Принцип работы фальцепрокатного станка
Перед тем, как сделать фальцепрокатный станок, следует узнать, как он работает. Принцип работы фальцепрокатного станка основан на рулонной технологии, которая предоставляет возможности изготовления кровельных картин во всю длину ската и избегания ненужных горизонтальных соединений. Железо в рулонах для кровли стоит намного дешевле листового, его удобно поднимать на кровлю и непосредственно там изготавливать картины. Рулон металлической полосы помещают на размоточное устройство.
После нажатия на кнопку «Пуск», что расположена на кнопочном пульте, включается электрический двигатель, который через цепную передачу и редуктор вращение передает на валы формирующего устройства. Конец металлической полосы подается по направляющим станка на 1-ую пару формирующих роликов. Роликами захватывается металлическая полоса и протягивается через всю поверхность формирующего устройства. При достижении определенной длины отформованного листа фальцепрокатный станок отключают посредством нажатия кнопки «Стоп». Для вытаскивания отформованных листов назад в конструкции имеется реверс.

После этого монтажникам нужно только соединить две детали. Помимо подобных кровельных работ, лежачие фальцы, выполненные с помощью фальцегибов, используются для изготовления герметичных воздуховодов или водосточных труб. Транспортировка станка разрешена в любом положении, которое не допускает механических поломок элементов управления и конструкции. Периодически желательно проводить профилактические настройки и смазывать работающие части (цепь, винт прижимного вала, натяжитель цепи, направляющие прижимного вала, шестерни).
2 Обзор распространенных заводских моделей
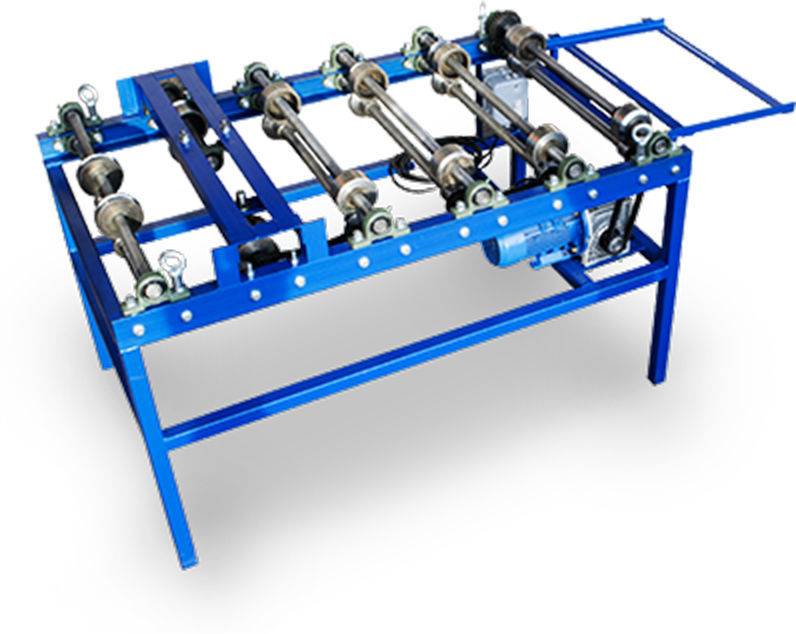
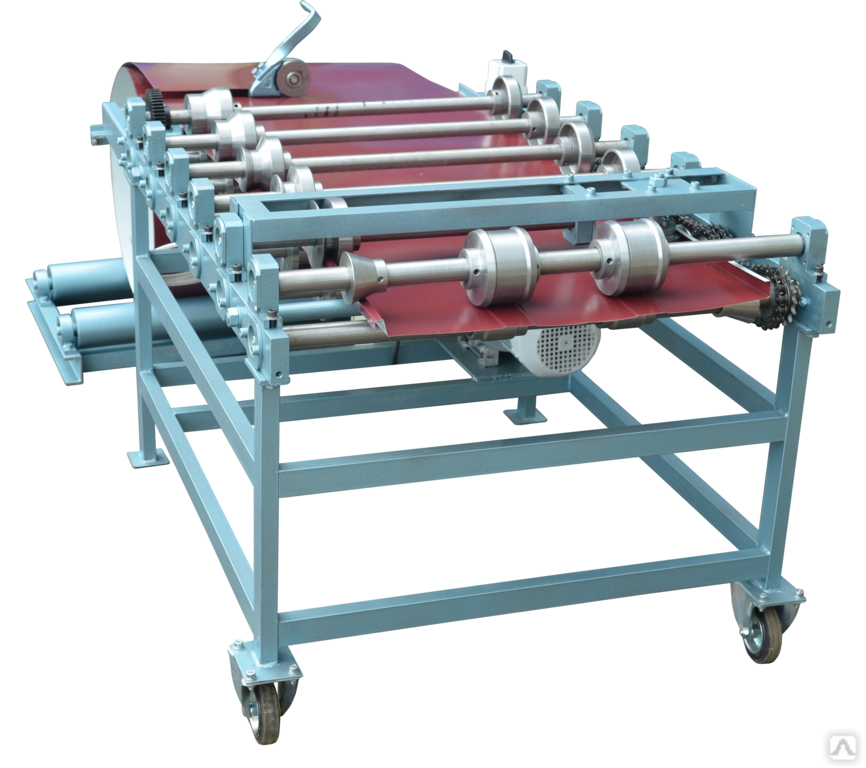
Мобильное устройство для гибки кровли СФП-700 способно производить панели, оснащенные двойным стоячим фальцем. Станок может работать со всеми разновидностями кровельного металла, в том числе со сталью, медью, цинком или полимерными покрытиями.
