краски запах быстрее выветрился.
Согласно правилам техники безопасности, электросеть должна выдерживать большие нагрузки и иметь надежное заземление.
Плюсы и минусы
Покраска порошковой краской имеет множество положительных свойств, среди которых особенно выделяются:
- Простота процесса. Если исключить необходимость применения специального оборудования, то мероприятие не представляет особой сложности. Для работы используется готовый порошок, не нуждающийся в смешивании или колеровке. Нанесение происходит быстро.
На данный момент есть возможность подбора любого цвета и оттенка порошкового состава
- Время получения результата. После обработки порошком изделие помещается в печь на период не больше 30 минут, а после непродолжительного охлаждения работа считается завершенной.
- Экологичность. Получаемые покрытия и красящий порошок полностью безопасны для здоровья окружающих. Поверхность не поддерживает горение и не выделяет отравляющие вещества при высокой температуре.
- Надежность и долговечность. Образуемый слой имеет единую структуру, которая обладает хорошей адгезией с основанием. За счет этого обеспечивается износостойкость и длительный срок службы.
По сравнению с использованием обычных красок, сухое напыление на порядок экономней и качественней
Но при всех достоинствах метод не лишен и недостатков:
- Покраске подвергаются преимущественно металлоконструкции. Это объясняется воздействием температур от 150 до 250 градусов.
- Хотя диапазон цветов обширен, самостоятельно колеровку выполнять нельзя. В работе используются исключительно готовые составы.
- Сложный по форме металлопрокат трудно окрашивать.
- Дефекты покрытия устраняются только полным перекрашиванием.
Колеровка сухих красок в домашних условиях абсолютно невозможна

Без высококлассного оборудования добиться качественного результата не реально
Полимеризация
Затем, после того, как порошковая краска была нанесена, необходимо ее закрепить с помощью горячей печи. Сухой порошок начнет плавиться и увлажнять поверхность объекта при температуре 150-220 градусов выше нуля. При этом длительность процедуры нагревания и запекания составляет от четверти часа до получаса. Температура и время зависят от объекта, с которым Вы работаете, от краски и от самой печи.
Обратите внимание, что температура в печи должна быть постоянной, только в этом случае краска расплавится равномерно, и покрытие будет ровным и аккуратным. Как только запекание завершено – достаем изделие из печи и оставляем его остывать на свежем воздухе
Когда объект остынет – процедура окрашивания порошковой краской завершена
Как только запекание завершено – достаем изделие из печи и оставляем его остывать на свежем воздухе. Когда объект остынет – процедура окрашивания порошковой краской завершена.
Как проходит покраска металла порошковой краской
Металлические поверхности, в большинстве случаев, постоянно сталкиваются с воздействием окружающей среды и поэтому лакокрасочный состав очень быстро изнашивается. Порошковые краски отличное решение этой проблемы.
Стоят они относительно не дорого, поэтому стоимость здания из металлоконструкций особо не изменится, а множество положительных качеств данного материала надолго защитят поверхность постройки.
Единственный минус — технология нанесения порошковых красок, которая требует определенных познаний.
Как покрасить металл порошковой краской?
Как уже было сказано ранее, лучшая краска для металлического забора — это порошковая краска. Подготовка поверхности, которую требует технология порошковой покраски металла, практически не отличается от подготовки металла для других видов лакокрасочных изделий.
Чаще всего применяется обезжиривание, фосфатирование и травление поверхности металла.
Далее наступает этап непосредственной покраски металла порошковой краской. Если требуется окрасить большую однородную металлическую поверхность, то выгоднее использовать электростатическое нанесение.
Суть заключается в том, что с помощью специального прибора частицы краски наделяются электрическим зарядом и направляются на поверхность металла. Этот метод обеспечивает равномерное нанесение порошковой краски на металл.
Вторая технология нанесения порошковых красок заключается в нанесение лакокрасочного изделия на «кипящий слой».
Для этого изделие, которое необходимо окрасить, чаще всего это сета или металлическое изделие неправильной формы, нагревается до температуры в 55-60 градусов Цельсия, и на небольшое время опускается в специальную ёмкость с порошковой краской, оборудованную мембранами с нижней стороны, через которые поступает сжатый воздух, который доводит порошок до температуры кипения.
Растворяясь, частицы краски оседают на нагретой поверхности металла и формируют гладкий равномерный слой.
Цена оборудования для порошковой краски
В бытовых условиях, чаще всего, используются ручные электрические распылители, работающие от обычной розетки в 220 вольт.
Стоимость таких приспособлений варьируется от 1800 рублей до 12000 рублей и зависит, в основном, от именитости производителя.
Промышленное же оборудование для покраски металла порошковой краской очень разнообразно и может стоить от нескольких десятков тысяч рублей до нескольких миллионов рублей.
Как наносить порошковые краски на металлические поверхности?
К сожалению, в домашних условиях качественно нанести данный вид лакокрасочного покрытия на металлическую поверхность не получится. Для этого используются специальные покрасочные камеры.
Это связано, в первую очередь, с тем, что около 30% частиц порошковой краски по металлу не оседают с первого раза на поверхности и в случае открытого пространства осядут на всем, что окружает объект окрашивания. В покрасочной камере данные частицы улавливаются и снова направляются в работу.
Стоит отметить, что такое улавливание частиц порошковой краски по металлу не только оберегает окружающие предметы от порчи, но и снижает расход лакокрасочного материала.
Как говорилось ранее, после нанесения порошковой краски на металлическую поверхность, изделие отправляется в специальную полимеризационную камеру. На данном этапе нет никаких особенностей, необходимо просто следовать технологии.
Несколько слов о преимуществах порошковых красок по металлу
Данный вид лакокрасочных материалов имеет ряд преимуществ, которые выделяют его среди других возможных кандидатов на металлические поверхности:
- При помощи данного лакокрасочного материала достигаются уникальные физико-химические свойства;
- Покрытие из порошковых красок по металлу достаточно наносить всего в один слой, что существенно снижает расходы;
- Лакокрасочное покрытие из данного лакокрасочного материала обладает более высоким уровнем ударопрочных и антикоррозийных свойств, по сравнению с лакокрасочными материалами другого вида;
- Затвердевание покрытия происходит очень быстро — всего за 30 минут. Эта величина не достижима ни для одного другого вида лакокрасочного покрытия;
- Процесс окрашивания порошковыми красками по металлу является одним из самых экологически безопасных.
Подготовка поверхности
Для порошковой покраски своими руками одним из важных и трудоёмких этапов является подготовка поверхности. Основные этапы:
- Очистка изделий от загрязнений.
- Выполнение обезжиривания и фосфатирования.
- Обеспечение защиты от появления ржавчины.
На видео: порошковая краска.