Он оснащен шесть рабочими клетями и имеет оптимизированную конфигурацию профилировочных роликов. Они обеспечивают высокое качество изготавливаемого покрытия. При работе на строительной площадке представленный станок может одновременно обслуживать до двух кровельных бригад. Среди преимуществ следует выделить:
- небольшой вес и габариты устройства;
- простую и надежную конструкцию;
- возможность ступенчатой регулировки ширины будущих панелей от 200 до 700 мм;
- возможность изготовления различных типов панелей – прямых, трапециевидных, односторонних;
- возможность установки механического двигателя (при отсутствии электросети).
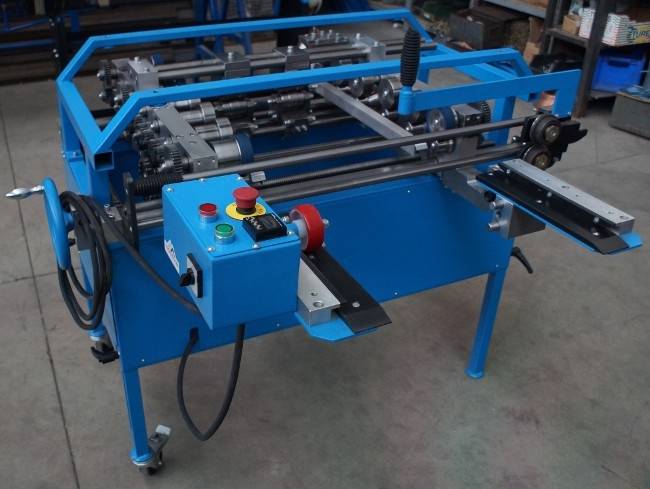
Фальцепрокатный станок lС 12R, как и его аналог ручной фальцепрокатный станок lc 12r (ФПС) также производят подготовку краев заранее раскроенных кровельных листов. Модель с обозначением «R» производит накатку 5 разновидностей фальцев, в том числе и стоячего по радиусу.

Ручной фальцепрокатный станок lc 12r
Как и фальцепрокатный станок lc 12dr, устройство с маркировкой «DR» также способно накатывать до 5 видов разных фальцев. Дополнительное преимущество устройства в том, что оно может формировать соединительную рейку.
Фальцепрокаточные станки моделей СТД-11019А и СТД-11019А-01 также могут быть использованы для фальцевой прокатки, создания соединительных реек и элементов, а также для прямоугольных воздухоотводов. Устройства могут работать с тонколистовыми низкоуглеродистыми видами сталей любой марки.
Толщина листа может колебаться от 0,5 до 1 мм. Представленные агрегаты отличаются:
- пониженными шумовыми характеристиками рабочего привода;
- улучшенными возможностями для регулирования роликов;
- новой электрической схемой управления станком;
- наличием винтовых опор для установки без подготовленного фундамента.
2.1 Делаем фальцепрокатный станок (ФПС) своими руками
Станок при желании можно изготовить не только из металла, но и из дерева. Он сможет сгибать металлические и алюминиевые листы небольшой толщины. Укрепляется конструкция с помощью металлических уголков.
Обжимной пуансон крепится к основанию при помощи гаек барашкового типа, снизу которых размещаются шайбы с соответствующим диаметром. По необходимости пуансоны можно изготовить с разными размерами. Особенно удобно это в тех случаях, когда предполагается обработка листов с разной толщиной.
Для создания такого агрегата будет нужен сварочный аппарат для соединения деталей. При этом детали конструкции будут аналогичными: пуансон, обеспечивающий прижим, основание и сам прижим.
Все детали должны быть с увеличенными размерами для обеспечения работы с более масштабными расходными материалами
Важно проследить за тем, чтобы пуансон и прижим были короче основания на 5-7 мм. После того, как прижим будет установлен в нем нужно просверлить два отверстия для крепежных болтов

Самодельный ручной фальцепрокатный станок
Рычаг можно сделать из арматурного прута, который предварительно выгибается и приваривается к уголкам. Диаметр прута не должен быть меньше 15 мм. Далее конструкция оснащается боковыми защитными панелями. С этой целью можно использовать листовую сталь с толщиной в 5 мм.
Для этого необходимо провести пробную сборку. В тисках следует зажать пуансон и основание таким образом, чтобы рабочая зона угла пуансона и швеллер, закрепленный на основании, располагались в одной плоскости. Зазор между деталями не должен превышать 1 мм. После этого защитные панели надеваются на ось пуансона и привариваются в нескольких местах.
Далее можно произвести тестовую гибку металла, используя с этой целью тонкие листы. При проведении работ можно производить калибровку аппарата. С этой целью боковые листы не следует приваривать окончательно. После корректировки их можно будет закрепить должным образом.
Ремонт металлической кровли рулонными материалами
Чтобы снизить затраты на ремонт металлической крыши с большим износом, можно использовать рулонные материалы. Ремонтные работы проводятся в следующей последовательности:
- устраняются изъяны в обрешетке;
- ремонтируются водосточные устройства, желоба и спуски;
- гвоздями закрепляются вспученные и оторванные участки;
- с помощью металлических щеток очищается поверхность;
- далее рулонные материалы укладываются вдоль и поперек стоячих фальцев;
- с обеих сторон прибиваются рейки, имеющие треугольное сечение и равную с фальцем высоту;
- поверхность покрывается горячим битумом, на него наклеивается рубероид.
Предварительные расчеты
Конечно же, речь идет о самостоятельной сборке более простого и менее дорогостоящего агрегата, чем прокатный станок с ЧПУ. В кустарных условиях, для индивидуального жилищного строительства отлично подойдет небольшой ручной гибочный механизм. Перед началом сборки следует определиться с рядом параметров:







- геометрические размеры рабочей поверхности в целом и отдельных ее частей — это ограничит максимальный захват длины листа и глубины кромки;
- расходные материалы, из которых будет изготовлен станок — станина, гибочная балка, опрессовочная рама;
- толщина обрабатываемого листового материала.
Ручной станок состоит из подвижной рамы (траверсы) с уголком и статичной опоры, на которой расположен гибочный рычаг. Станина сконструирована таким образом, чтобы при плотном прижиме листа к ней кромка, зажатая в фиксаторе, принимала необходимую форму изгиба. Для ручной обработки максимальная толщина металлического листа обычно не превышает 0,8 мм. Прикладываемое с помощью станка усилие не позволяет создавать ровные фальцы при использовании более толстых листов.
Простейший ручной листогиб собирается на монолитной базе — это может быть стол, металлические подмости или любое другое основание. Для мобильности оборудования актуально собирать передвижную базу — это может быть любое устойчивое основание из профильной трубы или деревянного бруса.
Чертеж листогиба: знакомство и улучшение
С конструктивной точки зрения ручной листогибочный станок, представленный на первом чертеже ниже, можно запросто улучшить. По схеме наглядно видно, что устройство для гибки металла собрано из следующих компонентов:
- Деревянной подушки.
- Опорной балки из 100-120 миллиметрового швеллера.
- Щечки из 6-8 миллиметрового листа.
- Сгибаемого профиля.
- Прижимной балки, выполненной из 60-80 мм уголков, соединенных вместе сваркой.
- Оси для поворота траверсы (выполняется из 10-мм металлического прутка).
- Траверса, роль которого выполняет 80-100 миллиметровый уголок.
- Рукоятки приспособления, сделанной из 10-мм прутка.
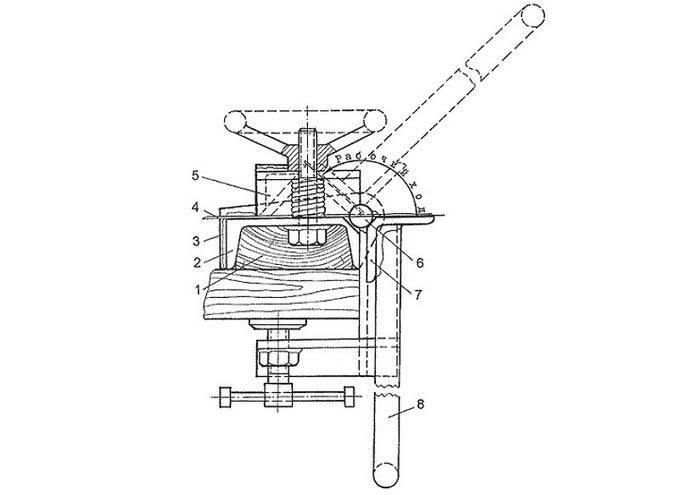
(Чертеж №1)
Изначально на чертеже траверс листогиба выполнен из уголка, однако куда лучше сделать его из швеллера. Такое решение во много раз увеличит выносливость траверсы. В противном случае в определенный момент времени уголок непременно погнется в середине, что заметно снизит качество сгиба в этом месте. При этом замена на швеллер даст возможность дольше работать на станке без необходимости заменять комплектующую, обеспечивая более 1300 сгибаний за место привычных 200, что не сильно много при условии активной работы!
Второй чертеж дает возможность более детально разобраться с конструктивными особенностями самодельного листогиба:
- Струбцина, выполненная из винта с воротком и пяткой, а также 40-60 мм уголка.
- Щечка.
- Швеллер, служащий в качестве опорной балки.
- Кронштейн прижимной балки, изготовленный своими руками из 110-мм уголка.
- Прижимная балка станка.
- Ось вращения траверсы.
- Непосредственно, сама траверса.
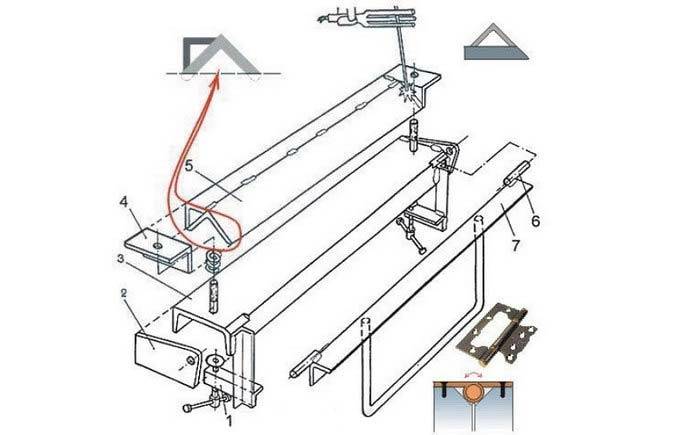
(Чертеж №2)
Увеличиваем надежность креплений станка
Листогибочный станок, помимо всего прочего, имеет еще одни существенный минус, который заключается в схеме его размещения к рабочей поверхности. Сами по себе струбцины, а именно они предусмотрены конструкцией в качестве фиксаторов, считаются ненадежным методом крепления. Ситуация усугубляется еще и тем, что сварные швы характеризуются быстрой утомляемостью! Исходя из этого, есть смысл вовсе отказаться от использования данного крепежного элемента, что дополнительно позволит исключить из конструкции устройства щечки и сварные соединения.
Произвести улучшение листогиба своими руками можно следующим путем:
- Выполняется опорная балка таких размеров, чтобы она в будущем могла выступать за границы рабочей поверхности;
- На концах опорной балки делаются U-образные проушины;
- К рабочей поверхности опорная балка фиксируется фасонными гайками с лапами и болтами (М10).