Технология подготовки поверхности будет рассмотрена на конкретном примере: нанесение суппортов и обновление дисков порошковой краской. Перед тем как нанести порошковую краску, суппорты или диски должны быть очищены от следующих видов загрязнений:
- органические остатки, то есть, смазочные материалы, смазки антикоррозийного направления и прочее;
- грязь неорганическая (ржавчина, окалины или нагары);
- комбинированные загрязнения.
В зависимости от типа грязи и степени загрязнения, применяют следующие типы очистки:
Механическая или абразивная. При её реализации используют такие инструменты: щётка с металлической щетиной или наждачная бумага.
Химическая очистка. Название говорит само за себя. При её выполнении изделия погружают в специальный химический раствор или обрызгивают им и очищают с помощью щёток и тряпки.
Виды пистолетов для порошковой покраски
Порошковое окрашивание может производиться двумя способами: путем погружения и распылением красителя. Первый вариант – весьма сложный технологический процесс, поэтому применяется только в производственных условиях для покраски крупногабаритных объектов (профнастил, металлические конструкции и каркасы).
Метод распыления осуществляется с помощью пистолета, такой способ доступен для выполнения покраски в домашних условиях. Принципы функционирования пистолетов позволяют разделять их на несколько разновидностей.
Электростатический
Электростатический пистолет для покраски позволяет обрабатывать поверхности вне зависимости от того, какой формой они обладают. Способствует появлению сверхтонких покрытий, обычно их толщина достигает всего 30-250 микронов. Это экономичный вариант, который не будет трудозатратным, когда занимаются обслуживанием. Потому такой пистолет – лидер на современном рынке. При необходимости не уйдёт много времени даже на то, чтобы заменить краску.

Трибостатический
Трибостатический пистолет отличается отсутствием генератора частиц в обычном понимании этого слова. Образование заряда осуществляется за счёт того, что частицы лакокрасочного материала трутся друг о друга. Сложность набора достаточной величины заряда краской – главная трудность, с которой сталкиваются владельцы трибостатического типа устройств при проведении окрашивания. Требуется проводить чёткую регулировку первичной краски.

Флюидизированный
Данная разновидность распылителей предназначена для того, чтобы наносить краску послойно. Потому легко набрать достаточную толщину. Обычно она находится на уровне 250 микронов. Благодаря применению технологии мастеру проще следить за тем, какой остаётся толщина напыления в каждый конкретный момент времени, пользуясь распылителем.

Подготовительные работы, эксплуатация покрытия и распылителя в данном случае обходятся действительно дёшево, не требуют дополнительных трат. Но у данного варианта есть и недостатки, среди которых:
- требование к наличию простой формы у обрабатываемой поверхности, на которой организуют процесс распыления порошка;
- необходимость в любом случае предварительно греть деталь своими руками, а затем высушивать её;
- повышенный расход краски при обработке поверхности;
- подобная технология также требует применения металла, который устойчив к воздействию высоких температур.
На видео: лучший распылитель для порошковой покраски на дому.
Это интересно: Из чего и как можно сделать кисточку для покраски?