Но, если в новой версии листогибочного станка уже не предусмотрено щек, то каким же образом будет крепиться траверс? Этот вопрос легко решается так: достаточно воспользоваться дверными петлями-бабочками, которые, как правило, используются для фиксации тяжелых металлических дверей. Сами петли обеспечат агрегату большую точность, а крепление можно выполнить за счет винтов с потайной головкой. На втором чертеже данный момент наглядно демонстрируется в правом нижнем углу.
Как усилить прижимную балку?
Далее мы разберем вопрос, связанный с усилением прижимной балки. Хотя если для прижима вы будете использовать достаточно большой уголок, и в процессе работы не планируете гнуть сильно толстые листы, то можно и пропустить этот пункт, оставив прижимную балку из уголка. В остальных же случаях мы рекомендуем выполнить усиление!
Для продления эксплуатационного периода прижимной балки, сделав его сопоставимым с траверсом, нужно дополнить уголок металлической основой габаритами 80 на 16 миллиметров. При этом на рабочей кромке дополняющего элемента стоит выполнить 2-миллиметровую фаску. Параллельно с этим переднему краю металлической полосы необходимо придать 45-градусный угол, чтобы выровнять его с плоскостью прижимного уголка.

На втором чертеже в разрезе этот элемент показан справа сверху. Благодаря такому решению металл станет работать на сжатие, а не изгиб как раньше, что было крайне нежелательно, значительно увеличивая время работы станка без поломок.
Еще один 60-й уголок стоит приварить к обратной полке главного прижимного уголка. Это позволит сдерживать последний от выгибания вверх. На втором чертеже данный момент более наглядно представлен слева сверху.
Не забудьте про низ прижимной балки, а именно о фрезеровке этой части, ведь именно она формирует сгиб металлопрофиля. Согласно общепринятым правилам неровность этой плоскости не должна быть более половины толщины будущей заготовки, иначе выполнить ровный сгиб своими руками не выйдет – обязательно появятся вздутия по линии сгиба!
Цены на инструменты
Распространено заблуждение о том, что, раз все предлагаемые на рынке станки схожи по конструкции, значит, результат их работы качественно не отличается. Делается вывод, что покупка агрегата по минимальной цене (нередко у новоиспеченной фирмы или кустарного производства) — разумная экономия денег. В итоге неизбежно страдает качество исполнения; готовое кровельное покрытие (зачастую выполненное из дорогого металла, патинированной меди) выглядит изжеванным и через короткое время начинает течь.
Известные производители заботятся о том, чтобы выпускаемые ими модели обеспечивали изготовление профиля необходимого качества. Такие станки оснащены продуманными узлами и деталями, позволяющими выдерживать необходимую высоту и конфигурацию фальца.
 Профилирующая машина польского производстваИсточник abyhom.com
Профилирующая машина польского производстваИсточник abyhom.com
В настоящее время рынок изобилует предложениями оборудования для фальцевой кровли; цена на фальцепрокатные станки имеет следующий вид (средние цены по рынку):
- КМ 7.3 (3 фальца) İLMAKSAN (Турция). Рассчитан на толщину металла 0,5-1,2 мм. 250-280 тыс. руб.
- Metal Master MLC 12 DR – T (Китай).Кроме панелей фальцевой кровли может быть использован для изготовления венттруб. 155-165 тыс. руб.
- MetalMaster GLF А4С Универсальный, с разной комплектацией. 170-180 тыс. руб.
- Профилирующая машина SCHLEBACH QUADRO FALZ (Германия). Профессиональный универсальный станок, скорость профилирования 14 м/с, 4,7-4,9 млн. руб.
- SBD4C (Тайвань). От 140-155 тыс. руб.
- СПФ 700 («МобиПроф», Россия). Мобильная модель. 165-170 тыс. руб.
 Фальцевая крыша может иметь любую формуИсточник rmnt.mirtesen.ru
Фальцевая крыша может иметь любую формуИсточник rmnt.mirtesen.ru








Преимущества использования фальцепрокатного станка
Основное преимущество такого оборудования – его высокая мобильность. Кроме того, при использовании специального станка для прокатки фальцев получаемый замок будет качественным, точным и надежным. Постоянное качество по всей длине шва и высокая скорость значительно упрощают кровельные работы по сравнению с использованием ручных приспособлений.
Профессионалы выбирают именно специальное оборудование для производства изделий из листового и рулонного металла. Причин этому несколько. Во-первых, высокое качество работы – заданные параметры фальца станок выдерживает с завидной четкостью и постоянством. Кровельные панели получаются абсолютно идентичными друг другу, что сказывается не только на удобствеих монтажа, но и придает готовой крыше эстетичный внешний вид. А во-вторых, такое техническое устройство значительно повышает скорость производства изделий, а значит, увеличивает прибыль предприятия.
В каталоге компании МОБИПРОФ представлены различные фальцепрокатные станки по доступной цене.
Фальцепрокатный станок применяется в первую очередь для производства кровельного покрытия. Главная задача этого инструмента – прокатка фальцевого замка, который служит для соединенияэлементов конструкции между собой. Такой тип соединения обеспечивает герметичность швов и надежность всей кровли.
Практически все модели фальцепрокатных станков обладают одним существенным достоинством – они почти бесшумны при работе. Благодаря этому работать на таком оборудовании можнодлительное время без использования специальных наушников и без вреда для организма оператора. Это обеспечивает бесперебойный выпуск продукции. Кроме того, хороший станок имеетвысокую производительность, за короткое время можно обработать большое количество изделий. Абсолютно все модели фальцепрокатных станков имеют специальные колеса для повышениямобильности оборудования.
Область применения
Зачастую такой станок используют прямо на строительной площадке параллельно с проведением работ по настилу крыши. Этому способствует удобство в транспортировке оборудования. Разумеется, станок для прокатки фальцев находит широкое применение и производственных цехах. Необходимо отметить, что конструкция фальцепрокатного оборудования позволяет выпускатьпродукцию по индивидуальным размерам в любом требуемом количестве. Современные агрегаты для фальцевого проката могут изготавливать изделий с особым видом замков – самозащелкивающимся фальцем. Такие кровельные панели обладают целым рядом преимуществ – быстрый монтаж, удобство в работе, отличное качество и долговечность получаемого шва.
К примеру, станок СПФ-700 предназначен в основном для изготовления кровельных панелей непосредственно на строительной площадке. Он способен прокатывать как одинарный, так и двойнойстоячий фальц. При этом формы фальца может быть прямой или трапециевидной формы. Аппарат может обрабатывать все типы металла, используемые в производстве кровельного покрытия:
— медные листы;
— алюминиевые листы;
— рулонная и листовая сталь (в том числе и с полимерным покрытием) и так далее.
Современная оптимизированная конструкция станка обеспечивает отличное качество производимой продукции и высокую производительность.
Преимущества использования фальцепрокатного станка
Основное преимущество такого оборудования – его высокая мобильность. Кроме того, при использовании специального станка для прокатки фальцев получаемый замок будет качественным, точным и надежным. Постоянное качество по всей длине шва и высокая скорость значительно упрощают кровельные работы по сравнению с использованием ручных приспособлений.
Профессионалы выбирают именно специальное оборудование для производства изделий из листового и рулонного металла. Причин этому несколько. Во-первых, высокое качество работы – заданные параметры фальца станок выдерживает с завидной четкостью и постоянством. Кровельные панели получаются абсолютно идентичными друг другу, что сказывается не только на удобствеих монтажа, но и придает готовой крышу эстетичный внешний вид. А во-вторых, такое техническое устройство значительно повышает скорость производства изделий, а значит, увеличиваетприбыль предприятия.
В каталоге компании МОБИПРОФ представлены различные фальцепрокатные станки по доступной цене.
Как работает фальцепрокатный станок
Работа данного вида оборудования основывается на рулонной технологии. Она позволяет изготавливать кровельные картины большой длины, избегая при этом лишних соединений. Стоимость кровельного рулонного материала гораздо меньше листового аналога. Также, рулонное железо гораздо более удобно при изготовлении фальцевых картин непосредственно на объекте. Данное оборудование включается путем запуска его электрического двигателя с помощью специальной кнопки, расположенной на пульте. Полоса металла вручную передается на первые ролики, а потом протягивается через всю формирующую систему. Как только будет достигнута необходимая длина изделия, фальцепрокатный станок можно будет выключить соответствующей кнопкой. С помощью реверса извлекают готовые металлические листы, которые позднее в процессе монтажа соединяются между собой.
]]>]]> Для успешного функционирования фальцепрокатного аппарата необходимо осуществлять своевременные противоаварийные мероприятия – смазывать все рабочие части станочного механизма.
Виды фальцепрокатных станков
Как и многие другие станки по металлу фальцепрокатные можно разделить на бытовые и профессионального уровня. Если необходимо выполнять лишь малый объем работы, то разумно выбрать фальцепрокатные станки бытового класса без автоподачи. При необходимости обеспечения высокой производительности и функциональности, например, производства соединений разного типа, стоит уже присмотреться к оборудованию профессионального уровня.
Ручные фальцепрокатные станки чаще всего делают настольными, что увеличивает мобильность оборудования, для его установки не требуется большая рабочая площадь. Минусом такого вида исполнения станков является малая производительность и определенные требования к изделию: наименьшая, наибольшая ширина и толщина используемого материала.
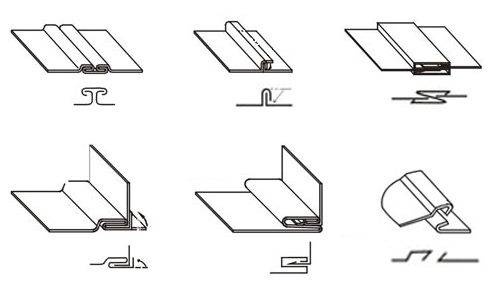
Схемы изображения фальцев на чертежах
Помимо этого можно отдельно выделить кровельный фальцепрокатный станок, который специалисты применяют для производства профилированных металлических листов прямо на рабочем участке. Посредством кровельного станка листы требуемой длины прокатываются вручную по мере необходимости, что обеспечивает целостность готового материала. Преимуществами подобного варианта производства





- отсутствие шума двигателя;
- рост производительности труда;
- отсутствие деформаций из-за транспортировки.
Конструкция фальцепрокатного механизма
Фальцепрокатный станок представляет собой механизм, который предназначен для профильной обработки края листового или рулонного металла для дальнейшего создания фальцевых соединений. Проще говоря, устройство выгибает одну из кромок стали под определённую конфигурацию для произведения их соединения. Использование данного оборудования способствует получению заготовок, надежность и качество которых намного превышает качество аналогов, которые получаются посредством ручной обработки.
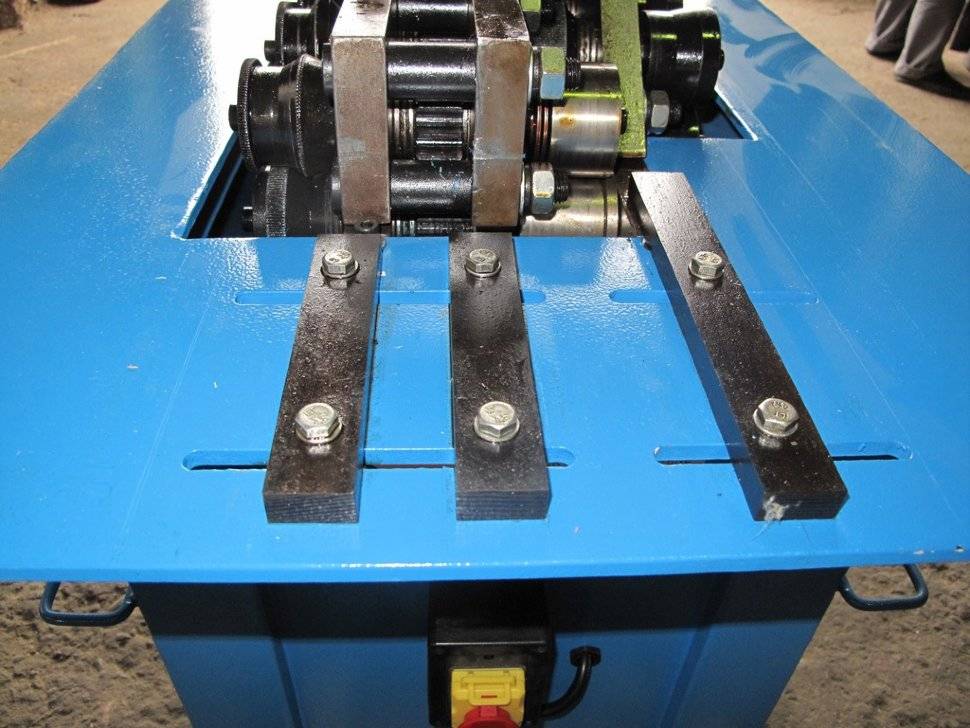
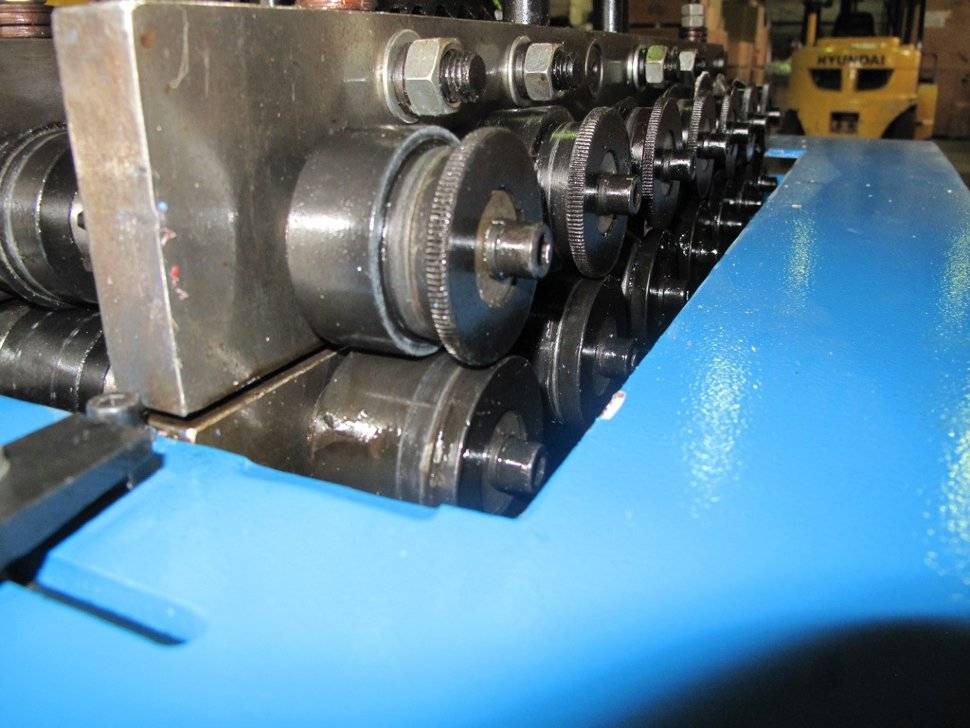
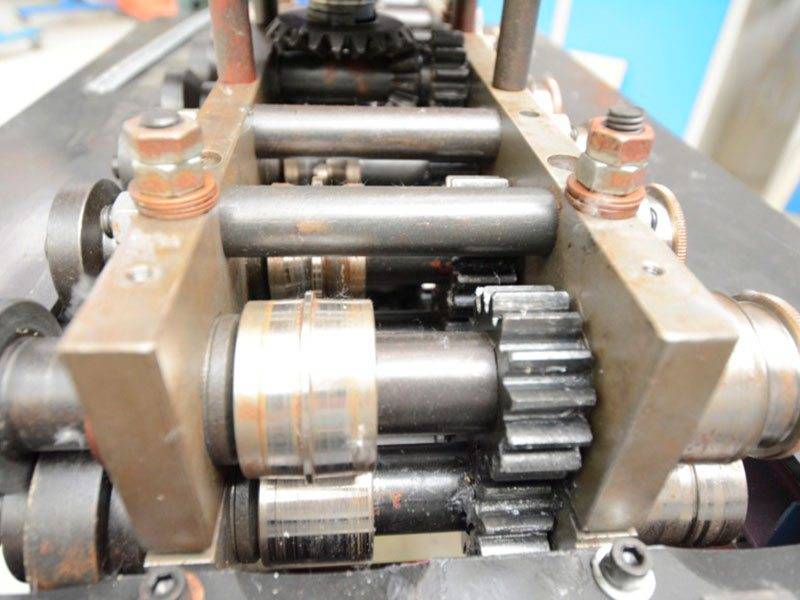
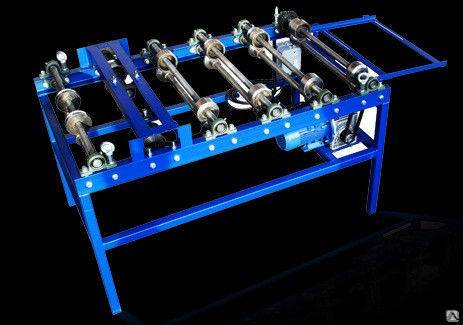
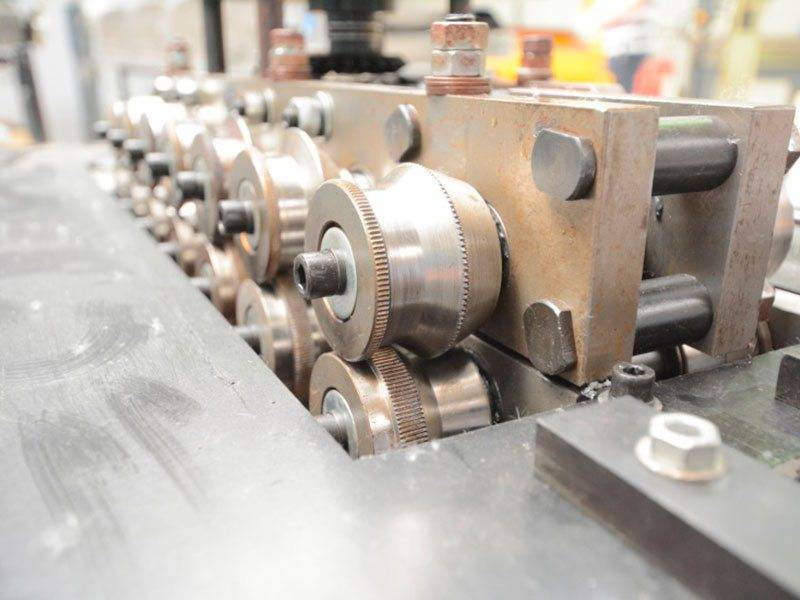
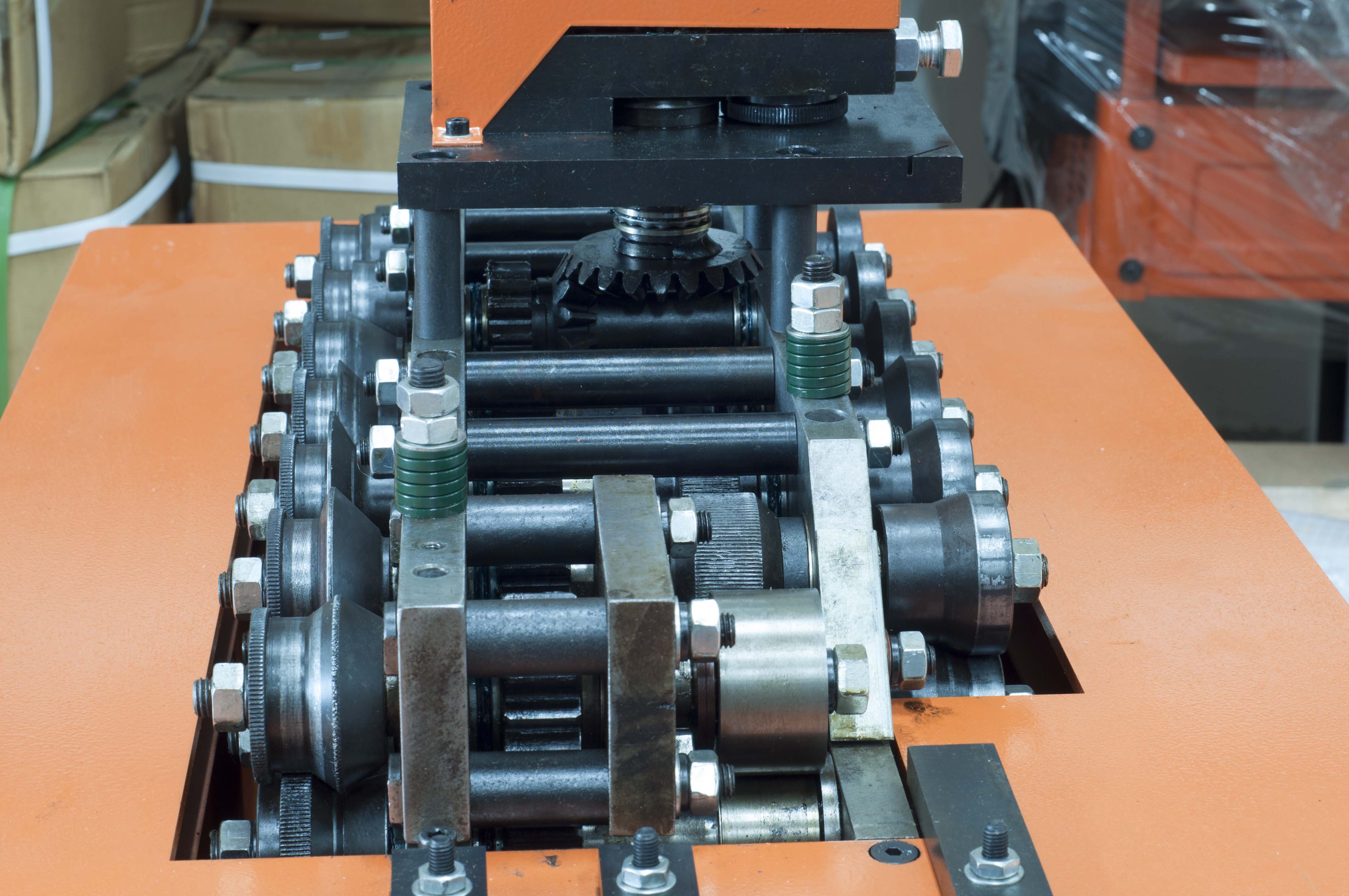
Сам фальцепрокатный кровельный станок состоит из формирующего устройства, станины и электропривода. Станина – это сварная металлоконструкция, на которой размещаются шесть пар валов, что выполняют роль формирующего устройства. Служит формирующее устройство для протягивания металлической полосы вдоль станка и формирования ребер жесткости и составляющих элементов двойного фальца на её краях для двойного замкового соединения. При изменении ширины металлических полос можно перенастроить устройство на новый размер.
Электрический привод состоит из электрического двигателя, цепной передачи и червячного редуктора. На фальцепрокатный станок дополнительно можно установить роликовое размоточное устройство, что предназначено для монтажа, разматывания и подачи рулонного металла, который имеет вес до 1 тонны. Помимо этого, станок можно оснастить обжимными устройствами для соединения листов в единое кровельное полотно, которые спрофилированы на станке.
Подвижное устройство станка состоит из 2 подвижных штоков, что жестко между собой соединены прижимающим угольником. Горизонтальная полка данного угольника выполняется в виде клина, под которым размещается продольная планка для обжима в продольном углублении угольника кромки кровельного листа. Направляющими для штоков выступают скобы и проходы в торцах горизонтальной полки. Подвижное устройство фальцепрокатного станка удерживается посредством пружин в верхнем положении, при котором можно вставлять в станок лист и удалять его после процесса отгиба кромки.
Профилирующее устройство располагается на стальной трубчатой раме. Ролики изготовлены из высококачественной специальной стали со специальной финишной отделкой, которая гарантирует эффективность защиты от влияния коррозии. Предлагаются две разновидности обжимных устройств – автоматические и ручные. Фальцепрокатный станок укомплектован четырьмя колесами рояльного вида, два из которых имеют тормоза для значительного облегчения транспортировки.
Модификации станков для изготовления фальцевой кровли
В настоящее время мы производим широкий спектр моделей кровельного фальцепрокатного оборудования по доступной цене:
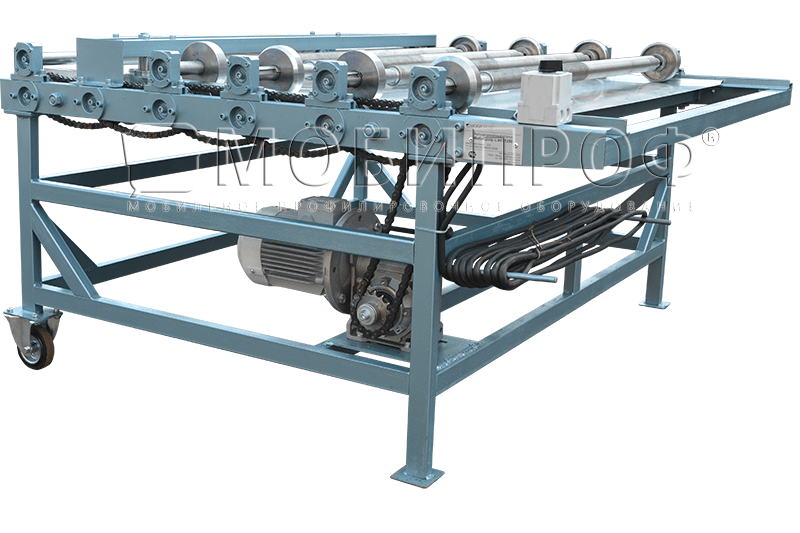
СФП-700 — удобен при частых перевозках. Востребован в случаях, когда нужна компактность и мобильность;
| Ширина заготовки, мм | Толщина заготовки, мм | Высота фальца, мм | Скорость проката, м/мин | Потребляемая мощность, кВт | Размеры, ДхШхВ, мм | Масса, кг |
| 250 — 700 | 0,45 — 0,7 | 25 | 6,5 | 0,75 | 1450х870х830 | 140 |
СФПР — оборудован системой бесступенчатой регулировки ширины металлического листа. Высоко востребован при частом изменении ширины;
| Ширина заготовки, мм | Толщина заготовки, мм | Высота фальца, мм | Скорость проката, м/мин | Потребляемая мощность, кВт | Размеры, ДхШхВ, мм | Масса, кг |
| 320 — 700 | 0,45 — 0,7 | 25 | 7 | 0,75 | 1450х960х750 | 150 |
СФПР-АСУ — следует купить для серийного изготовления панель-картин для фальцевой кровли;
| Ширина заготовки, мм | Толщина заготовки, мм | Высота фальца, мм | Скорость проката, м/мин | Потребляемая мощность, кВт | Размеры, ДхШхВ, мм | Масса, кг |
| 250 — 700 | 0,45 — 0,6 | 25 | 5 | 0,75 | 1600х1170х890 | 250 |
СФП-1250 — используется для получения панель-картин шириной до 1250 мм, востребованных при возведении мобильных зданий и ангаров;
| Ширина заготовки, мм | Толщина заготовки, мм | Высота фальца, мм | Скорость проката, м/мин | Потребляемая мощность, кВт | Размеры, ДхШхВ, мм | Масса, кг |
| 1250 | 0,45 — 0,7 | 25 | 6,5 | 0,75 | 1450х1430х830 | 250 |
СФПЗ — желательно купить для создания панелей, оснащенных одинарным самозащелкивающимся фальцем.
| Ширина заготовки, мм | Толщина заготовки, мм | Высота фальца, мм | Скорость проката, м/мин | Потребляемая мощность, кВт | Размеры, ДхШхВ, мм | Масса, кг |
| 250 — 625 | 0,45 — 0,7 | 32 | 6,5 | 1,5 | 2350х870х830 | 310 |
Дополнительными доводами для покупки станка для фальцевой кровли и другого фальцепрокатного кровельного оборудования от является двухлетняя гарантия, доступная цена, бессрочная сервисная поддержка на весь срок службы оборудования и наличие ряда дополнительных услуг.





